00195439-05-SG_D-Serie_FSE-DE.pdf - 第154页
9 C&P-Bestückköpfe 9.2 Bestückablauf 9.2 .3 Leiterplatten – Lageerkennung 154 Student Guide SIPLACE D-Serie (F SE) den. Die Passmarken sollten nicht auf einer Linie liegen. Mit d ieser 3. Passmarke kann zusätzlich zu…
9 C&P-Bestückköpfe
9.2.1 Arbeitspositionen am Bestückkopf 9.2 Bestückablauf
Student Guide SIPLACE D-Serie (FSE) 153
Aus dieser Funktionsbeschreibung ist leicht erkennbar, dass der Ventilstößel das Element mit dem
höchsten Einfluss auf die Bestück- und Abholsicherheit ist. Pflegen Sie es daher mit den speziell für die
Instandhaltung dieses wichtigen Teils entwickelten Werkzeugen.
9.2
9.2 Bestückablauf
Bestückablauf
9.2.1
9.2.1 Arbeitspositionen am Bestückkopf
Arbeitspositionen am Bestückkopf
9.2.2
9.2.2 C&P12 in Grundstellung Stern 15°
C&P12 in Grundstellung Stern 15°
9.2.3
9.2.3 Leiterplatten – Lageerkennung
Leiterplatten – Lageerkennung
Die Leiterplatten-Lageerkennung dient dazu, die genaue Position der Leiterplatte in der Maschine
(Transport --> Bestückbereich) zu bestimmen. Es sollten sich mindestens zwei Passmarken auf der Lei
-
terplatte befinden. Mit diesen zwei Passmarken kann die X/Y-Position und der Drehwinkel der LP im
Transport festgestellt werden. Es können max. 3 Passmarken für die Lageerkennung programmiert wer
-
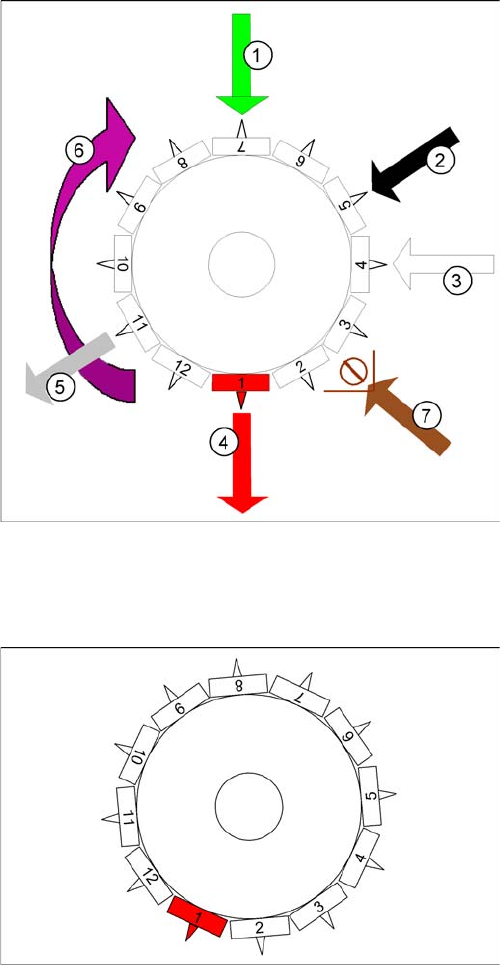
Arbeitspositionen am Bestückkopf
Legende
1. Optische Zentrierung
2. Drehstation / DLM2
3. Serviceposition für Segment: Überprüfen/Entfernen
der Pipetten und Pinolen
4. Abhol- und Bestückstation (auch Abwurfposition für
D3/D2/D2i/D1/D1i)
5. Abwurfposition nur für D1/D1i/ D2/D2i/D4/D4i-Ma
-
schinen
6. Arbeitsrichtung
7. Position der Option BE-Sensor (nur C&P12)
C&P12 in Grundstellung 15°
Sternposition:
Digit: 15000
Winkel 15°
1° entspricht 1000 Digits
Dies ist die Grundstellung des C&P12. Wenn X- und Y-
Achse in Warteposition sind, wird die Sternachse in die
Grundstellung gedreht.
9 C&P-Bestückköpfe
9.2 Bestückablauf 9.2.3 Leiterplatten – Lageerkennung
154 Student Guide SIPLACE D-Serie (FSE)
den. Die Passmarken sollten nicht auf einer Linie liegen. Mit dieser 3. Passmarke kann zusätzlich zur
Positionsbestimmung der LP im Transportsystem auch der Verzug innerhalb der Leiterplatte (gestaucht,
gestreckt) bestimmt und korrigiert werden.
9.2.3.1
9.2.3.1 Temperaturkompensation
Temperaturkompensation
Bei SIPLACE D/Di-Serien-Maschinen wird zusätzlich zur LP-Lageerkennung eine Temperaturkompen
-
sation mit dem 2. Portal im Bestückbereich durch LP-Lageerkennung durchgeführt. Damit wird eine
zusätzliche Fehlerquelle, welche die Genauigkeit beeinflussen könnte, kompensiert.
9.2.3.2
9.2.3.2 LP-Lageerkennung - Zentrierung der LP-Passmarken
LP-Lageerkennung - Zentrierung der LP-Passmarken
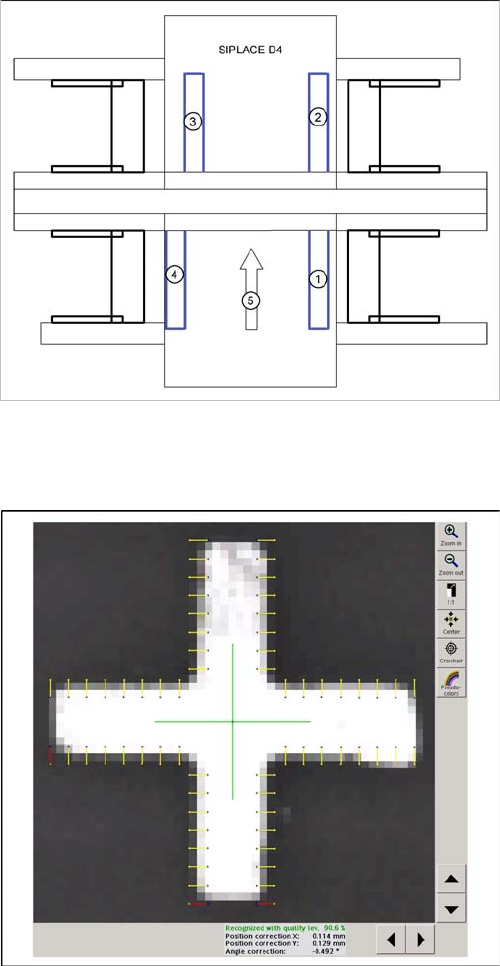
LP-Lageerkennung SIPLACE D4/D4i
Legende
1. Portal 1
2. Portal 2
3. Portal 3
4. Portal 4
5. Transportrichtung
Portal 4: Lageerkennung mit max. 3 Marken,
Portal 2: Lageerkennung mit 2 Marken, im BB2 der D4/
D4i
Portal 1 und Portal 3: Temperaturkompensation durch
Anfahren der Marken - Eine Positionsdifferenz
gegenüber Portal 4 bzw. 2 wird durch das Vision-System
erkannt und im folgenden Bestückablauf berücksichtigt
und kompensiert.
Grobzentrierschritt zur Markenzentrierung
An dieser Sollposition wird eine Passmarke erwartet. Die
LP-Kamera bewegt sich aus der Warteposition zu dieser
Passmarken-Position.
▪ Die LP-Lageerkennung wird durchgeführt, bevor
i. d. R. das Portal das 1. Bauelement aufnimmt.
▪ Die Portalachsen bewegen die LP-Kamera zu der
theoretischen Passmarken-Position. Die Kamera
macht eine Aufnahme der 1. Passmarke. Das Visi
-
onsystem errechnet die Mittenposition.
9 C&P-Bestückköpfe
9.2.4 Vorbereiten von Pipette 1 zum Abholwinkel (0° oder 90°) 9.2 Bestückablauf
Student Guide SIPLACE D-Serie (FSE) 155
9.2.4
9.2.4 Vorbereiten von Pipette 1 zum Abholwinkel (0°oder90°)
Vorbereiten von Pipette 1 zum Abholwinkel (0° oder 90°)
Feinzentrierschritt zur Markenzentrierung und Markenpo
-
sitionsbestimmung
Die zentrierte Passmarke definiert jetzt die tatsächliche
Position der Leiterplatte.
▪ Die Kamera macht eine Aufnahme der 2. Passmarke
und das Visionsystem errechnet die Mittenposition
dieses Bildes.
▪ Eine weitere Berechnung stellt die Abweichung zwi
-
schen der Soll- und der errechneten Passmarken-
Position fest.
▪ Alle LP-Passmarken werden optisch mit diesem Ver
-
fahren zentriert.
▪ Diese Daten werden an die Maschinensteuerung ge
-
schickt.
▪ Korrigierte Werte werden für die X-, Y- und die Win
-
kelposition der Leiterplatte errechnet.
▪ Jetzt bewegen die Portalachsen den Bestückkopf zur
ersten Abholposition.
HINWEIS
SIPLACE Vision bzw. Synthetische Marken
Werden Synthetische Marken benutzt, ändert dies nicht den beschriebenen Ablauf; jedoch wird
die Inkpunkterkennung nach der Markenerkennung durchgeführt.
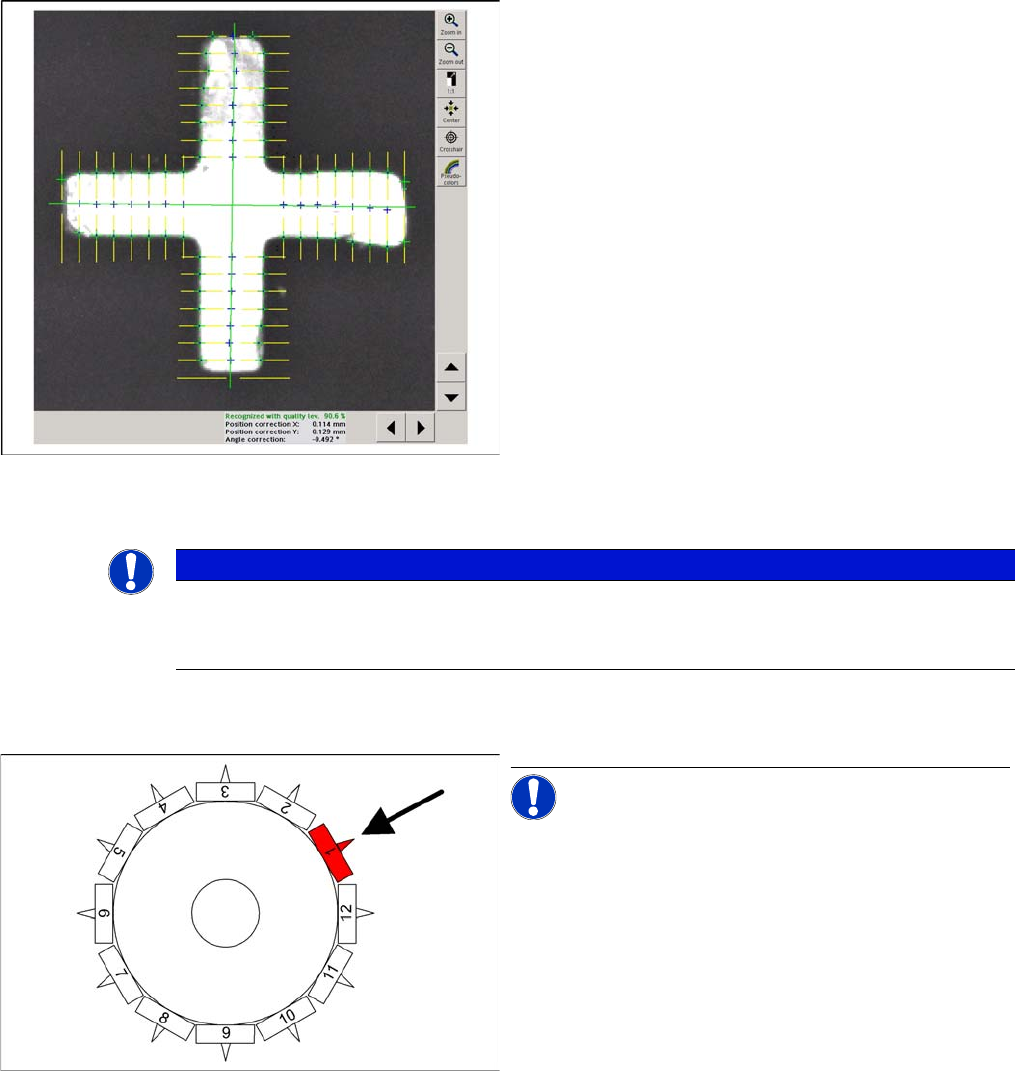
Drehung von Pipette 1 zum Abholwinkel (0° oder 90°)
HINWEIS! Dieser Schritt wird eigenständig nur
vor dem allerersten Abholzyklus ausgeführt.
▪ Die Sternachse dreht auf 240°. Jetzt ist die Pipette 1
in der DP-Station.
▪ Die DP-Station schwenkt ein und das DP-Achsen-
Steuerungssystem dreht die Pipette auf ihren Abhol
-
winkel von 0° oder 90° (Standard-Abholwinkel).
▪ Sobald die Pipette ihre Position erreicht hat, wird die
Endemeldung ausgelöst und die DP-Station
schwenkt zurück.
Die weiteren Pipetten am Kopf werden nach Weiterdre
-
hen des Sterns auf ihren jeweiligen Abholwinkel gedreht.