JUKI_KE-3010A_MAINTE_CH.pdf - 第313页
维修调整要领书 18 -8 10 ) 进行固定刀刃的锁紧压力调整 (在调整中使用推拉测力计时, 因电磁阀形成妨碍, 故暂时卸下电 磁阀部分)。 以推拉 测力 计按压 连接 板的下 图所 示影线部,调整内六角止动螺丝的预压,使峰值为 150±10 ( N )。 调整要在可动刀刃关闭的状态下进行。调整后用螺母固定。 11 ) 在固定刀刃和可动刀刃的接触面上涂敷壳牌爱万利润滑脂。 用回丝擦拭至看得见油膜的程度, 进 行几次刀刃的开闭。开闭时不…
维修调整要领书
18-7
7) 把要换上的可动刀刃装配到 JOINT_BAR 上。
将刀刃顶住平行销,并且把两片可动刀刃在中间并紧对齐。
螺丝要脱脂,涂敷 LOCTITE 粘结剂 277(紧固扭矩 8.0N・m)。
注意不要被刀刃弄伤。
8) 装配前述 6)中拆下的导向部件,按照与前述 5)相反的操作顺序用螺丝把可动刀刃部固定在直
线导轨、气缸上。
安装到直线导轨上的螺丝要脱脂,涂敷 LOCTITE 粘结剂 277(紧固扭矩 3.7N・m)。
装配时,两侧导板(TAPE_GUARD_SIDE_L,R)和正中导板(GUIDE_BR)的空隙要做到均等。
可动部要在初步组合的状态下让刀刃来回几次,在平稳地移动的位置上固定。
将可动刀刃向关闭侧推到头时,两侧导板(TAPE_GUARD_SIDE_L,R)的前端不应从 CUTTER_BASE
突出(为了在装上护罩时无干渉)。
安装到直线导轨上的螺丝要脱脂,涂敷 LOCTITE 粘结剂 277(紧固扭矩 3.7N・m)。
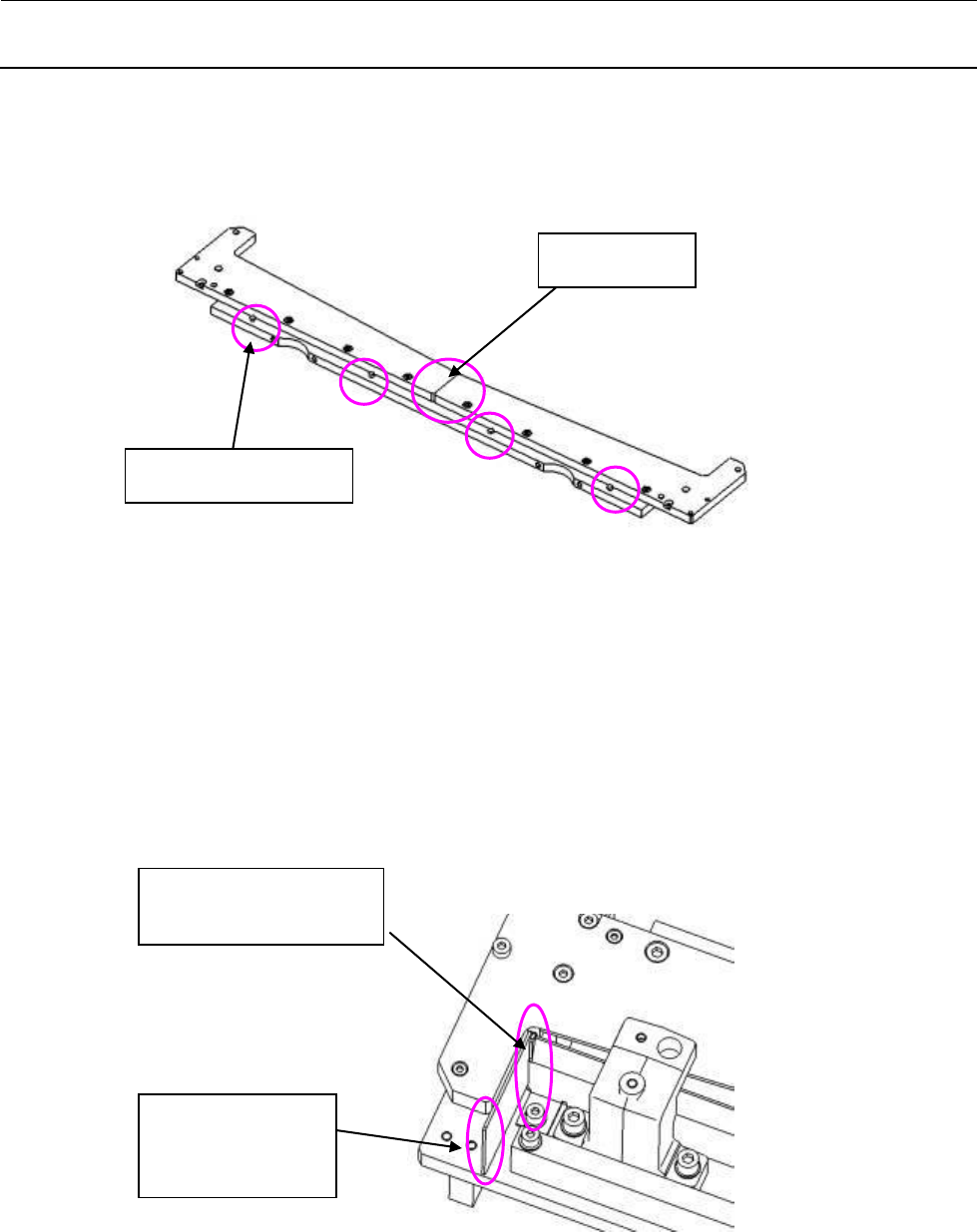
9) 按照与前述 4)相反的操作顺序固定刀刃。
顶住平行销(4处)
在中间并紧
要使左右导板间的空隙
均等。
导板前端不要突
出(不要与护罩接
触)
维修调整要领书
18-8
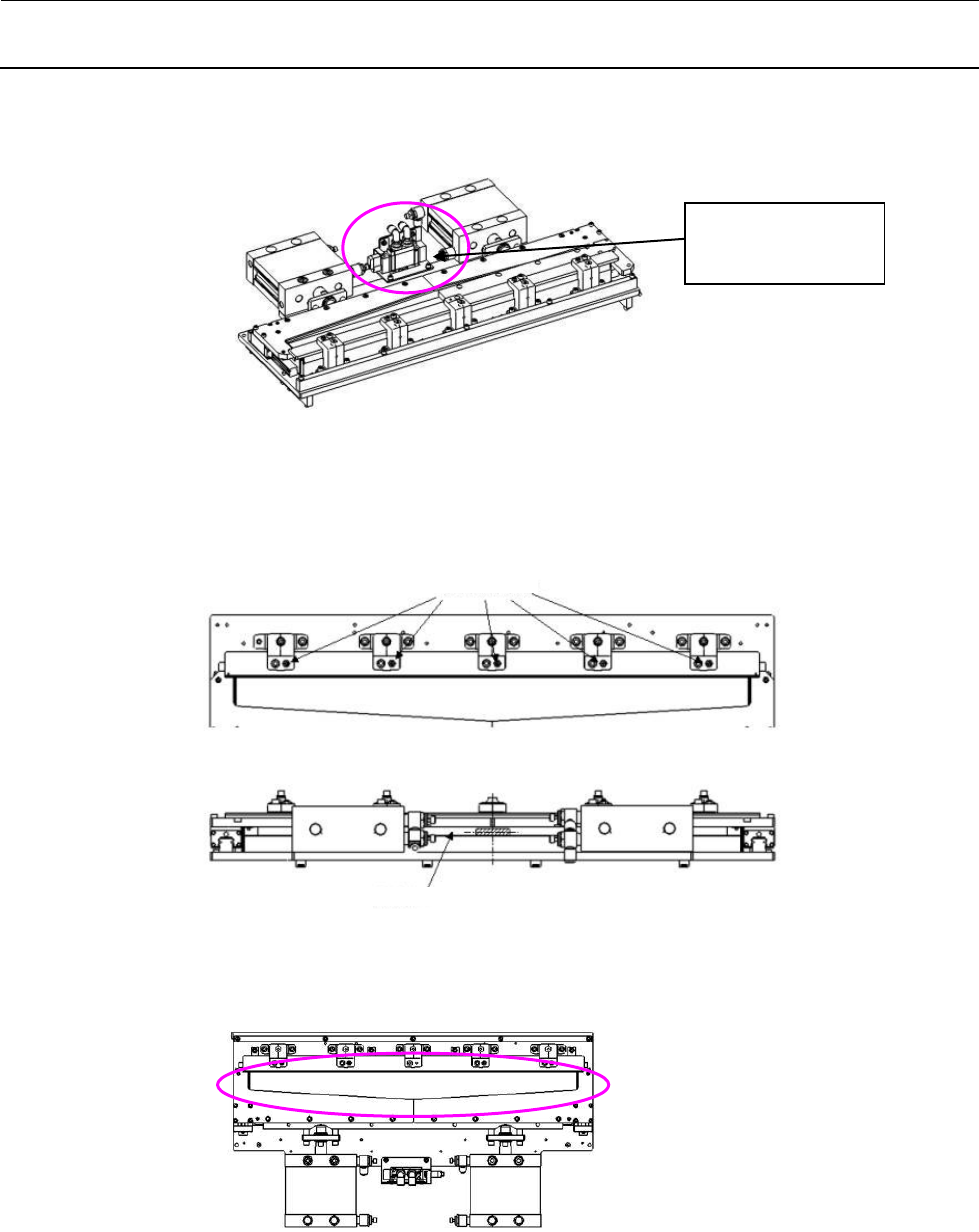
10) 进行固定刀刃的锁紧压力调整(在调整中使用推拉测力计时,因电磁阀形成妨碍,故暂时卸下电
磁阀部分)。
以推拉测力计按压连接板的下图所示影线部,调整内六角止动螺丝的预压,使峰值为 150±10
(N)。
调整要在可动刀刃关闭的状态下进行。调整后用螺母固定。
11) 在固定刀刃和可动刀刃的接触面上涂敷壳牌爱万利润滑脂。用回丝擦拭至看得见油膜的程度,进
行几次刀刃的开闭。开闭时不要弄伤手。
12) 按照与前述 3)相反的操作顺序安装护罩。
按照与前述 2)、1)相反的操作顺序安装导向部。
SL6040892TN
SCREW M4 L=8
内六角止动螺丝
连接板
维修调整要领书
19-1
19
CVS(选购品)
危险
为了防止突然的起动造成事故,请关掉电源之后再进行操作。
19-1.
CONTACT SUB UNIT 的更换
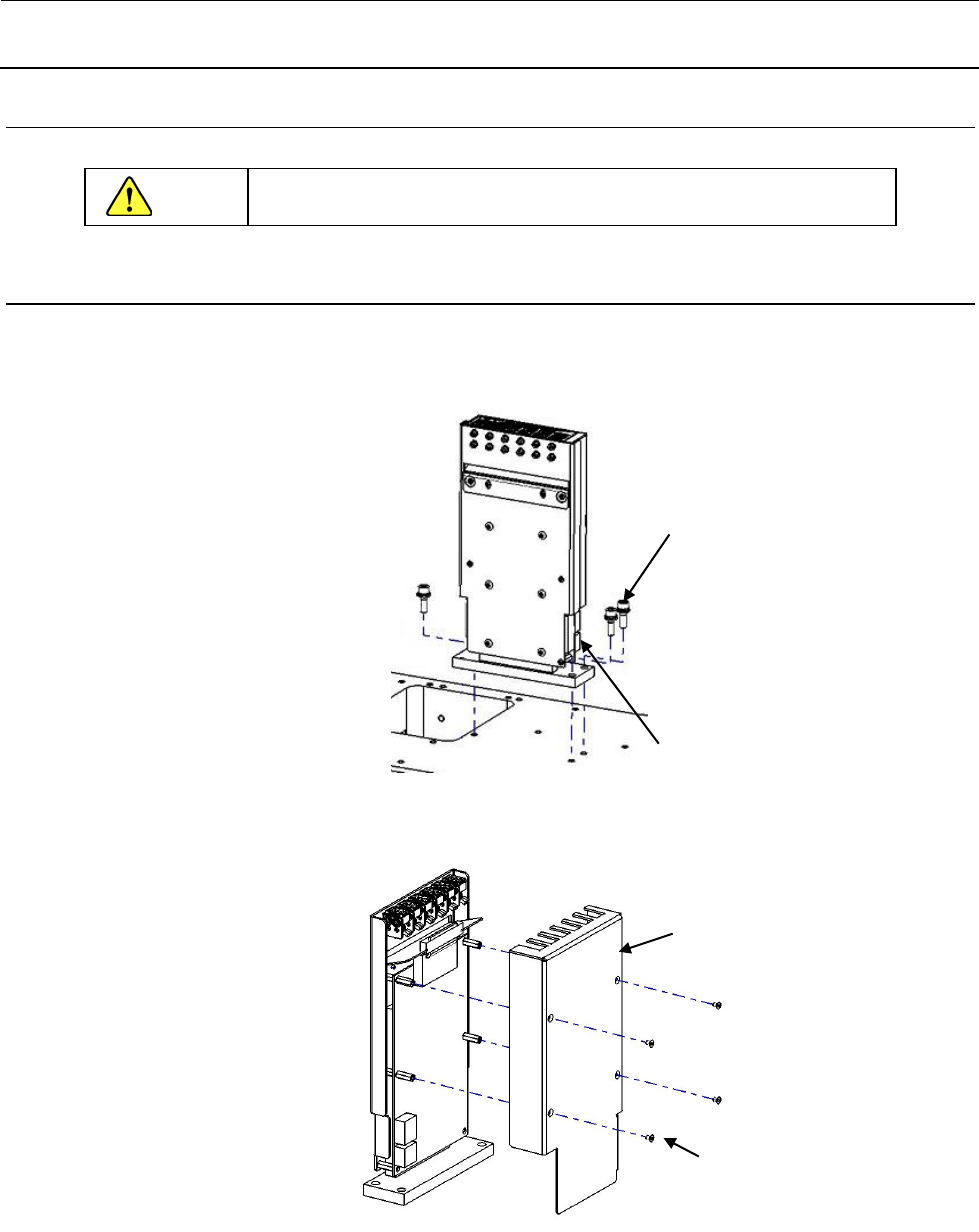
1) 贴片机属于 L 规格后侧基准的,或带有助焊剂涂敷装置、MTC 时,因需要更换 CONTACT SUB UNIT,
故必须卸下 CVS 装置。
除此类情况外,更换 CONTACT
SUB UNIT 时不用卸下 CVS 装置。
卸下 CVS 装置时,请拆下电缆(2
根)和 M6 螺钉 3 处。
2) 请拆下 M3 埋头螺钉再卸下 CVS_COVER。
SL6062092TN
SCREW M6 L=20
(3处)
电缆
(2根)
SM1030552TN
埋头螺钉 M3 L=5
(4处)
40105838
CVS_COVER