NXT-III 机械手册.pdf - 第133页
4. 基本操作 MEC-NXT3-002S0 110 NXT III 机械手册 4. 使用箭头键选择更换工作头图标后 按下 OK 按键。 5. 请按下 START 按 钮。 备注 )用带有料盘单元 -LT/LTC 的模组执行时,在此显示出拆除料盘单元 -LT/LTC 的向导, 请根据向导画面拆除料盘单元 -LT/LTC,按以下步骤进行。 6. 请确认模组前侧是否有障碍物后按 下 OK 键。锁定松开,模组自动地向前 方移动一些。 备注 )…
MEC-NXT3-002S0 4. 基本操作
NXT III 机械手册 109
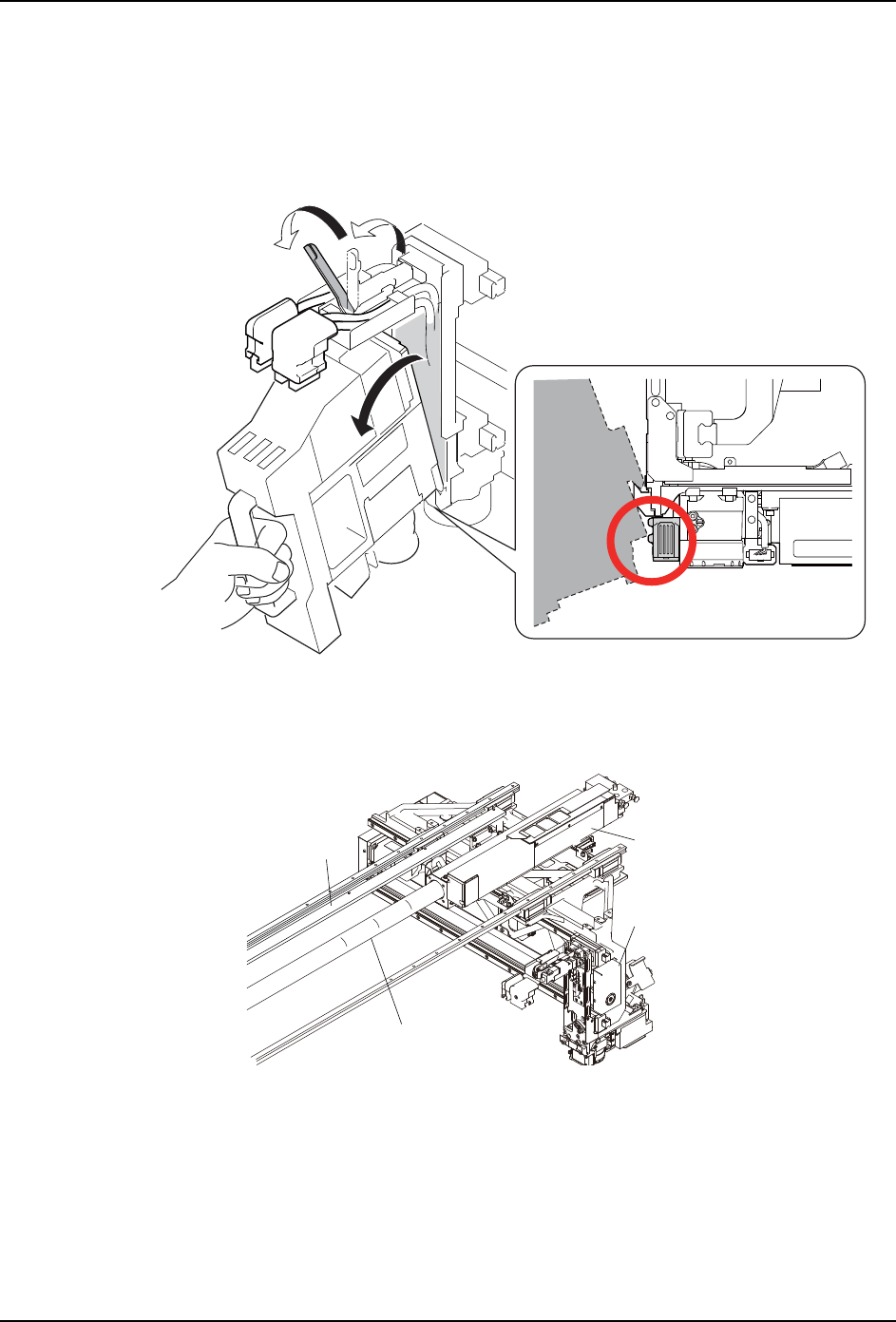
10.抓住贴装工作头的手柄。拉起拉杆并向左倾倒。把贴装工作头向己方拉出,从吸嘴头上
卸下。此时请不要将贴装工作头向面前过分倾斜。贴装工作头有可能碰到 PH2 传感器。
注意 )进行拆除 · 安装时请注意 PH2 传感器不要碰到贴装工作头。有可能损伤传感器和其他
的元件。
备注 )有时因残留在贴装工作头内部的真空而使工作头和吸嘴头较难脱离。此时,请将工作
头向上方稍微滑动一些后放掉真空。
注意 )· 安装 / 拆除必须请在工作头的更换位置进行。此外,请不要将贴装工作头接近 Y 轴。
由于线性马达会产生磁力,有可能造成贴装工作头或者轴的损伤。
· 请注意不要将物品碰到线性马达上 , 造成损伤。如果在线性标尺上发生了伤痕或者
错误时 , 有可能不能生产。那时,有必要更换线性马达。
11.请把拆除的工作头安装在选项的工作头维修台上或者不要使吸嘴弯曲横放在操作台上。
4.3.3 安装方法
1. 按下操作面板的 「手动」按钮。显示出手动指令。
2. 使用箭头键,选择更换单元图标。
3. 按下 OK 按键后,显示出操作画面。
01MEC-1496
01MEC-1374S
㓵ᙝḽተ
;䖪喵䖤ⴌ㖟
㓵ᙝ傢䗴㓵ാ䜞࠼
㓵ᙝ傢䗴䖪
4. 基本操作 MEC-NXT3-002S0
110 NXT III 机械手册
4. 使用箭头键选择更换工作头图标后按下 OK 按键。
5. 请按下 START 按钮。
备注 )用带有料盘单元 -LT/LTC 的模组执行时,在此显示出拆除料盘单元 -LT/LTC 的向导,
请根据向导画面拆除料盘单元 -LT/LTC,按以下步骤进行。
6. 请确认模组前侧是否有障碍物后按下 OK 键。锁定松开,模组自动地向前方移动一些。
备注 )· 没有松开模组时,请依据所显示的信息调查原因。
· 在 M3-3 模组上,可以认为是 XS 轴的位置不正确 ( 进入相邻的模组内 ) 等原因。
·XY 机械手后侧并列有 3 个传感器,请将 XS 轴移动到其中2个传感器 ( 中央和另 1 个
传感器 ) 同时处于 ON 位置为止。
7. 握住模组的手柄后,模组的刹车被解除。请一直握住手柄慢慢地拉出模组直到碰到阻停
块为止。
备注 )· 在将模组向己方拉出时,请不要将 XS 轴移动到超过模组的宽度以上。在这种状态下
返回模组时,XY 机械手有可能与相邻的模组相冲突。
· 拉出 / 插入模组时,请不要强行拉出或压入而撞到停止块上。请慢慢地移动。有可
能导致机器的安装位置偏移。
· 在料盘单元 -M、料盘供料器、部件排出搬运轨道安装的状态下,进行拉出 / 插入模
组的时候,请慢慢地移动,操作后请确认元件的状态。有元件偏移或从料盘飞出的可能
性。
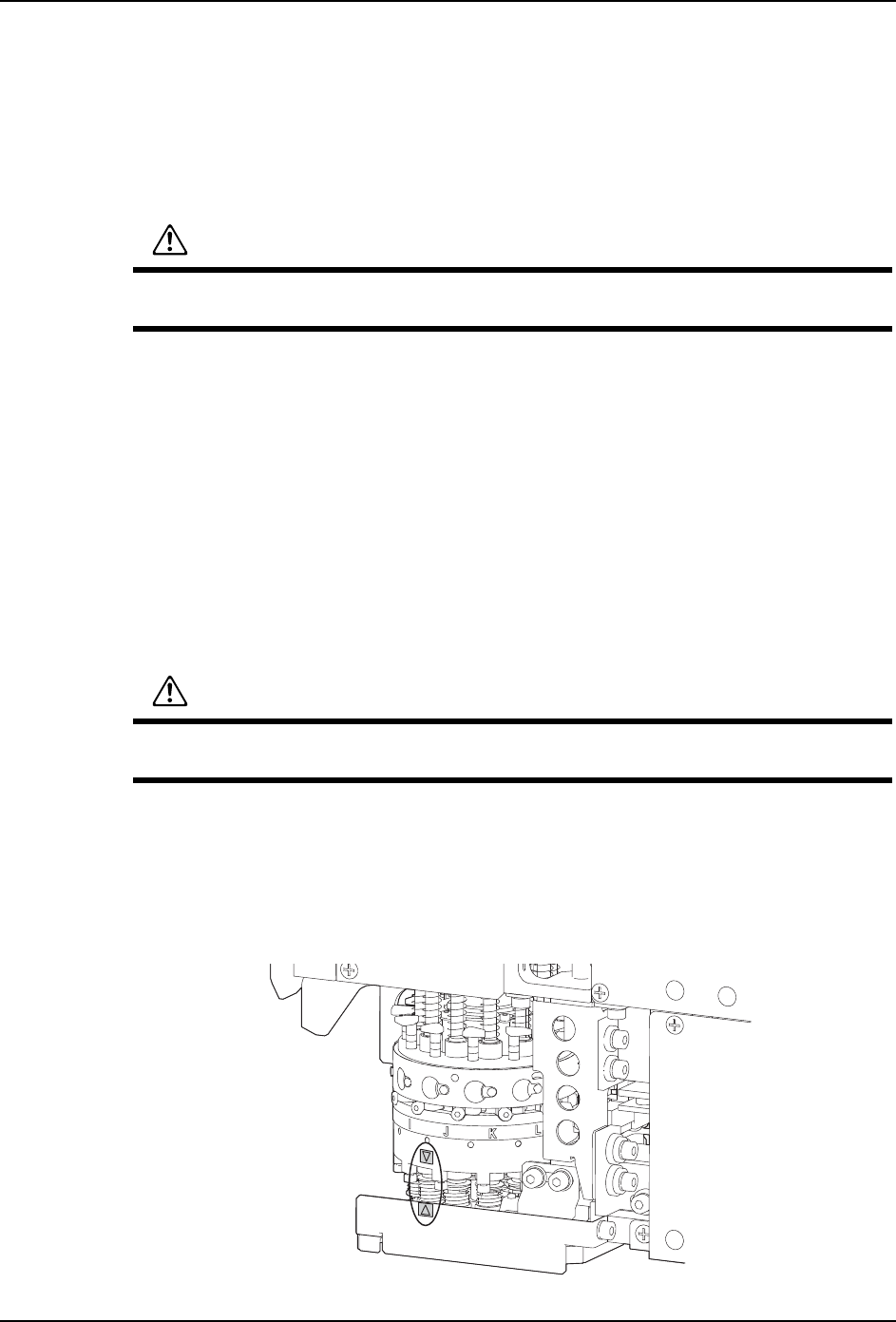
8. 在以下所示贴装工作头的时候,请转动 R 轴将三角定位点的位置对齐。
·对象工作头 :
V12,H12HS,H12S,H08,H08M,H04,H04S/H04SF,H12HSQ,H08Q,H08MQ,H24 工
作头
备注 )附有三角定位点的位置,根据贴装工作头而不同。
注意
请不要把手或者身体放入机器的侧盖板和基座之间的空隙中,将模组拉出,松开时手
指有被夹住的危险。
注意
请不要把手指放入模组的侧盖板和基座之间的空隙中,将模组拉出时,手指有被夹住
而受伤的危险。
01MEC-1182
MEC-NXT3-002S0 4. 基本操作
NXT III 机械手册 111
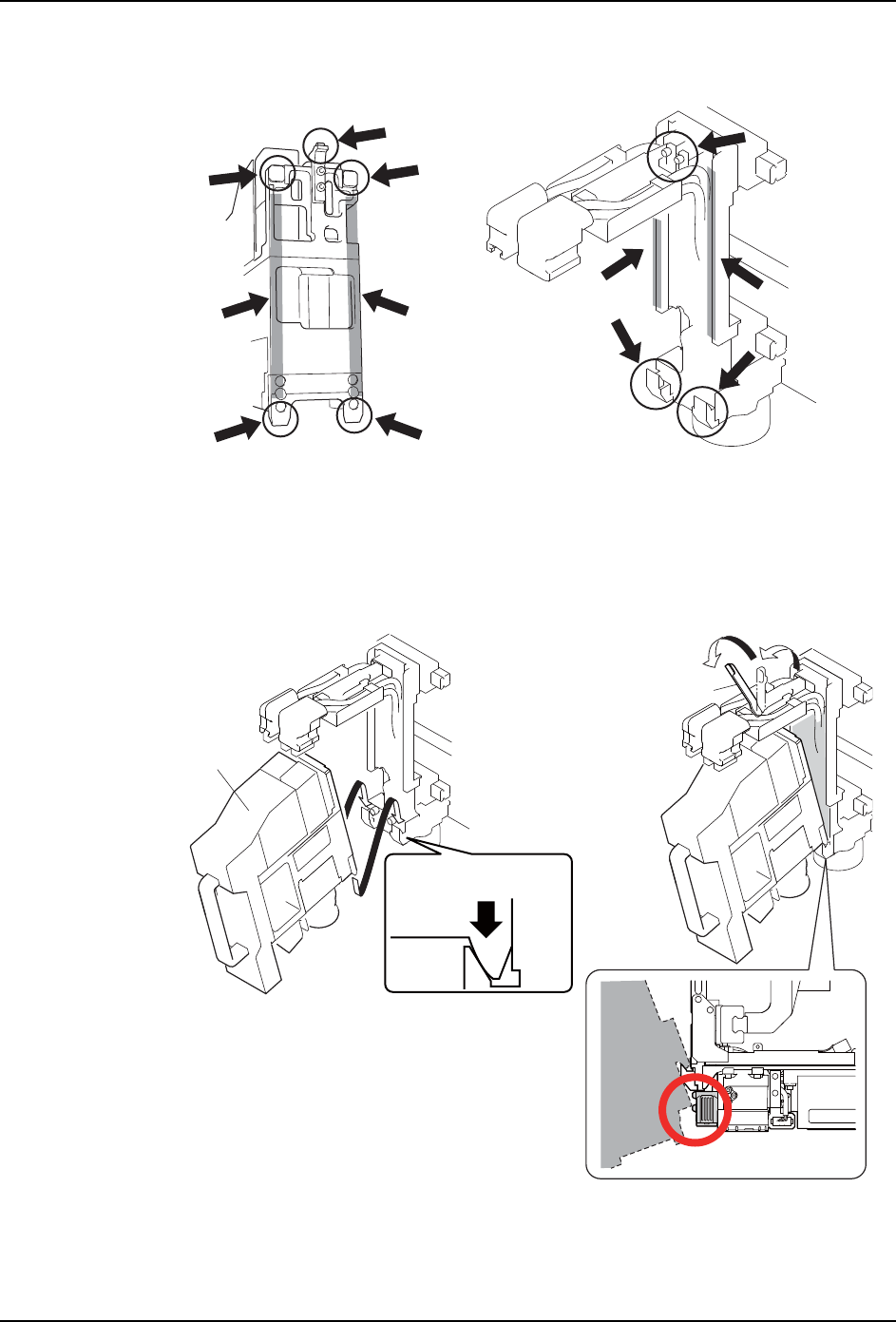
9. 确认贴装工作头和支架的安装面的清洁度。附有杂物时请用布擦去。
10.握住贴装工作头的手柄,将工作头的夹紧部挂到吸嘴头上,将拉杆处于向左倾斜的状态
下将工作头压向吸嘴头。将手从拉杆放开。此时请不要将贴装工作头向面前过分倾斜。
贴装工作头有可能碰到 PH2 传感器。
注意 )进行拆除 · 安装时请注意 PH2 传感器不要碰到贴装工作头。有可能损伤传感器和其他
的元件。
䌈㺙Ꮉ༈ⱘ།㋻䚼 ᬃᶊջⱘᅝ㺙䚼
01MEC-0158S
01MEC-1497S
ᢼᮞ
䍪㻻ᐛ֒ཪ
ሼ䍪㻻ᐛ֒ཪ⺤ᇔ൦ু
ੇ੮౪ཪ
ᐛ֒ཪ
੮౪ཪ