00195439-05-SG_D-Serie_FSE-DE.pdf - 第156页
9 C&P-Bestückköpfe 9.2 Bestückablauf 9.2.5 Pipettenlänge für BE-Erkennung überprüfen 156 Student Guide SIPLACE D-Serie (F SE) 9.2.5 9 . 2 . 5 P ip e t t e n lä n g e f ü r B E - E r k e n n u n g ü b e r p r ü f e n …
9 C&P-Bestückköpfe
9.2.4 Vorbereiten von Pipette 1 zum Abholwinkel (0° oder 90°) 9.2 Bestückablauf
Student Guide SIPLACE D-Serie (FSE) 155
9.2.4
9.2.4 Vorbereiten von Pipette 1 zum Abholwinkel (0°oder90°)
Vorbereiten von Pipette 1 zum Abholwinkel (0° oder 90°)
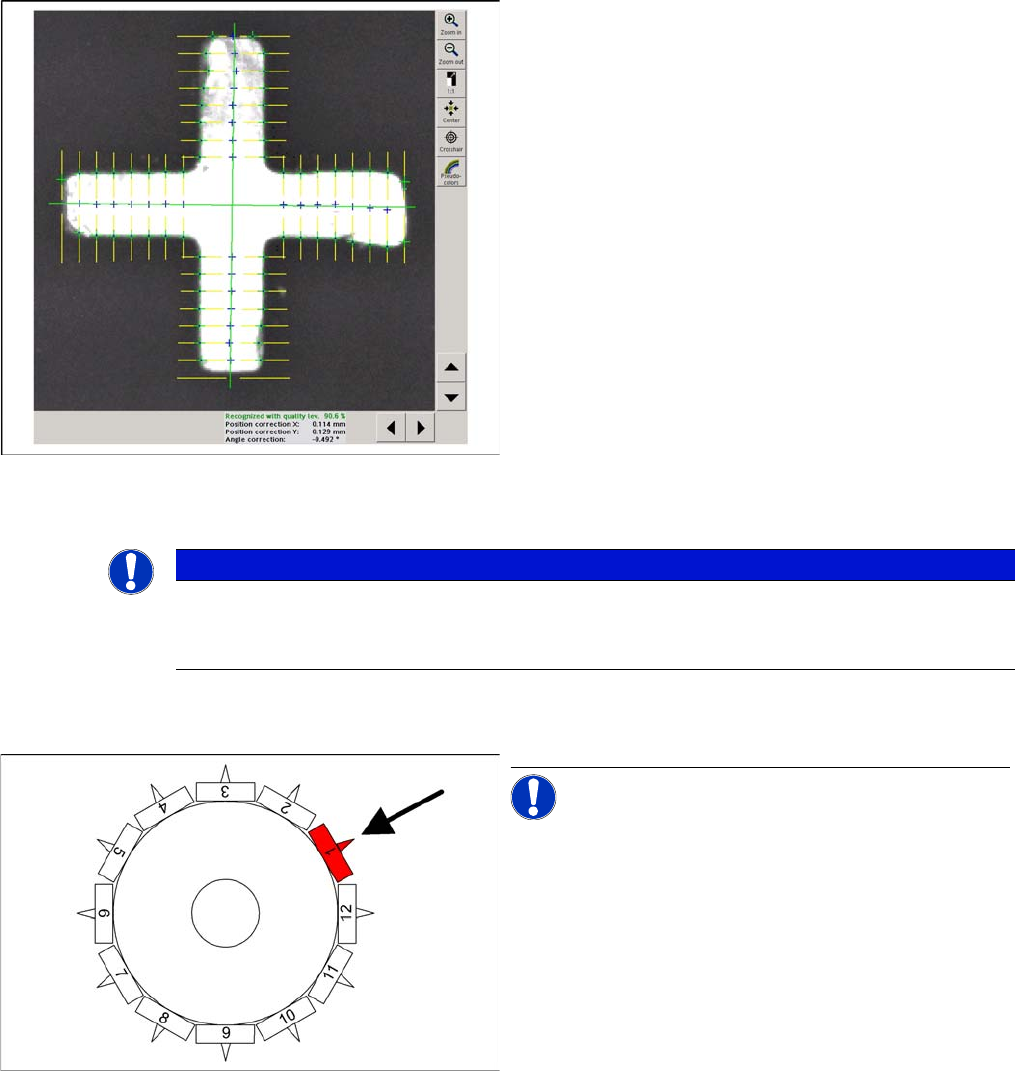
Feinzentrierschritt zur Markenzentrierung und Markenpo
-
sitionsbestimmung
Die zentrierte Passmarke definiert jetzt die tatsächliche
Position der Leiterplatte.
▪ Die Kamera macht eine Aufnahme der 2. Passmarke
und das Visionsystem errechnet die Mittenposition
dieses Bildes.
▪ Eine weitere Berechnung stellt die Abweichung zwi
-
schen der Soll- und der errechneten Passmarken-
Position fest.
▪ Alle LP-Passmarken werden optisch mit diesem Ver
-
fahren zentriert.
▪ Diese Daten werden an die Maschinensteuerung ge
-
schickt.
▪ Korrigierte Werte werden für die X-, Y- und die Win
-
kelposition der Leiterplatte errechnet.
▪ Jetzt bewegen die Portalachsen den Bestückkopf zur
ersten Abholposition.
HINWEIS
SIPLACE Vision bzw. Synthetische Marken
Werden Synthetische Marken benutzt, ändert dies nicht den beschriebenen Ablauf; jedoch wird
die Inkpunkterkennung nach der Markenerkennung durchgeführt.
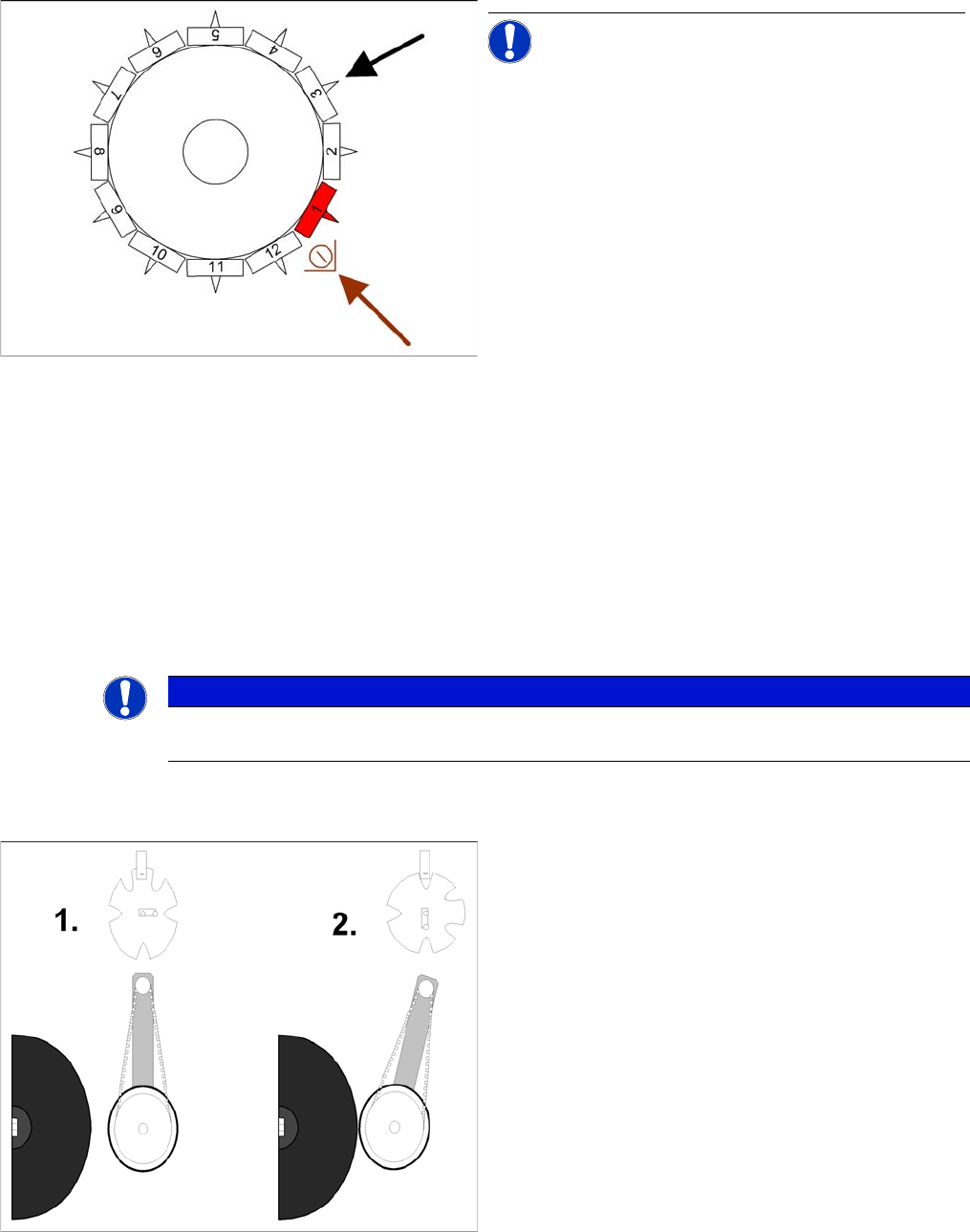
Drehung von Pipette 1 zum Abholwinkel (0° oder 90°)
HINWEIS! Dieser Schritt wird eigenständig nur
vor dem allerersten Abholzyklus ausgeführt.
▪ Die Sternachse dreht auf 240°. Jetzt ist die Pipette 1
in der DP-Station.
▪ Die DP-Station schwenkt ein und das DP-Achsen-
Steuerungssystem dreht die Pipette auf ihren Abhol
-
winkel von 0° oder 90° (Standard-Abholwinkel).
▪ Sobald die Pipette ihre Position erreicht hat, wird die
Endemeldung ausgelöst und die DP-Station
schwenkt zurück.
Die weiteren Pipetten am Kopf werden nach Weiterdre
-
hen des Sterns auf ihren jeweiligen Abholwinkel gedreht.
9 C&P-Bestückköpfe
9.2 Bestückablauf 9.2.5 Pipettenlänge für BE-Erkennung überprüfen
156 Student Guide SIPLACE D-Serie (FSE)
9.2.5
9.2.5 Pipettenlänge für BE-Erkennung überprüfen
Pipettenlänge für BE-Erkennung überprüfen
9.2.6
9.2.6 Hinweis
Hinweis
9.2.7
9.2.7 Detaillierter Drehvorgang an der DP-Station, 1.Einschwenken
Detaillierter Drehvorgang an der DP-Station, 1. Einschwenken
Überprüfen der Pipettenlänge "BE-Erkennung vor
Bestücken durch den BE-Sensor"
HINWEIS! Dieser Schritt wird eigenständig nur
vor dem allerersten Abholzyklus ausgeführt.
Messung durch Bauelement-Sensor (BE-Sensor) (Opti
-
on) bei ca. 315°:
▪ Der BE-Sensor misst die Länge der leeren Pipette*.
Diese gemessene Länge vor Abholen wird mit der
Referenzlänge der Pipette verglichen.
▪ Wird ein Längenunterschied von -0,15 mm oder
+0,1 mm festgestellt, bewegen die Portalachsen den
Bestückkopf in die Serviceposition um die Pipette zu
tauschen.
▪ Die Messung erfolgt "On the Fly" während der Stern
-
bewegung.
* Für das jeweilige Segment muss als nächstes ein Bau
-
element abgeholt werden, welches diesen BE-Sensor
nutzen soll (BE-Anwesenheitscheck oder BE-
Höhenmessung mit BE-Sensor).
Selbstverständlich müssen auch alle anderen "Randbe
-
dingungen" erfüllt sein:
Installation/Konfiguration der Option für dieses Portal und
die passende Pipettenlänge.
HINWEIS
Die Bestücksequenz des C&P6/12 mit ihren parallel ablaufenden Einzelschritten kennen Sie.
Daher werden hier nur die funktionalen Einzelheiten dieser Einzelschritte erläutert.
Detaillierter Drehvorgang an der DP-Station, 1. Ein
-
schwenken
▪ Bild 1 zeigt die Ausgangsposition (Zustand nach Re
-
ferenzlauf).
▪ Von der Ausgangsposition dreht der Schrittmotor 90°
zum Einschwenken.
▪ Die DP-Station schwenkt ein und kontaktiert die Pino
-
le (inkremental Scheibe).
▪ Der Schrittmotor wird von der Lichtschranke an der
Kurvenscheibe überwacht.
▪ Bild 2 zeigt den Status nach dem Einschwenken.
▪ Dies ist die Startanforderung für den Antrieb der DP-
Achse.
9 C&P-Bestückköpfe
9.2.8 Positionierung zum Abholwinkel 9.2 Bestückablauf
Student Guide SIPLACE D-Serie (FSE) 157
9.2.8
9.2.8 Positionierung zum Abholwinkel
Positionierung zum Abholwinkel
9.2.9
9.2.9 Positionierung zum Bestückwinkel
Positionierung zum Bestückwinkel
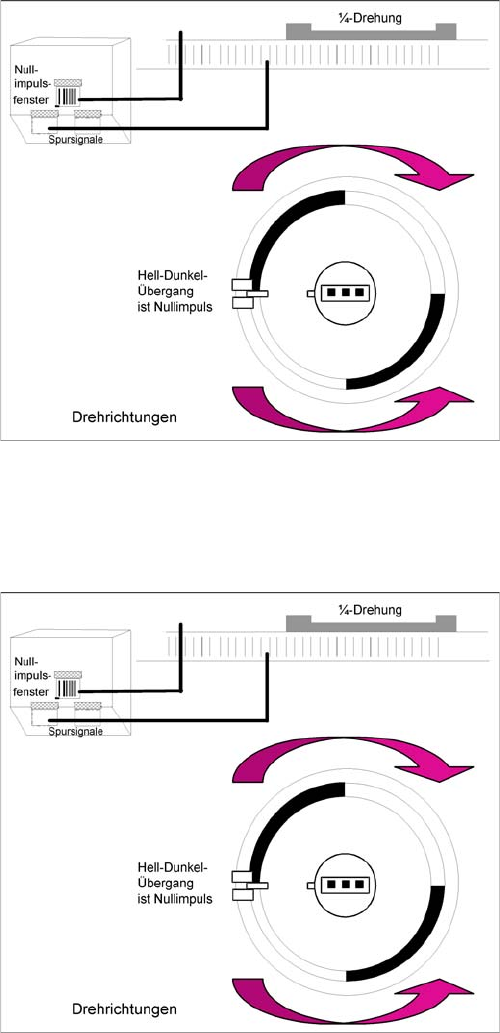
Detaillierter Drehvorgang an der DP-Station, Positionie
-
rung zum Abholwinkel
▪ Die DP-Achse positioniert das Segment auf den je
-
weiligen Nullimpuls und prüft diesen Signalpegel auf
einer Distanz von 3 Digits.
▪ Die Endemeldung wird ausgegeben, wenn die
tatsächliche Positionsabweichung innerhalb der er
-
laubten Toleranz liegt.
▪ Zwischen dem 0°- und 180°- bzw. 90°- und -90°-Ab
-
holwinkel besteht kein Unterschied.
Detaillierter Drehprozess an der DP-Station, Positionie
-
rung zum Bestückwinkel
▪ Bei Positionierbeginn wird die tatsächliche Position
der Achse auf 0 gesetzt, indem der Positionszähler
der DP-Achse auf 0 gesetzt wird.
▪ Der DP-Antrieb wird im relativen Positioniermodus
betrieben.
▪ Die DP-Achse startet zur Zielposition, die den Kalib
-
rierwerten der Station, den Programmierwerten des
Linienrechners und den Zentrierwerten des
Bestückvorganges entnommen werden.
▪ Die Endemeldung wird ausgegeben, sobald die
tatsächliche Positionsabweichung innerhalb der er
-
laubten Toleranz liegt.