YG300_Ope_C.pdf - 第80页
2-27 2 5 将 顶 针 布 局 在 顶 板 上 。 顶 针 由 磁 铁 固 定 在 顶 板 上 。 根 据 基 板 的 形 状 和 尺 寸 , 合 理 布 局 顶 针 , 使 顶 针 能 均 匀 地 支 撑 包 括 基 板 边 端 在 内 的 整 个 基 板 。 55mm 支撑螺杆 顶针 磁铁基座 25 2 0 5- M 3 -0 0 c 注意 磁铁基座底面至顶针轴顶端的距离为 55mm,切勿更改该高度。 c 注意 布局顶…
2-26
2
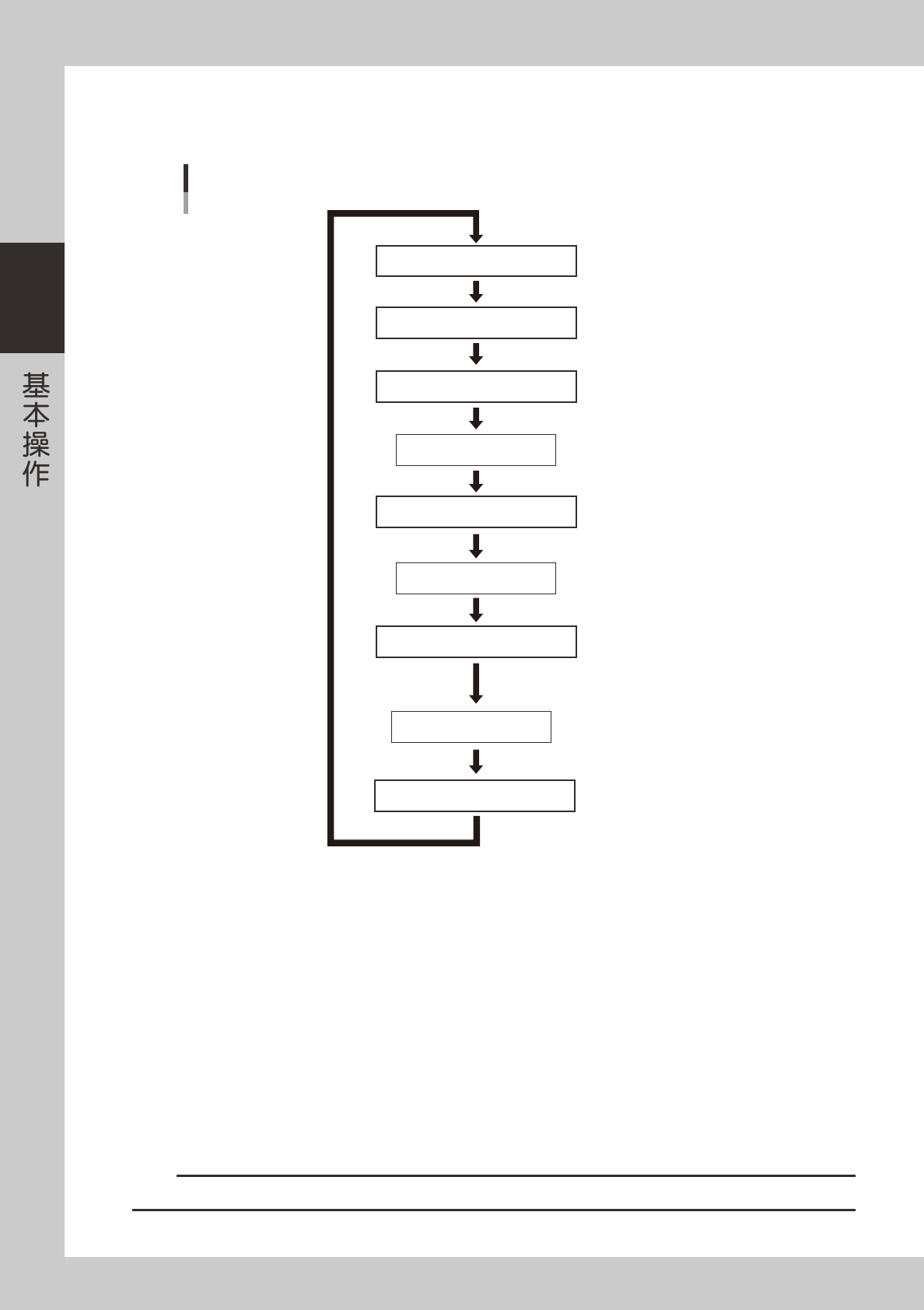
3.4.1 作业流程
按「生产设计作业的流程」执行操作。
调节传送宽度
安装基板
[传送宽度]ON
[位置移动]ON
配置顶针
固定基板
[顶板]ON
[顶板]OFF
确认固定状态
取下基板
进入下一贴装基板台
解除基板压板的锁定
锁定基板压板
锁定基板压板
解除基板压板的锁定
使机器处于紧急停机状态
将传送装置移至贴装基板台
生产设计作业的流程
传送装置
25204-M3-00
1
调整传送带宽度。
确认已选中要进行生产设计的基板程序,按[装置]-「传送装置」选项卡的[传送宽度]按钮。
显示对话框,确认更改后的传送宽度,按[OK]按钮。
2
将传送装置移动至贴装基板台。
打开「生产设计」画面,按[位置移动]按钮。
e
3
使机器处于紧急停机状态,打开安全盖。
4
将基板安装于传送装置。
1. 取下锁定基板压板的锁定杆,将基板压板向跟前移动。
2. 从上安装基板,将基板压板恢复至初始位置,用锁定杆锁定。
c
注意
必须锁定基板压板。传感器感知未锁定则无法运行。
2-27
2
5
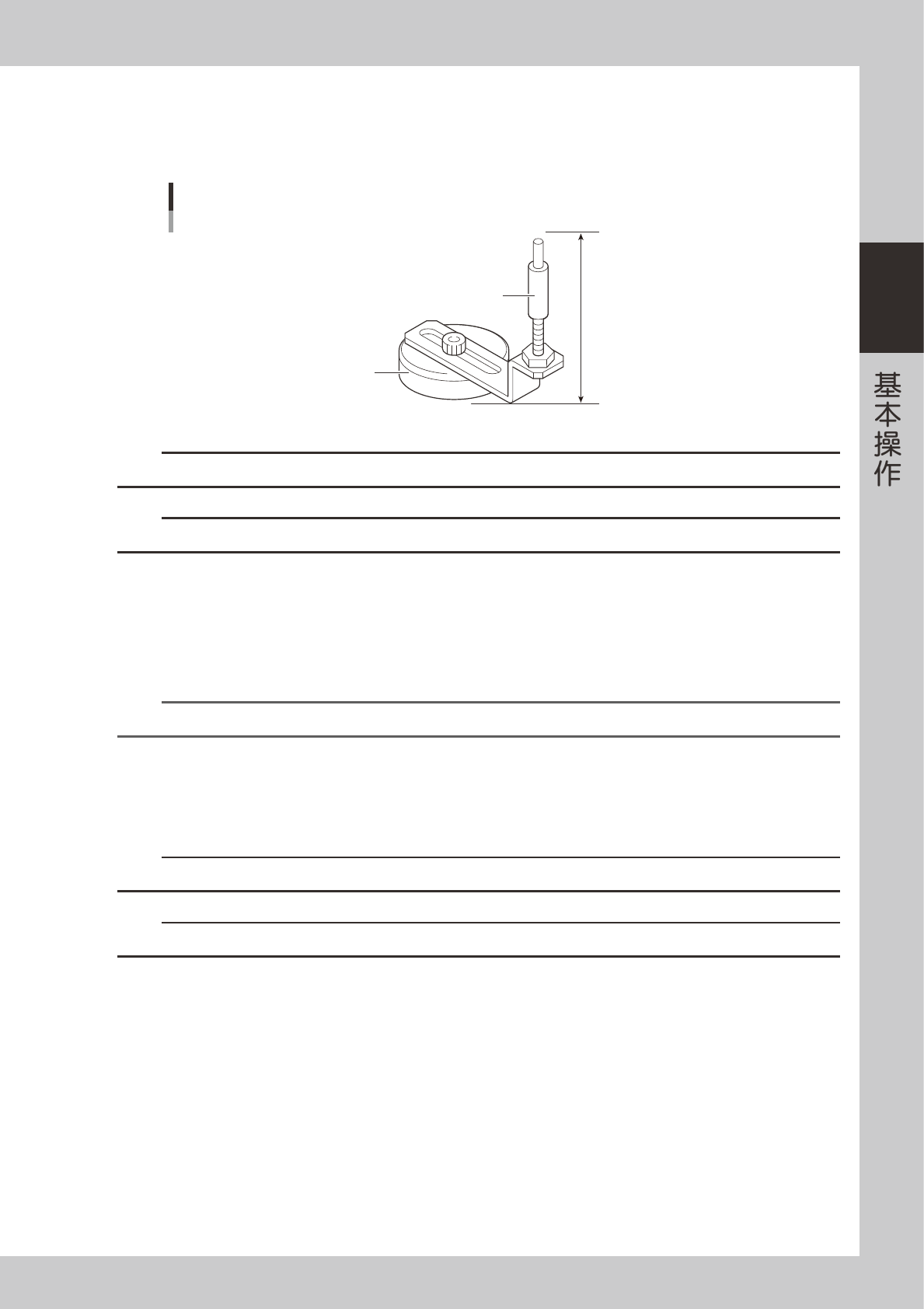
将顶针布局在顶板上。
顶针由磁铁固定在顶板上。根据基板的形状和尺寸,合理布局顶针,使顶针能均匀地支撑包括基板边端
在内的整个基板。
55mm
支撑螺杆
顶针
磁铁基座
25205-M3-00
c
注意
磁铁基座底面至顶针轴顶端的距离为 55mm,切勿更改该高度。
c
注意
布局顶针时,必须注意避免顶板上升时顶针与传送轨道以及其他零部件发生碰撞。
6
升起顶板。
确认安全后,按传送装置画面的 [ 顶板 A 〜 D] 按钮 ( 对象基板台)。顶板上升,基板被固定。
7
确认基板的固定状态。
确认基板是否已均匀支撑。轻敲基板确认基板有无翘曲。如果基板没有翘曲,已被均匀地支撑,表示正常。
参考
如果将每种基板在顶板上的顶针位置作好记号 ( 贴纸或记号笔 ),操作会更方便。
8
从传送装置取下基板。
1. 按传送装置画面的 [ 顶板 A 〜 D] 按钮(对应基板台),降下顶板。
2. 解除基板压板的锁定,取下基板。取下基板后,重新锁定基板压板。
c
注意
必须锁定基板压板。传感器感知未锁定则无法运行。
c
注意
导杆在夹固状态时嵌入基板压板。上下移动导杆确认是否已正确嵌入。
9
进行下一个传送基板台的设置。
在所有基板台进行 Step2 〜 Step8 的作业。
2-28
2
3.5 元件供给装置的准备
3.5.1 带式送料器
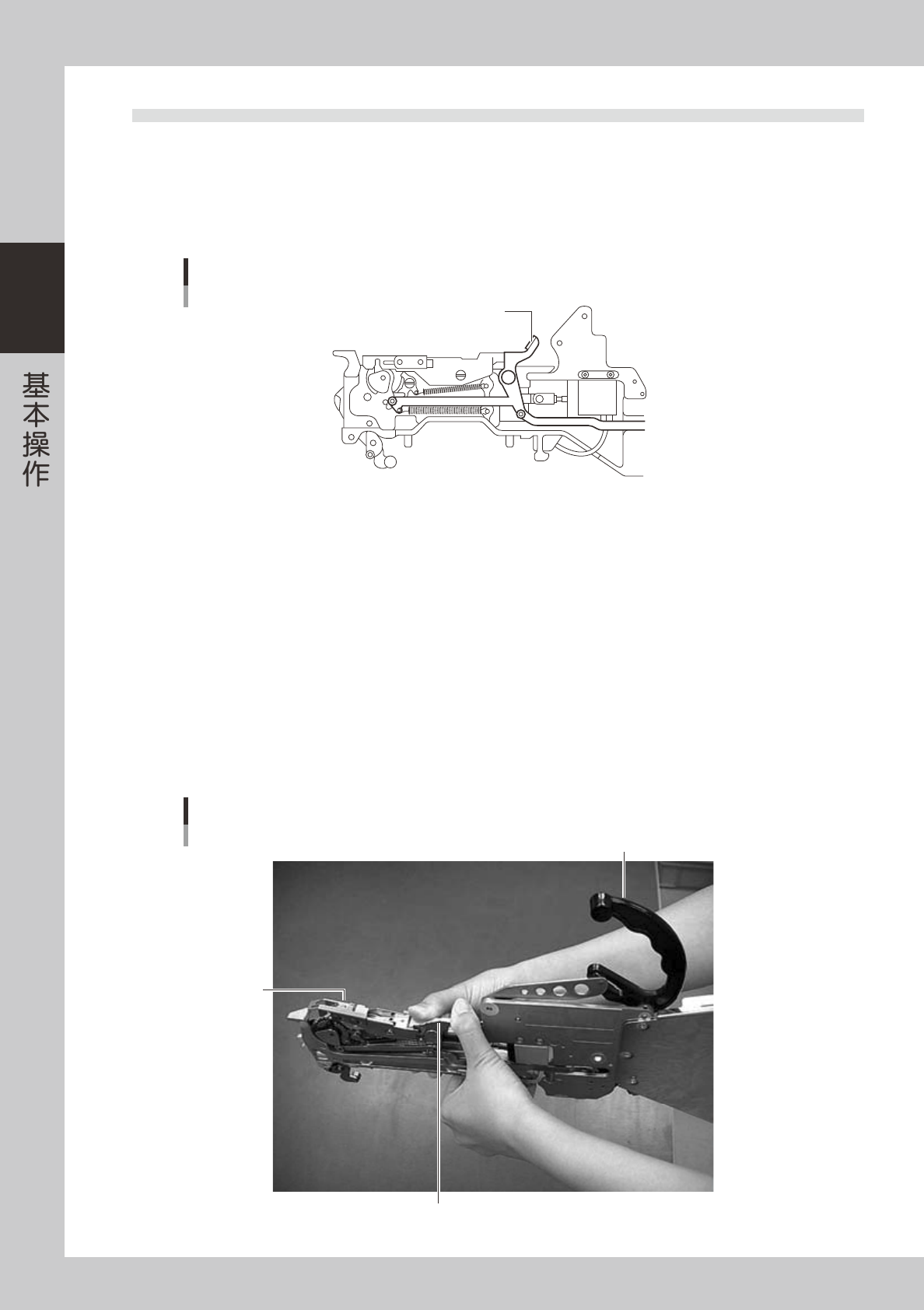
1. 传送间距和动作的确认
操作手动杆,确认元件是否按适当的间距传送。
手动驱动杆
手动驱动杆
25206-M3-00
2. 料带的安装
按下述步骤,将料带安装至送料器。以下以 CL 型带式送料器为例进行说明。
1
剥离盖带。
料带由装有电子元件的「基带」和覆盖在元件上部的「盖带」2 层组成,先剥离「盖带」。
2
提起锁定杆固定把手。
为了提起料带导轨,必须先提起锁定杆固定把手。
3
提起料带导轨。
按住手动杆提起料带导轨。
提起料带导轨后,将手动杆放松,固定料带导轨的提起状态。
料带导轨
手动杆
料带导轨
锁定杆固定把手
25207-M3-00