SPF.pdf - 第80页
SPF 服务手册 4.5 上部组件:其它 4.5-5 D54SCC-W 1-V00-A0 17. 用扳手拧紧 N 联轴节。 18. 将主操作盘上的“ SERVO MO TOR ” (伺服电机)置于 ON 。 19. 返回原点,再次确认位置。 20. 将更改的增益数据返回原值。 21. 确认极限。 = 确认 确认 确认 确认 = ( - )极限 : 256 ± 0.5mm (+) 极限 : 282 ± 0.5mm (-) 机器止 动 器 …
SPF
服务手册
4.5 上部组件:其它
D54SCC-W1-V00-A0 4.5-4
4.5.3 调整
调整调整
调整 CY 轴原点
轴原点轴原点
轴原点
Unit No.
4.5.4
调整
CX
轴、
CY
轴直角度
调整
CY
轴原点
=准备
准备准备
准备=
1. 扳手
2. 标记板治具
►调整
调整调整
调整 CY 轴原点
轴原点轴原点
轴原点
1. 打开电源,使其返回原点。
2. 移动照相机(CY 轴),使其位于-490mm 位置处。
3. 移动照相机(CX 轴),使其位于 0mm 位置处。
=确认
确认确认
确认=
确认橡皮滚(SQ 轴)位于待机位置。
4. 将副操作盘上的“RECOG. LIGHT RING”
(识别照明散射)置于 ON。
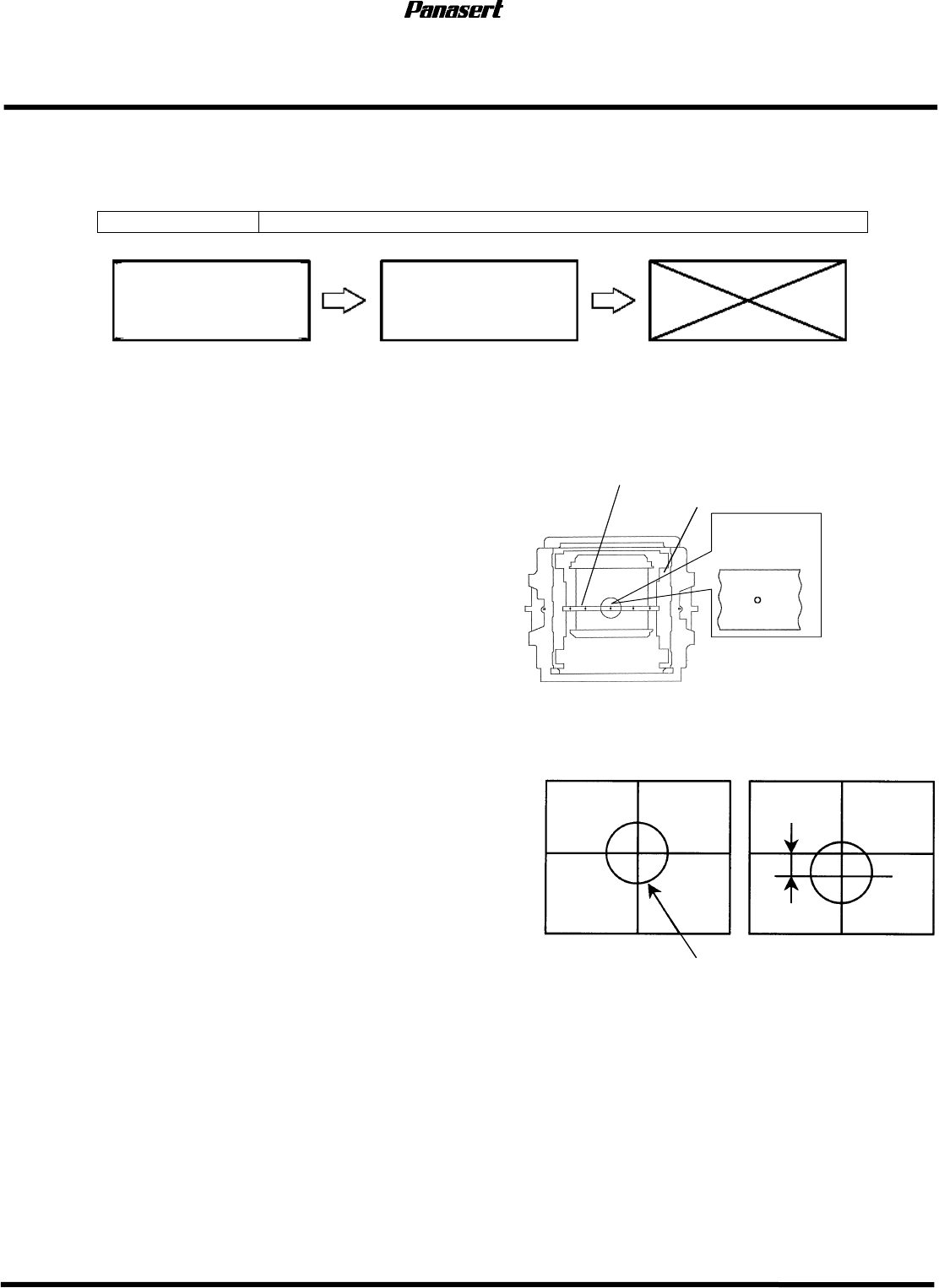
5. 确认照相机标记位于监控器的十字中心。
6. 如不在中心,将主操作盘上的“SERVO MOTOR”
(伺服电机)置于 OFF。
7. 用扳手稍微拧松 N 联轴节。
8. 将主操作盘上的“SERVO MOTOR”(伺服电机)
置于 ON。
9. 使其返回原点。
10. 选择主操作盘上的“MACHINE INITIAL SETTING”
(机器初始设定)→“F7” →“SHIFT” →“S”
→“P”→“F”,进入秘密画面。
11. 记录现在的增益数据。
12. 输入增益数据降低值。
13. 用扳手拧松 N 联轴节。
=确认
确认确认
确认=
如不事先降低增益数据,可能发出噪音。
14. 旋转滚珠丝杠,移动 CY 轴,使照相机标记位于
监控器中心。
15. 用扳手暂时拧紧 N 联轴节。
16. 将主操作盘上的“SERVO MOTOR”(伺服电机)
置于 OFF。
照相机
标记
标记
板治具
照相机
标记监
控器
图
网板位置
矫
正工作台
OK
照相机
标记
NG
SPF
服务手册
4.5 上部组件:其它
4.5-5 D54SCC-W1-V00-A0
17. 用扳手拧紧 N 联轴节。
18. 将主操作盘上的“SERVO MOTOR”
(伺服电机)置于 ON。
19. 返回原点,再次确认位置。
20. 将更改的增益数据返回原值。
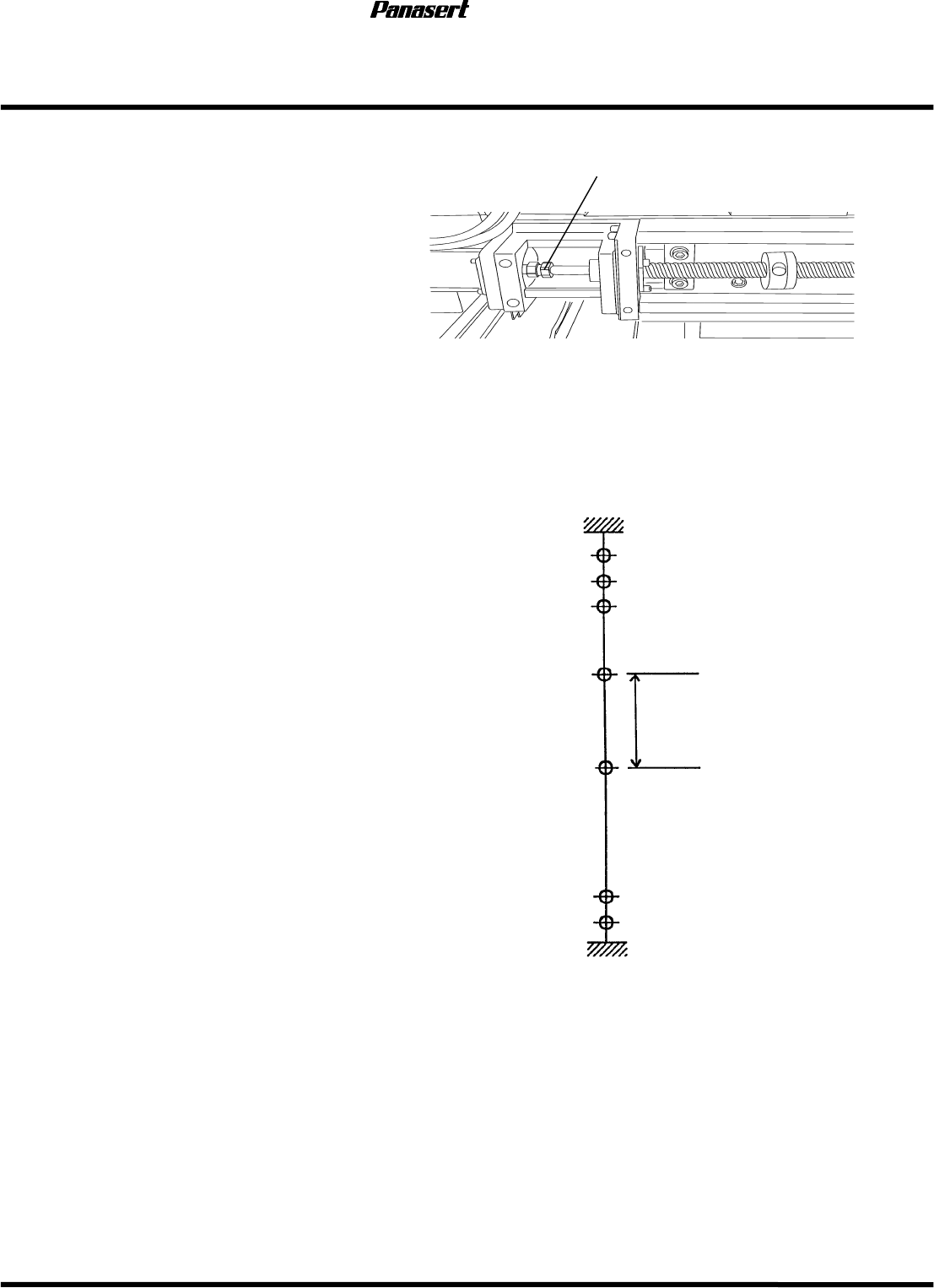
21. 确认极限。
=确认
确认确认
确认=
(-)极限 :256±0.5mm
(+) 极限 :282±0.5mm
(-)
机器止
动
器
(-)
极限
(-)
安全极限
(+)
机器止
动
器
(+)
极限
(+)
安全极限
原点
5
-721
0
冲程
图
SQ
轴
=-360mm
时
1
3
-86
-723
-725
-200
照相机下降禁止范围
联轴
器
SPF
服务手册
4.5 上部组件:其它
D54SCC-W1-V00-A0 4.5-6
4.5.4 调整
调整调整
调整 CX 轴、
轴、轴、
轴、CY 轴直角度
轴直角度轴直角度
轴直角度
Unit No.
调整
CX
轴、
CY
轴直角度
4.5.2
调整
CX
轴原点
4.5.3
调整
CY
轴原点
=准备
准备准备
准备=
1. 直角尺
2. 百分表
3. 磁性表架
►调整
调整调整
调整 CX 轴直角度
轴直角度轴直角度
轴直角度
1. 打开电源,使其返回原点。
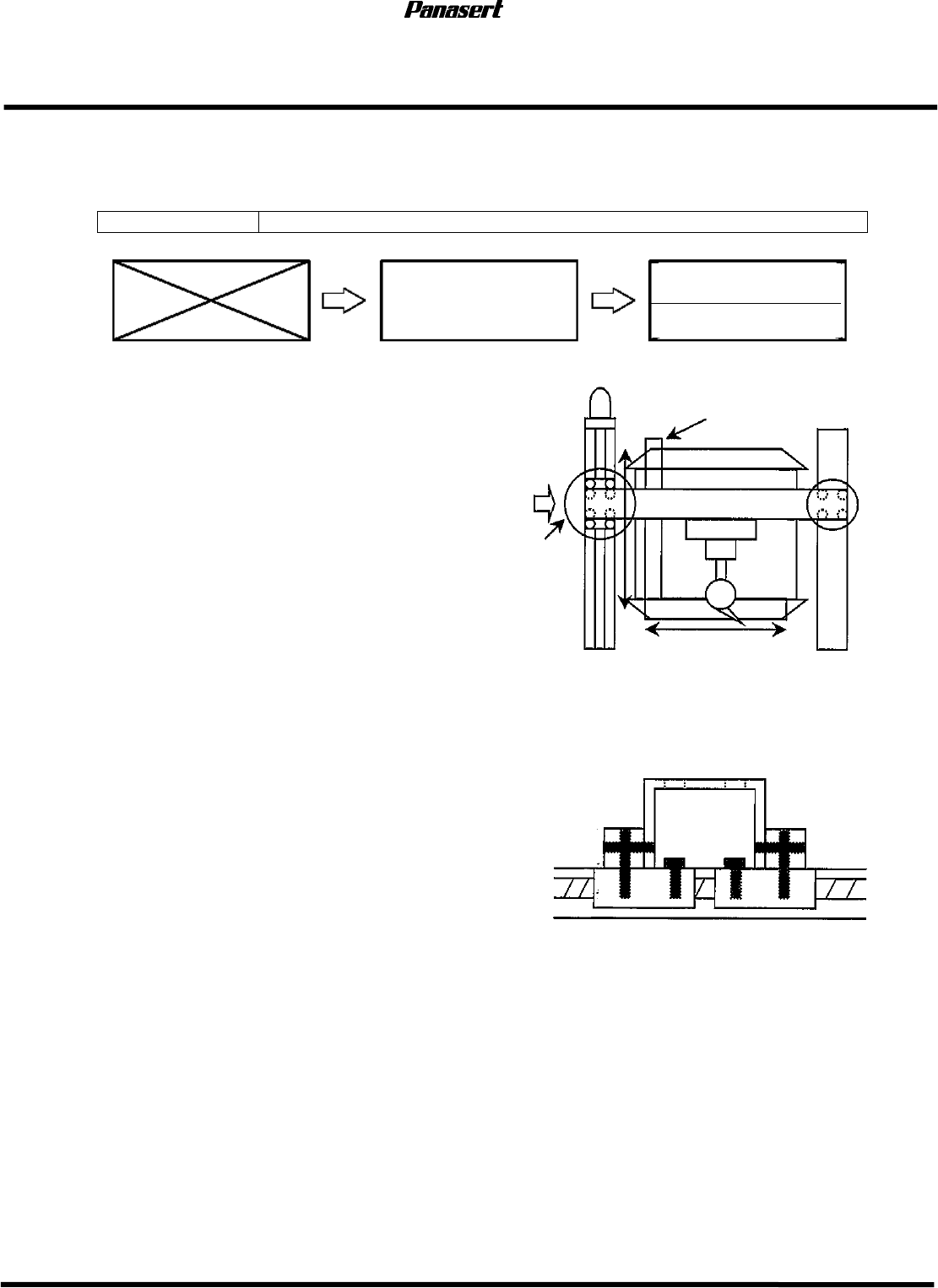
2. 将直角尺安装到工作台上,使其与 CY 轴平行。
=提示
提示提示
提示=
用磁性表架固定直角尺,使其不移动。
3. 将磁性表架安装到照相机轴机架上。
4. 使百分表的尖端与直角尺的 A 点相接触。
5. 将百分表设定为 0。
6. 确认 X 方向(A-B 间)的平行。
=规格值
规格值规格值
规格值=
直角度:0.03mm 以内
7. 规格值以外时,拧松和滚珠丝杠相连接的螺栓。
8. 暂时拧紧 1 个螺栓。
9. 移动照相机轴,边确认平行,边拧紧其它的螺栓。
10. 再次确认直角度。
►调整
调整调整
调整 CY 轴直角度
轴直角度轴直角度
轴直角度
1. 按照同样的方法调整 CX 轴。
CY
轴
直角尺
照相机
轴
连接螺栓
测
定
A
B
0
0
A
A
详细图