SPF.pdf - 第59页
SPF 服务手册 4.2 下部组件:其它 D54SCC-W 4-600-A0 4.2-6 4.2.4 调整 调整 调整 调整 SY 轴(工作台 轴(工作台 轴(工作台 轴(工作台 Y 轴)原点 轴)原点 轴)原点 轴)原点 Unit No. 1080804200 4.2.1SY 轴 (工作台 4.2.1 更 换 SY 轴 (工作台 Y 轴 ) 电 机 调 整 SY 轴 (工作台 Y 轴 ) 原点 ► 调整 调整 调整 调整 SY 轴原点…
SPF
服务手册
4.2 下部组件:其它
4.2-5 D54SCC-W4-600-A0
8. 规格值以外时,将主操作盘上的“SERVO
MOTOR”(伺服电机)置于 OFF。
9. 移动工作台,使其位于易于调整的位置。
10. 使导轨与百分表接触。
11. 将百分表设定为 0。
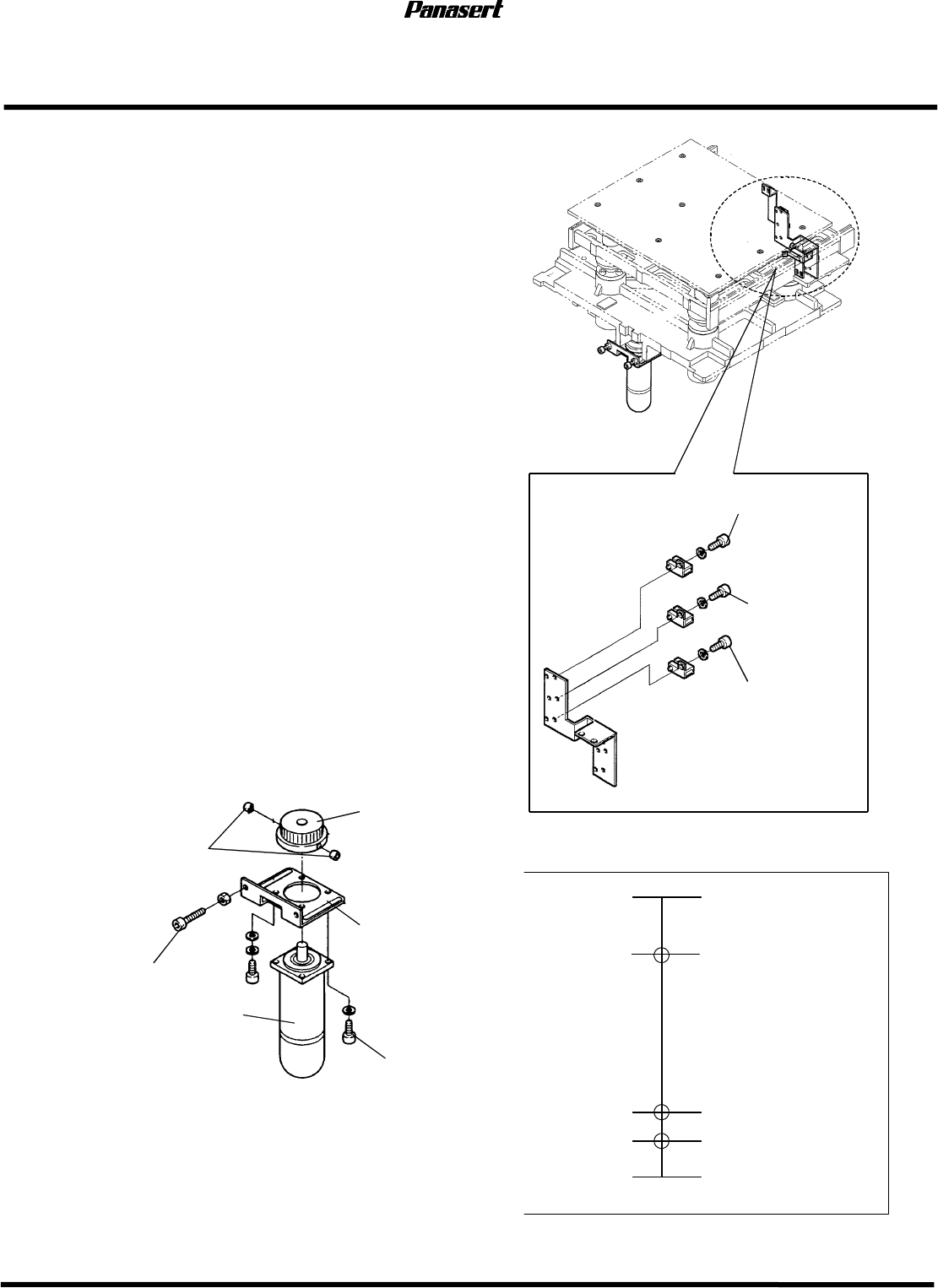
12. 拧松栓。
13. 旋转皮带轮,调整高度。
14. 拧紧栓。
15. 再次确认测定高度治具和导轨的高度。
16. 调整挡片,使其进入原点传感器。
17. 将主操作盘上的“SERVO
MOTOR”(伺服电机)置于 ON。
18. 使 ST 轴返回原点,再次确认挡片进入
原点传感器。
=确认
确认确认
确认=
请确认原点传感器地对称性。
19. 确认工作台高度、上载导轨高度、
下载导轨高度。
20. 以工作台高度为基准,确认网板支持架的高度。
21. 确认(±)极限传感器。
=规格值
规格值规格值
规格值=
(+)极限:27±0.5
(-)极限:-2-
(-)
极限
传
感器
(+)
极限
传
感器
原点传感器
原点
机器之止
动
器
(-)
极限
0
28
-4
-2
冲程关系图
(+)
极限
27+0.5
+0.5
0
+0.5
-1.0
机器止
动
器
栓
ST
轴电
机
皮带轮
托架
螺栓(
A
)
螺栓(
B
)
+0.5
-1.0
SPF
服务手册
4.2 下部组件:其它
D54SCC-W4-600-A0 4.2-6
4.2.4 调整
调整调整
调整 SY 轴(工作台
轴(工作台轴(工作台
轴(工作台 Y 轴)原点
轴)原点轴)原点
轴)原点
Unit No.
1080804200
4.2.1SY
轴(工作台
4.2.1
更换
SY
轴(工作台
Y
轴)电机
调整
SY
轴(工作台
Y
轴
)
原点
►调整
调整调整
调整 SY 轴原点
轴原点轴原点
轴原点
1. 打开电源,使其返回原点。
2. 移动 SY 轴(工作台 Y 轴),使其位于
150 mm 位置处。
3. 移动 ST 轴,使其位于 26 mm 位置处。
4. 移动 CY 轴,使其位于 624.5 mm 位置处。
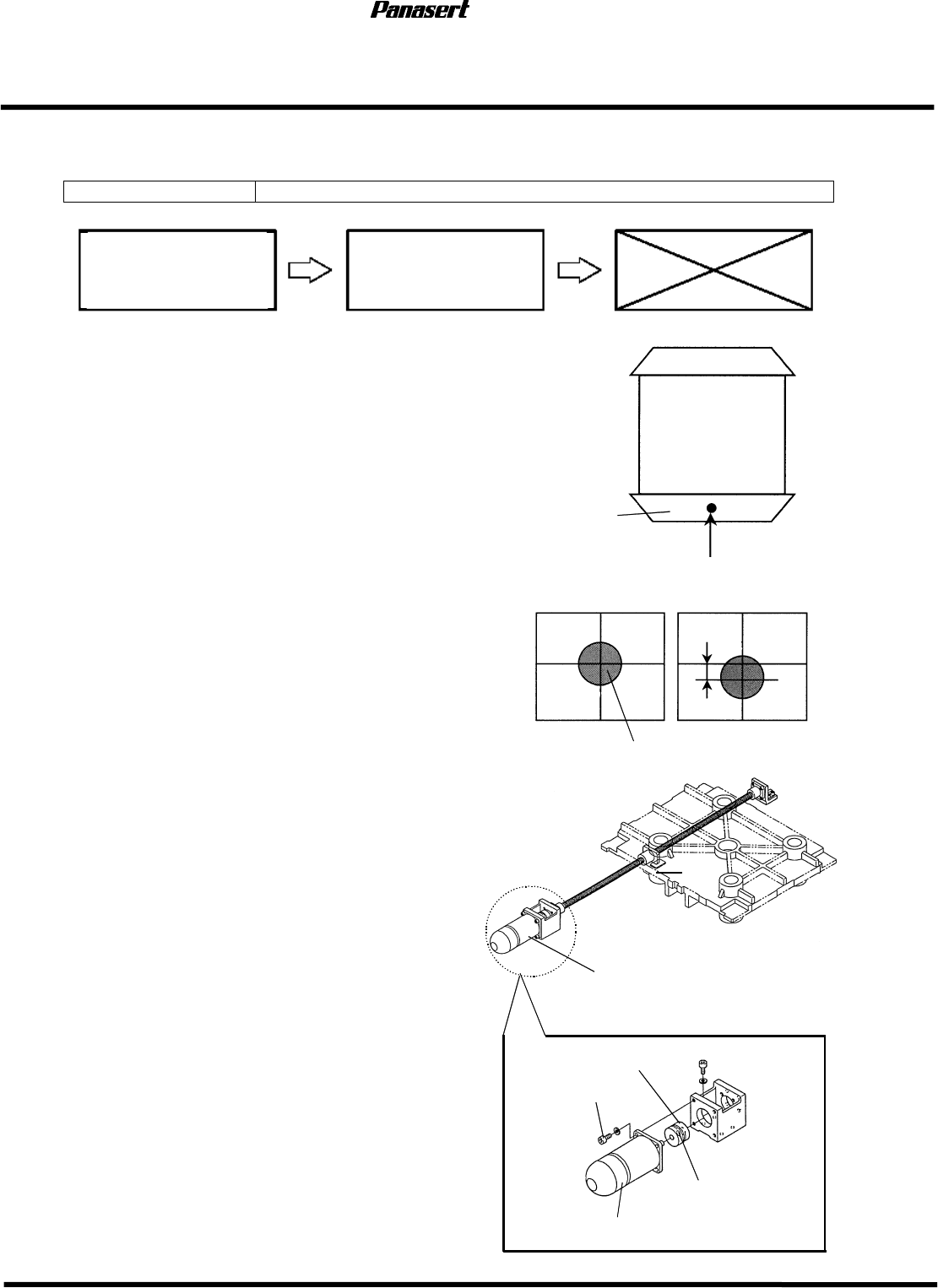
5. 将副操作盘上的“RECOG LIGHT RING”
(识别照明环)置于 ON。
6. 用目视确认基准标记是否在监控器的十字线
的中心处。
7. 如基准标记不在监控器的十字线的中心处,
拧松滚珠丝杠一侧的联轴节螺栓。
8. 边看监控器,边旋转滚珠丝杠,调整使基准
标记在监控器的十字线的中心处。
9. 拧紧滚珠丝杠一侧联轴节螺栓。
10. 确认传感器挡片是否与原点传感器相对应。
11. 如不对应,移动传感器挡片和传感器,进行
调整。
OK
NG
位置偏移
工作台
固定侧导轨
基准标记
工作台
Y
轴电机
联轴节
联轴节螺栓
电机螺栓
基准标记
工作台
Y
轴电
机
SPF
服务手册
4.2 下部组件:其它
4.2-7 D54SCC-W4-600-A0
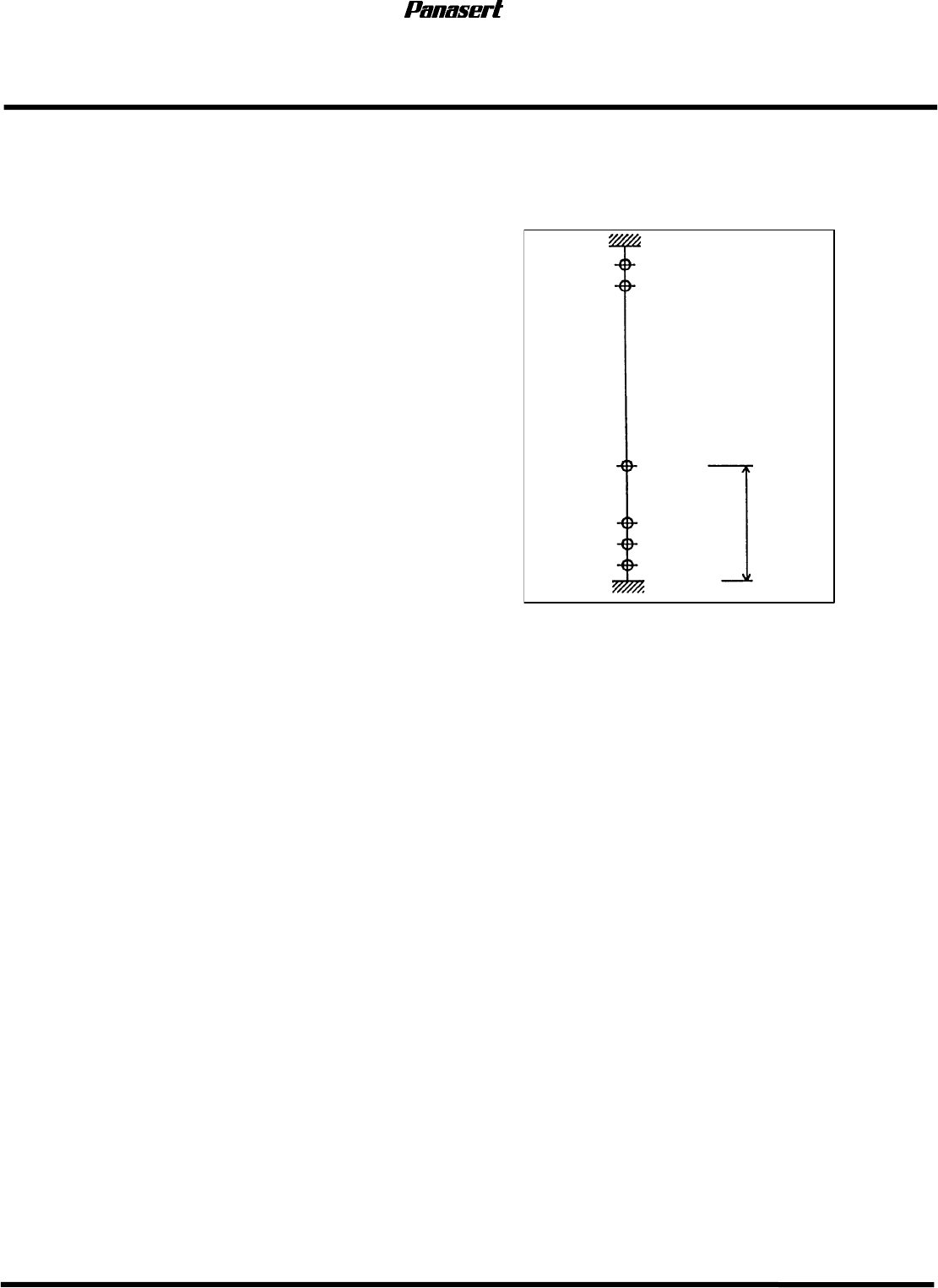
12. 确认(±)极限传感器。
=规格值
规格值规格值
规格值=
(+)安全极限 :790±2mm
(+)极限 :785±1mm
冲程极限 :15±1mm
(-)极限 :-5±1mm
(-)安全极限 :-10±2mm
低速
原点
(+)
机器止动器
(-)
机器止动器
(-)
极限
15
798.5
0
(+)
极限
790
785
-10
-5
-15.5
(+)
安全极限
(-)
安全极限
冲程
图
低速范围