JM-10_EPU使用说明书.pdf - 第97页
EPU 使用说明书 第 4 章 制作生产程序 4- 51 缩短时间可使吸 取元件后直至 Head 上升 的时间加快, 但有可能使夹 紧解除不充 分,发生 吸取错误或元件 掉落。 延长时间可确保 在夹紧解除的状态下 Head 上升,但 吸取元件后 直至 He ad 上升的动作会 延迟。 夹持等待时间、夹持解除等待时间请使用默认值。 减少比例时,可能无法作出正确的动作。 ④元件供应角度 输入供料器上的 元件包装相对于 JU K I 的元件 …
EPU 使用说明书 第 4 章 制作生产程序
4-50
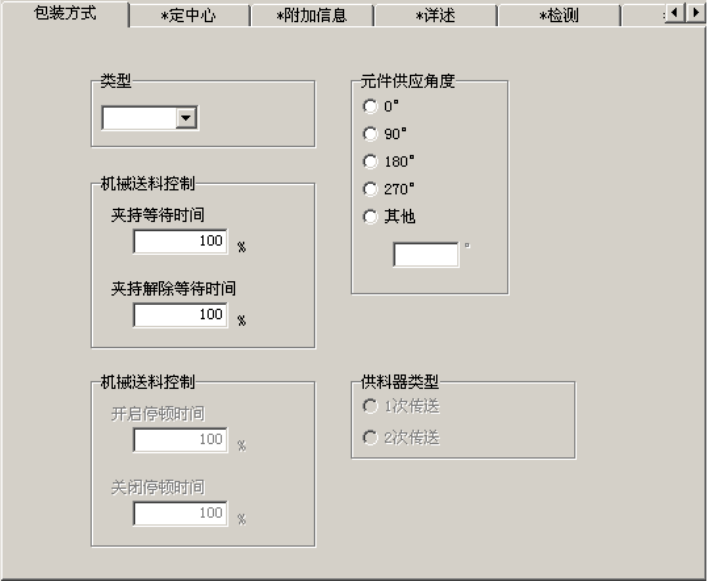
5) INS 带状的输入方法
图 4-1-5-2-6 元件数据(包装 INS 带状)
①类型
设置供料器的类型。
・
MRF-S
:
径向供料器 S
・
MRF-L
:
径向供料器 L(对应 Snap-in:含 MRF-LF)
・
MAF-S
:
轴向供料器 S
・
MAF-L
:
轴向供料器 L
②夹持等待时间
根据元件吸取动作中供料器完成夹紧所需时间(各供料器类型设置的值)的实际等待时间,
按百分比进行设置。
初始值为 100%。
该时间为元件吸取前完成供料器的元件夹紧的时间。
缩短时间可使吸取元件完成的动作加快,但元件有未能裁剪的可能性。延长时间可使元件
确实被裁剪,但吸取元件的动作可能会延迟。
③夹持解除等待时间:
根据元件吸取动作中供料器完成夹紧解除所需时间(各供料器类型设置的值)的实际等待
时间,按百分比进行设置。
初始值为 100%。

EPU 使用说明书 第 4 章 制作生产程序
4-51
缩短时间可使吸取元件后直至 Head 上升的时间加快,但有可能使夹紧解除不充分,发生
吸取错误或元件掉落。
延长时间可确保在夹紧解除的状态下 Head 上升,但吸取元件后直至 Head 上升的动作会
延迟。
夹持等待时间、夹持解除等待时间请使用默认值。
减少比例时,可能无法作出正确的动作。
④元件供应角度
输入供料器上的元件包装相对于 JUKI 的元件供应角度 0°为多少度。详情请参见 4-1-5-2
(2)包装方式 7)的元件供应角度。
⑤开启停顿时间
供料器类型为 MRF-L、MAF-L 时,要设置本项。
根据送料 ON 开始动作,到进入送料 OFF 的动作所需时间(按每种供料器类型逐一设置的
值),设置实际等待时间,以百分比设置。
初始值为 100%。
因 MRF-L、MAF-L 的对象元件中元件自重的元件,送料动作较费时间,设置此项时间,旨
在保证送料动作可确实完成。
⑥关闭停顿时间:
供料器类型为 MRF-L、MAF-L 时,要设置本项。
根据从送料 OFF,到进入送料完成状态的所需时间(按每种供料器类型逐一设置的值),
设置实际等待时间的比例,以百分比设置。初始值为 100%。
因 MRF-L、MAF-L 的对象元件中元件自重的元件,送料动作较费时间,设置此项时间,旨
在保证送料动作可确实完成。
⑦供料器类型
供料器类型为 MRF-L、MAF-L 时,要设置本项。
设置 MRF-L、MAF-L 的供料器类型。
・传送
1
次:
进行 1 次供料动作的元件传送类型。
・传送
2
次:
进行 2 次供料动作的元件传送类型。
注意
EPU 使用说明书 第 4 章 制作生产程序
4-52
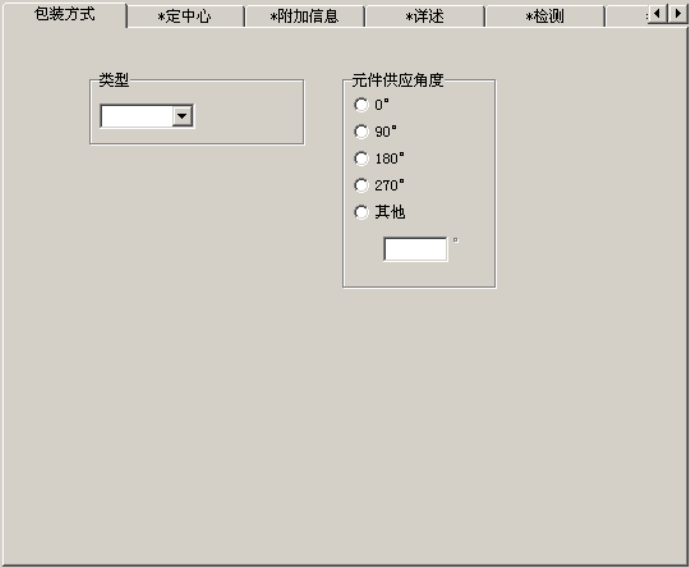
6) INS 散装的输入方法
图 4-1-5-2-7 元件数据(包装
INS
散装)
①类型
设置圆型供料器的类型。
・ BWL-6
:
3 层式 6 通道圆型供料器(最多对应至 M/C D)
・ BWL-3L
:
3 层式 3 通道台车圆型供料器(对应 M/C E 以后)
②元件供应角度
输入圆型供料器上的元件包装相对于 JUKI 的元件供应角度 0°为多少度。详情请参见
4-1-5-2 (2)包装方式 7)的元件供应角度。