00195439-05-SG_D-Serie_FSE-DE.pdf - 第98页
6 Referenzlauf 6.1 Referenzlauf (D/Di-Serie) 6.1.3 Achsreferenzlauf 98 Student Guide SIPLACE D-Serie (FSE) ► Start-Taste betätigen Diese schaltet auch die Steuer spannungen ein. ► Vorbereiten des Sternachsreferenzlauf Da…
6 Referenzlauf
6.1.1 Überblick 6.1 Referenzlauf (D/Di-Serie)
Student Guide SIPLACE D-Serie (FSE) 97
6
6 Referenzlauf
Referenzlauf
6.1
6.1 Referenzlauf (D/Di-Serie)
Referenzlauf (D/Di-Serie)
Der Referenzlauf von Bestückmaschinen garantiert die korrekte Funktion für die Bestückung in der Sta
-
tions-SW.
In diesem Kapitel wird der Referenzlauf für C&P-Kopf und Portal beschrieben. Danach wird der parallel
zum C&P-Kopf ausgeführte Referenzlauf zum P&P-Modul beschrieben.
6.1.1
6.1.1 Überblick
Überblick
Der Referenzlauf gliedert sich allgemein in 4 Hauptabschnitte. Modulreferenzläufe wie für den WPC
oder einen 2. Bestückkopf pro Portal werden zunächst nicht aufgelistet.
1. Transportsystemreferenzlauf
Hier werden die freien (unbelegt mit einer LP) Transportbänder aktiviert.
(Bei älteren SW-Versionen kann diese Funktion auch zum Referenzlaufabschluss ausgeführt wer
-
den.)
2. Achsreferenzlauf
Dieser gliedert sich:
A.) in den Kopfachsreferenzlauf und
B.) in den Portalachsreferenzlauf.
Die Kopfachsen der Portale werden gleichzeitig gestartet. Es werden so viele Funktionen als
möglich parallel ausgeführt.
3. Vakuumreferenzlauf
Es werden die
A.) Vakuumkennwerte ‚offen’ und ‚geschlossen’ für die Bestückung ermittelt und
B.) alle Segmente in der DP-Station in ihre 0-Grad-Lage gedreht.
4. Höhenreferenzlauf
Hier werden alle Pipetten der Segmente und Köpfe eines Bestückbereiches auf der Oberseite der
Transportwange auf ihre Länge getestet.
Nachfolgend werden diese im Detail beschrieben und erläutert. Maschinentyp- oder
konfigurationsabhängige Erweiterungen oder Abweichungen werden in Zusatzerklärungen ausgeführt
um nicht zu sehr zu verwirren.
6.1.2
6.1.2 Transportreferenzlauf
Transportreferenzlauf
Der Transportreferenzlauf testet die Funktion der Transportbänder. Dazu muss der jeweilige Transport
-
bandabschnitt frei sein, d. h. ohne eine zu transportierende Leiterplatte (LP). Stellt einer der LP-Senso
-
ren eine LP fest so wird dieses Transportband (so wie auch das Eingabe-Transportband) nicht aktiviert
und am Ende des gesamten Referenzablaufes wird diese LP in das Ausgabeband der Bestückstation
transportiert.
6.1.3
6.1.3 Achsreferenzlauf
Achsreferenzlauf
6.1.3.1
6.1.3.1 Kopfachsreferenzlauf
Kopfachsreferenzlauf
Die C&P6/12-Bestückköpfe müssen mit einigen Schritten für den Achsreferenzlauf vorbereitet werden.
Ablauf:
► Initialisieren der Schrittmotore gleich nach dem Einschalten der Maschine:
6 Referenzlauf
6.1 Referenzlauf (D/Di-Serie) 6.1.3 Achsreferenzlauf
98 Student Guide SIPLACE D-Serie (FSE)
► Start-Taste betätigen
Diese schaltet auch die Steuerspannungen ein.
► Vorbereiten des Sternachsreferenzlauf
Dazu werden folgende Schritte ausgeführt:
– Aufwärtspositionieren der Z-Achse auf Anschlag oben.
– Positionieren abwärts auf Z-Position (30 Digit) mit reduzierter Kraft für eine freie Sternbewegung.
► Sternachsreferenzlauf
Nacheinander werden folgende Schritte ausgeführt:
– Die Sternachse führt in der 1. Referenzfahrt eine Kommutierungspunktsuche für das 3-Phasensys
-
tem des Antriebs durch.
– Die Sternachse positioniert auf den Achsnullimpuls.
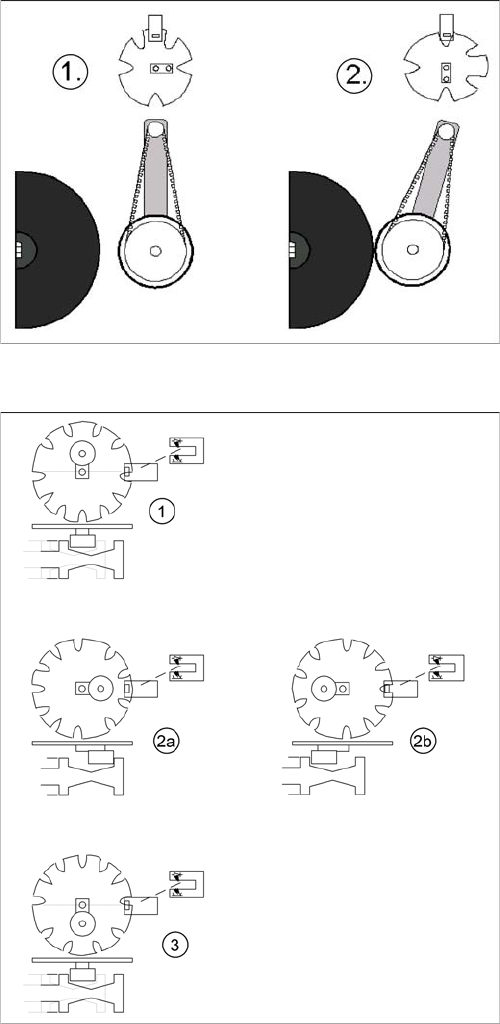
Initialisierung des Schrittmotors an der DP-Station (1)
Legende
1. Homeposition DP-Antrieb mit einem Abstand von ca.
1 mm vom Segment
▪ Die DP-Station hat dadurch ca. 1 mm vom Segment
weg geschwenkt.
Initialisierung des Stellantriebs an Abhol-/Bestück- und
Abwurfposition
Legende
▪ 1. Homeposition, Initialisierungsposition. Verfahren
der Stern-Achse freigeben.
oder
▪ 3. Position entgegengesetzt zur Ausgangsposition.
Verfahren der Stern-Achse freigeben.
▪ Die Ventilstellantriebe haben die Antriebskugellager
so in die Ventilstößel gestellt, dass eine Sterndre
-
hung ohne Störung möglich ist.
6 Referenzlauf
6.1.3 Achsreferenzlauf 6.1 Referenzlauf (D/Di-Serie)
Student Guide SIPLACE D-Serie (FSE) 99
– Die Sternachse lädt die Nullpunktkorrektur.
– Die Sternachse positioniert auf den Zählerstand 0. Damit steht Segment 1 in der Sternabhol- und
Bestückposition.
► Z-Achsreferenzpunktfahrt
Weil die Z-Achse keinen Nullimpuls hat wird der Z-Achsanschlag oben für diese "Nullimpulsposition"
benutzt. Die Nullpunktkorrektur (NPK) wird während eines jeden Referenzlaufes ermittelt.
– Die Z-Achse wieder auf den Anschlag oben und dann auf den Standardwert 5 Digit positioniert.
Anschließend:
– Die Sternachse positioniert auf 6250 Digits (6,25°).
– Die Z-Achse positioniert abwärts auf Anschlag Z-Position übertragen & zurück auf 5 Digit.
– Die Sternachse positioniert auf 6750 Digits (6,75°).
– Die Z-Achse positioniert aufwärts auf Anschlag Z-Position übertragen & zurück auf 5 Digit.
– Die Sternachse positioniert auf -6250 Digits (-6,25°).
– Die Z-Achse positioniert abwärts auf Anschlag Z-Position übertragen & zurück auf 5 Digit.
– Die Sternachse positioniert auf -6750 Digits (-6,75°).
– Die Z-Achse positioniert aufwärts auf Anschlag Z-Position übertragen & zurück auf 5 Digit.
► Aus den 4 Z-Achspositionen wird die Z-Nullpunktkorrektur errechnet, an den Achscontroller
übertragen und bis zum Ausschalten der Maschine benutzt.
– Die Sternachse wird wieder auf die 0-Position (Segment 1 unten) positioniert.
Durch diese automatische NPK wird das Segmentkugellager optimal in die Position für die
Kreisbogenführung gestellt.
► Damit ist der Kopfachsreferenzlauf abgeschlossen.
6.1.3.2
6.1.3.2 Portalachsreferenzlauf
Portalachsreferenzlauf
Der erste Referenzlauf beinhaltet auch die Kommutierungspunktsuche für die 3-Phasenantriebe der
Portalachsen.
Ablauf:
Initialisieren des 3-Phasenantriebsystems und des Positionsmesssystems der Portalachsen:
▪ Kommutierungspunktsuche der X-/Y-Portalachse.
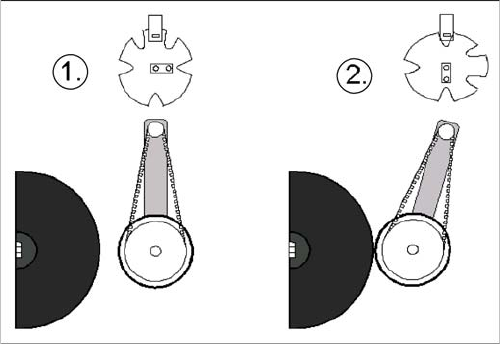
Positionieren der DP-Achse mit Hilfe von Ein- und Aus
-
schwenkfunktionen
Legende
1. Homeposition DP-Antrieb mit einem Abstand von ca.
1 mm vom Segment.
2. DP-Antrieb an Segment angedockt.
► DP-Achsreferenzlauf
– Die DP-Station wird über ein CAN-Bus-Kommando
eingeschwenkt (2).
– Der Achscontroller startet von der 0-Position aus
bis im Inkrementalgeber der Nullimpuls eines Seg
-
mentes erkennbar ist.
► Die DP-Station wird über ein CAN-Bus-Kommando
wieder ausgeschwenkt (1).