SPF.pdf - 第63页
SPF 服务手册 4.2 下部组件:其它 D54SCC-W 4-600-A0 4.2-10 15. 旋转滚珠丝杠进行调整。 = 提示 提示 提示 提示 = 在拧松联轴节螺栓之前,使百分表与支架高度调整治具相接触,调整级差。 16. 拧紧电机一侧的联轴节螺栓。 17. 再次确认间隙。 18. 安装后部机盖。 19. 确认(±)极限传感器。 = 规格值 规格值 规格值 规格值 = ( + )极限: 25.5 ± 0.5mm ( - )极限:…
SPF
服务手册
4.2 下部组件:其它
4.2-9 D54SCC-W4-600-A0
4.2.6 调整
调整调整
调整 SST 轴(支撑台上下轴)高度
轴(支撑台上下轴)高度轴(支撑台上下轴)高度
轴(支撑台上下轴)高度
Unit No.
维修手册
/
维修指南
/
固定、可动导轨平面
度
调整
SST
轴(支撑台上
下
轴
)高度
维修手册
/
维修指南
/
固定
导轨平行度调整
=准备
准备准备
准备=
1. 百分表
2. 磁性表架
3. 支架高度调整治具
►调整
调整调整
调整 SST 轴高度
轴高度轴高度
轴高度
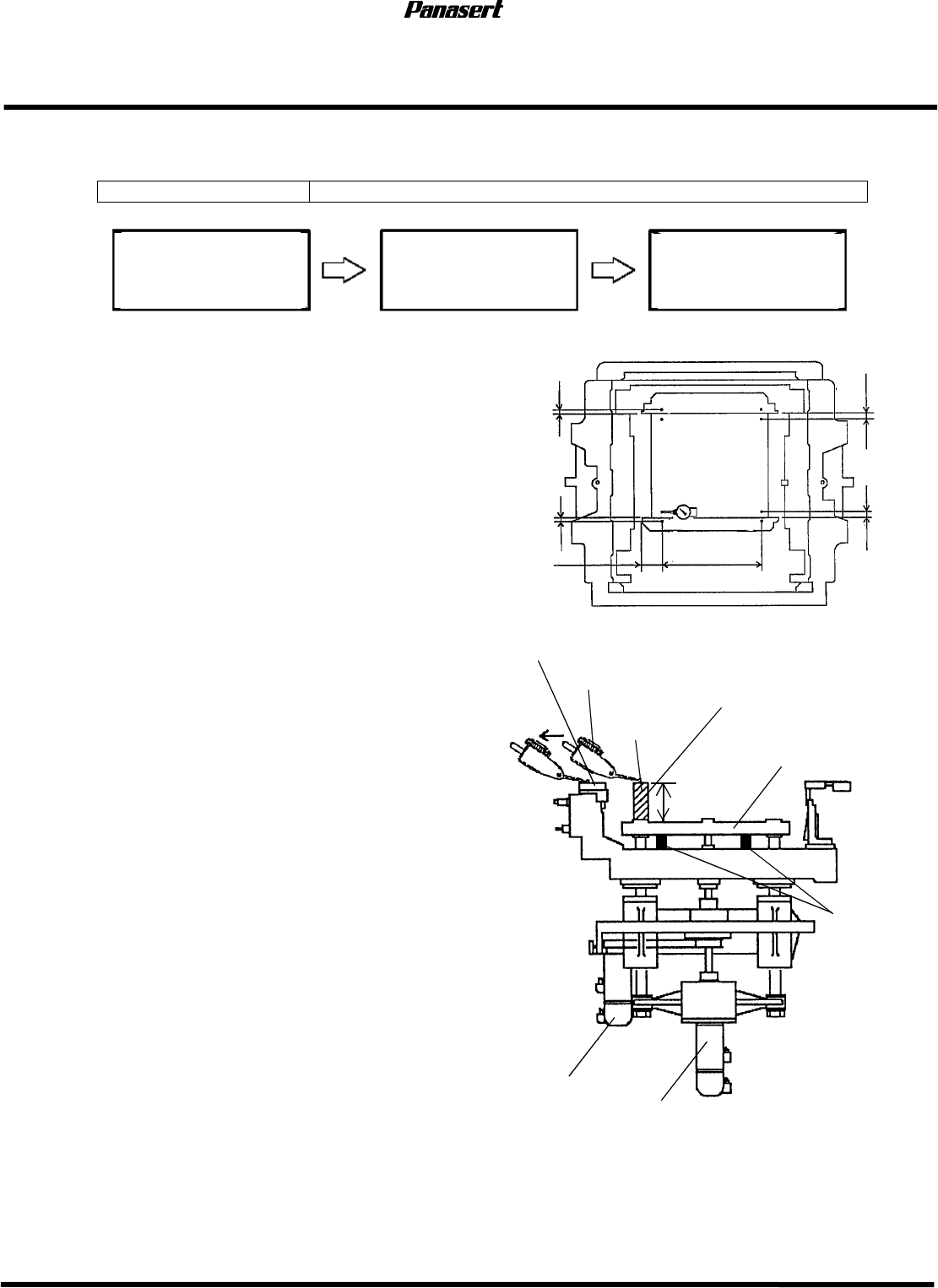
1. 打开电源,使其返回原点。
2. 调整导轨宽度,使其宽度为 250mm。
3. 移动 SY 轴(工作台 Y 轴),使其位于 150 mm
位置处。
4. 把支架高度调整治具安装到副工作台上。
5. 将磁性表架安装到 CX 轴机架上。
6. 使百分表与支架高度调整治具相接触。
7. 将百分表设定为 0。
8. 通过 NC 轴 JOG 确认移动 CY 轴,使百分表与固
定一侧导轨上面 A 位置相接触。
9. 确认固定一侧导轨上面 A 与支架高度调整治具
之间的级差。
10. 按照同样的方法确定 b-B、c-C、d-D 之
间的级差。
=规格值
规格值规格值
规格值=
级差:±0.05mm 以内
11.规格值以外时,卸下后部机盖。
12.向后方移动副工作台。
13.在副工作台和支撑台机架之间插入止动器。
=确认
确认确认
确认=
拧松电机一侧的联轴节螺栓,则副
工作台下降。
14. 拧松电机一侧的联轴节螺栓。
副工作台
支架高度
调
整治具
百分表
支
撑
台机架
基准
0
ST
轴电
机
SST
轴电
机
止
动
器
基准
0
b
a
c
B
D
d
基准
0
C
A
4mm
2mm
60mm
480mm
15mm
15mm
固定一
侧导轨
55.9mm
基准
0
基准
0
SPF
服务手册
4.2 下部组件:其它
D54SCC-W4-600-A0 4.2-10
15. 旋转滚珠丝杠进行调整。
=提示
提示提示
提示=
在拧松联轴节螺栓之前,使百分表与支架高度调整治具相接触,调整级差。
16. 拧紧电机一侧的联轴节螺栓。
17. 再次确认间隙。
18. 安装后部机盖。
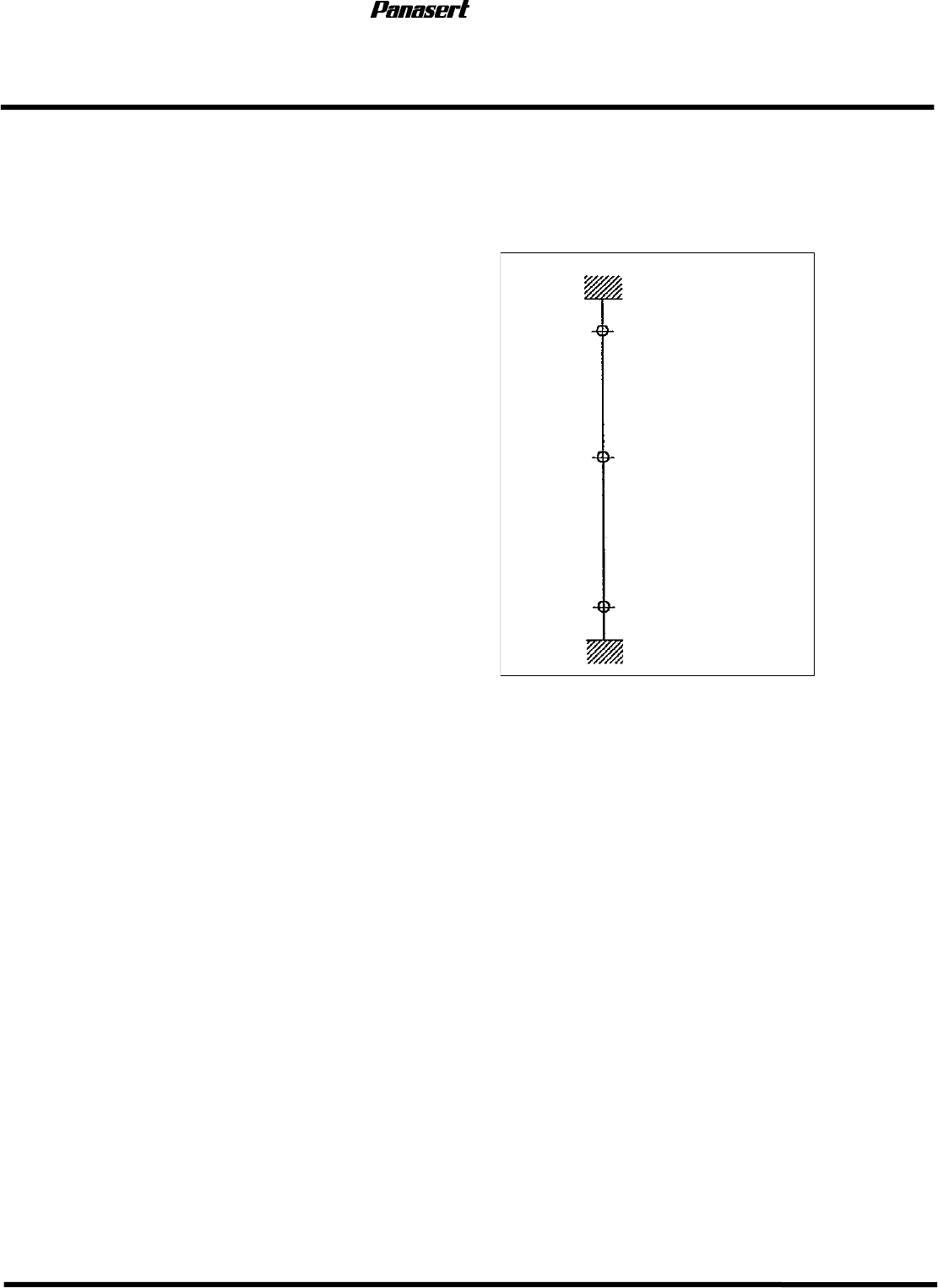
19. 确认(±)极限传感器。
=规格值
规格值规格值
规格值=
(+)极限:25.5±0.5mm
(-)极限:-29±0.5mm
机器止
动
器
(+)
极限
机器止
动
器
(-)
极限
原点(基板下
5mm
)
27.5
25.5
0
-29
-31
冲程
图
SPF
服务手册
4.2 下部组件:其它
4.2-11 D54SCC-W4-600-A0
4.2.7 调整支撑台平面度
调整支撑台平面度调整支撑台平面度
调整支撑台平面度
Unit No. 1080804300
调整支撑台平面度
维修手册
/
维修指南
/
调整
固定、可动导轨平面度
=准备
准备准备
准备=
1. 最大基板
2. (-)螺丝刀
3. 百分表
4. 磁性表架
5. 支架高度调整治具
►调整支撑台平面度
调整支撑台平面度调整支撑台平面度
调整支撑台平面度
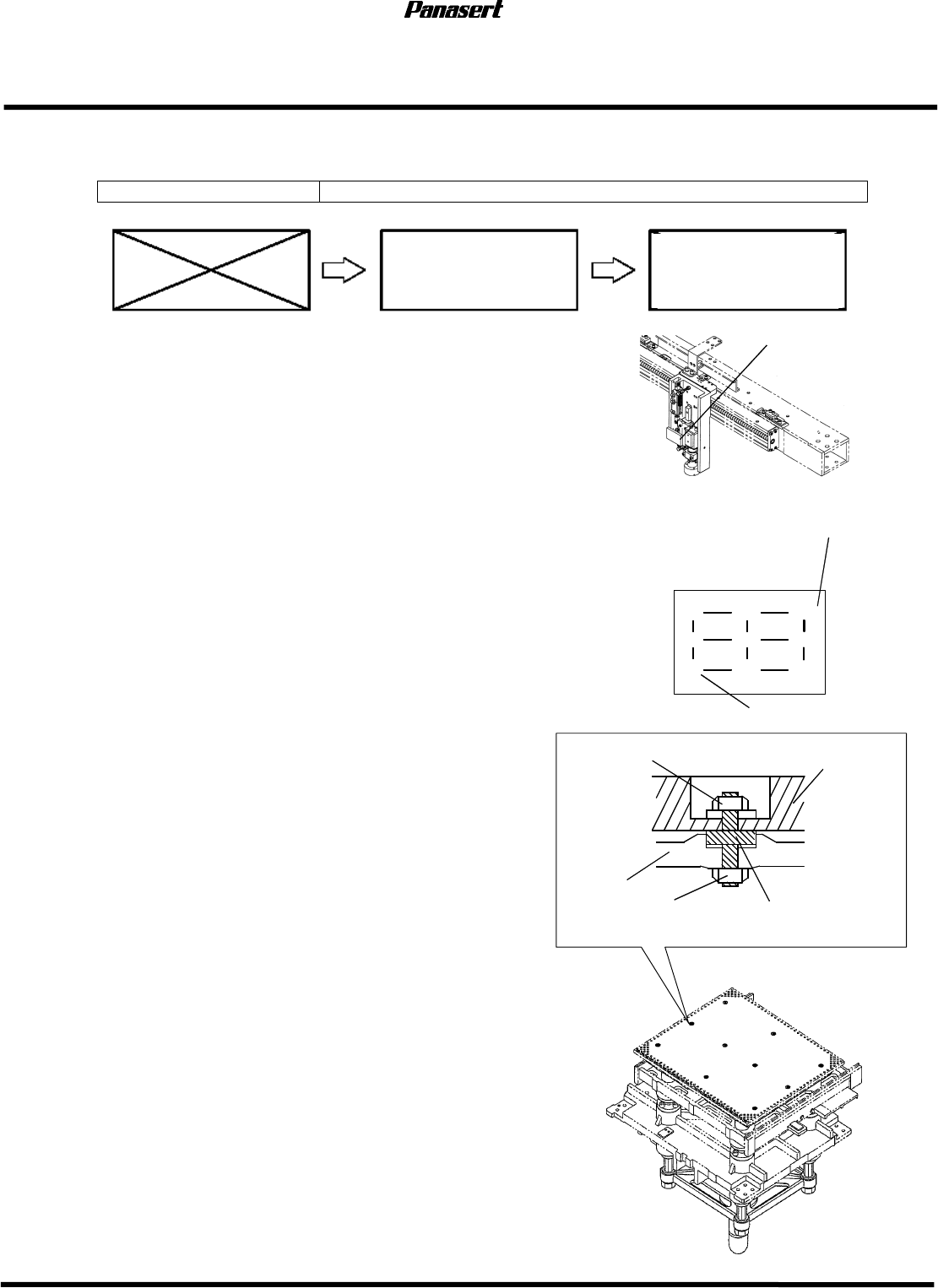
1. 打开电源,使其返回原点。
2. 移动可动导轨,使其宽度与最大基板宽度相当。
3. 移动 SY 轴(工作台 Y 轴),使其位于 150 mm
位置处。
4. 将支架高度调整治具安装到支撑台上面 A 位置处。
5. 将磁性表架安装到照相机轴上。
6. 使百分表的尖端与支架高度调整治具的上面相接触。
7. 将百分表设定为 0。
8. 移动支架高度调整治具,使其位于支撑台上面的 B
位置处。
9. 确认支架高度调整治具上面的平面度。
=确认
确认确认
确认=
按照同样的方法确认 C~I 的平面度。
=规格值
规格值规格值
规格值=
平面度:0.1mm 以内
10. 规格值以外时,卸下调整螺栓的螺母(J),
卸下支撑台。
11. 确认调整螺栓(4 个)的平面度。
=规格值
规格值规格值
规格值=
平面度:0.1mm 以内
12. 规格值以外时,拧松螺母(K),用(-)螺丝刀调整
平面度。
13. 拧紧螺母(K)。
G
C
F
I
B
E
H
A
D
基准
0
调
整螺栓
螺母(
J
)
机架
支
撑
台
支
撑
台
照相机
轴
机架
螺母(
K
)