YRM20_Mainte_E.pdf - 第59页
1. Checking the nozzle 2-8 Chapter 2 Daily maintenance items ► RM head Here describes the procedure of T ype 8106A as example. n NOTE The "V a cuum level upon opening nozzle" which is judgment standard of clogg…
1. Checking the nozzle
2-7
Chapter 2 Daily maintenance items
█
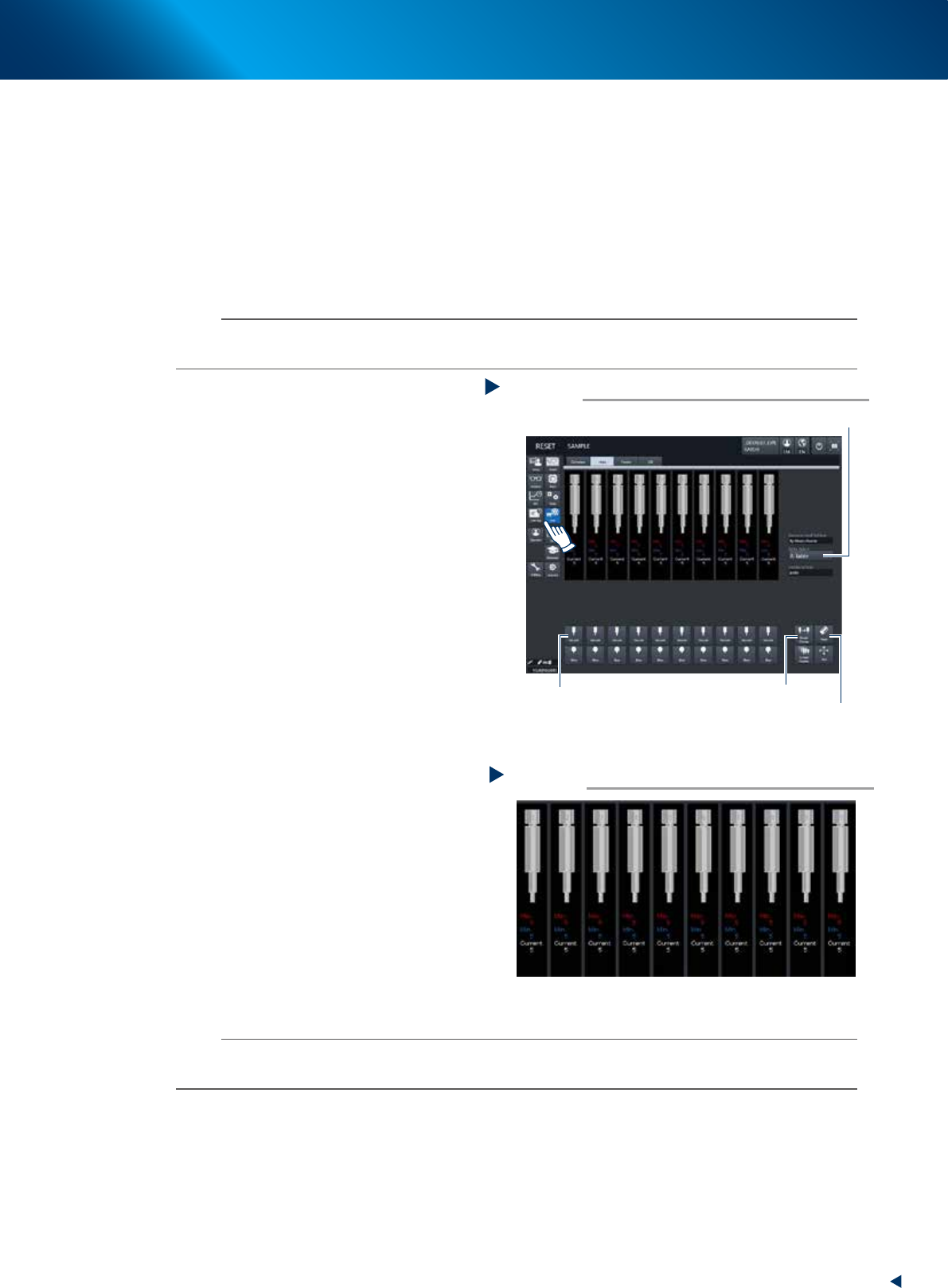
How to check for clogged nozzles (on the [Unit]-[Head] tab screen)
The term "clogged nozzle" used here indicates that material such as solder is adhering to the nozzle hole,
causing a rise in negative pressure even if no component is being picked up by the nozzle. This state might
cause problems such as component mounting errors. Check for clogged nozzles with the following
procedures. The checking procedures for HM head are described individually, as it varies from that of RM
head.
►
HM head
Here describes the procedure of Type 8104A as example.
n
NOTE
The "Vacuum level upon opening nozzle" which is judgment standard of clogged nozzle differs per each nozzle type. See
the next section "1.1.1 Vacuum level when nozzle is open" for the vacuum level upon opening other than Type 8104A.
1
Attach the nozzle.
e
►
Without nozzle station
1. Press the emergency stop button and open
the machine safety cover.
2. Attach Type 8104A nozzles to all head.
►
Nozzle station equipped
1. Press the [Nozzle Change] button on [Unit]
- [Head] screen and attach the Type8104A
nozzle to all head.
2. Perform "Table select" and attach the
nozzles to both A and B heads.
2
Reset the numerical figure.
Open the [Unit] - [Head] screen to reset the
vacuum level value by pressing the [Reset]
button at lower right of screen. Perform table
selection and reset all the values.
3
Generate negative pressure.
Press the [Vacuum] buttons of all head on the
[Unit] - [Head] screen. When the value starts
rising, wait 5 to 10 seconds and set to OFF.
Perform table selection and execute this task to
all tables.
4
Check the vacuum levels.
Check all "Max" values shown in red on
the vacuum pressure result, by changing-over
tables. If this value is 150 to 190 then it is in
normal range.
If higher than 190, then the nozzle hole might
be dirty. See "1.2 Nozzle cleaning" of Chapter
3 to Clean the nozzle.
n
NOTE
If a correct value cannot be obtained from steps 1 to 4 even after cleaning nozzle, the interior of the spline shaft might be
dirty. See "5.1 HM head: Cleaning the spline shaft interior" for cleaning procedure of spline shaft interior.
Checking negative pressure
Step 4
54203-KMX-00
Generating negative pressure
Step 1~3
[Nozzle Change] button
“Table Select” Drop-down box
[Reset] button
[Vacuum] button
54202-KMX-00
1. Checking the nozzle
2-8
Chapter 2 Daily maintenance items
►
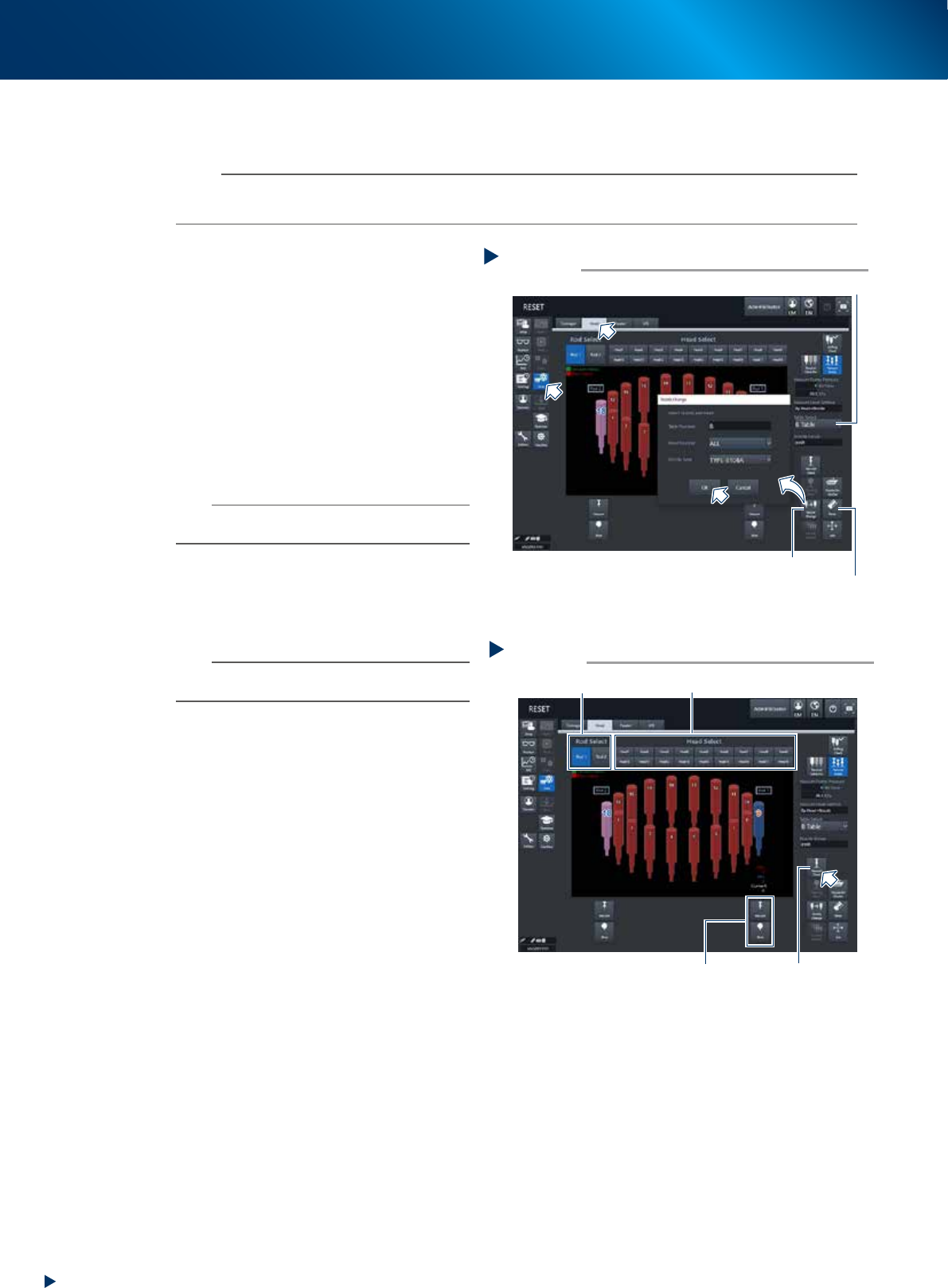
RM head
Here describes the procedure of Type 8106A as example.
n
NOTE
The "Vacuum level upon opening nozzle" which is judgment standard of clogged nozzle differs per each nozzle type. See
the next section "1.1.1 Vacuum level when nozzle is open" for the vacuum level upon opening other than Type 8104A.
1
Attach the nozzle.
e
►
Without nozzle station
1. Press the emergency stop button and open
the machine safety cover.
2. Attach Type 8106A nozzles to all head.
►
Nozzle station equipped
1. Press the [Nozzle Change] button and
attach the Type8106A nozzle to all head.
2. Perform "Table select" and attach the
nozzles to both A and B heads.
2
Release the emergencu stop.
n
NOTE
The checking of negative pressure of RM head should be
performed under the condition of turning the servo ON.
3
Reset values of vacuum level by
pressing the [Reset] button at lower
right of [Unit] - [Head] screen. Reset
every tables by selecting tables
n
NOTE
Perform checking negative pressure of RM head one by
one.
4
Generate negative pressure.
1. Select any rod (Valve-axis : Spool up-and-
down axis) by pressing the [Rod Select]
button. Each of rod 1 or 2 can be selected.
2. Select head by pressing the [Head Select]
button, then the selected head moves to
beneath the selected rod by rotating the
rotary of head unit.
3. Pressing the [Vacuum Check] button activates
the vacuum pump to generate negative
pressure at selected head.
Press the [Vacuum Check] button again after
raising the value in 5 to 10 seconds to turn
the vacuum pump OFF.
5
Read off the value.
1. Check the "Maximum" value displayed in
red at vacuum status. When the value is 160
or less means normal.
2. When the value is more than 160, the
nozzle hole may not be cleaned, or the filter
may be clogging.
See "1.2 Nozzle cleaning" and "2.4 RM
head unit" of Chapter 3 and clean the
nozzle or replace the filter
Step 1~3
Attaching nozzle/ resetting value
[Nozzle Change] button
“Table Select” Drop-down box
[Reset] button
54205-KMX-00
Generating negative pressure at RM head
Step 4
[Vacuum Check] button
[Rod Select] button [Head Select] button
Vacuum/Blow
54204-KMX-00
1. Checking the nozzle
2-9
Chapter 2 Daily maintenance items
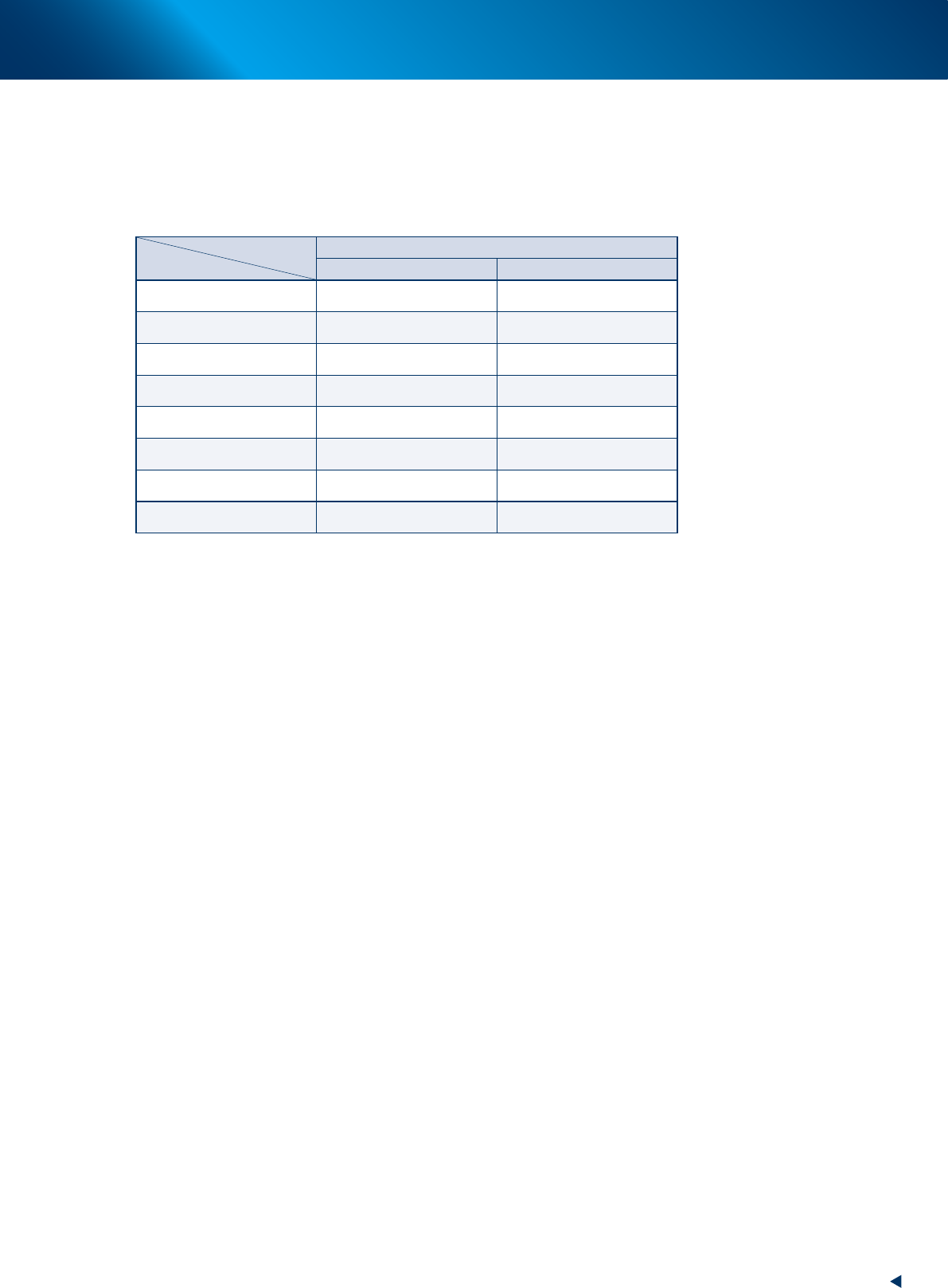
1.1.1 Vacuum level when nozzle is open
The table below shows the vacuum level measured when each nozzle is open.
The values might differ slightly depending on the air source and operating conditions. Use these values for
reference during maintenance.
►
Standard vacuum level when nozzle is open
Head type
Nozzle
Standard value when nozzle is open
RM head HM head
Type 8104A 200 to 240 150 to 190
Type 8105A 180 to 220 130 to 170
Type 8106A 120 to 160 60 to 100
Type 8107A 110 to 150 40 to 80
Type 8108A 110 to 150 40 to 80
Type 8004H – 150 to 190
Type 8006H – 60 to 110
Without nozzle 140 or less 30 to 60