YG300_Ope_C.pdf - 第90页
3-4 3 1. 1 使 用 「 中 途 开 始 运 行 」 按 「 生 产 设 计 」 画 面 的 [ 中 途 开 始 运 行 ] 按 钮, 打 开 「 中 途 开 始 运 行」 对 话 框 。 要 继 续 贴 装 在 基 板 生 产 途 中 执 行了复 位 后 的 数 据、 或 只 对 特 定 拼 块 或 特 定 贴 装 点 进 行 贴 装 时 才 可使 用 。 该 功 能 只 对 第 1 块 基 板 有 效, 从 第 2 块 …
3-3
3
2. [ 需求吸嘴列表 ] 按钮
显示各贴装头应该使用的吸嘴类型。如果没有配备吸嘴交换站或使用的是不能自动交换吸嘴的贴装头,必须根据「需求吸嘴列表」
确认各贴装头是否已安装了适当的吸嘴。
3. [ 散料设置 ] 按钮
如果使用散装式送料器,需在没完成向吸附位置供给元件时使用。
4. [ 吸嘴状态确认 ] 按钮
用元件识别用相机检查吸嘴前端的污垢状态。如果该检查结果为错误时,必须清洁吸嘴。
c
注意
按下 [ 吸嘴状态确认 ] 按钮的同时,贴装头会移到相机位置。由于吸嘴的污垢是逐渐形成的,所以在实施数次该检查的过程中,有可
能会出现几次 OK,几次 NG,这是正常现象,不是机器故障。
5. [ 吸嘴形状俘获 ] 按钮
如果配备了侧面视觉相机,就会显示该画面。
通过侧面视觉相机,检测所有吸嘴的形状。
4
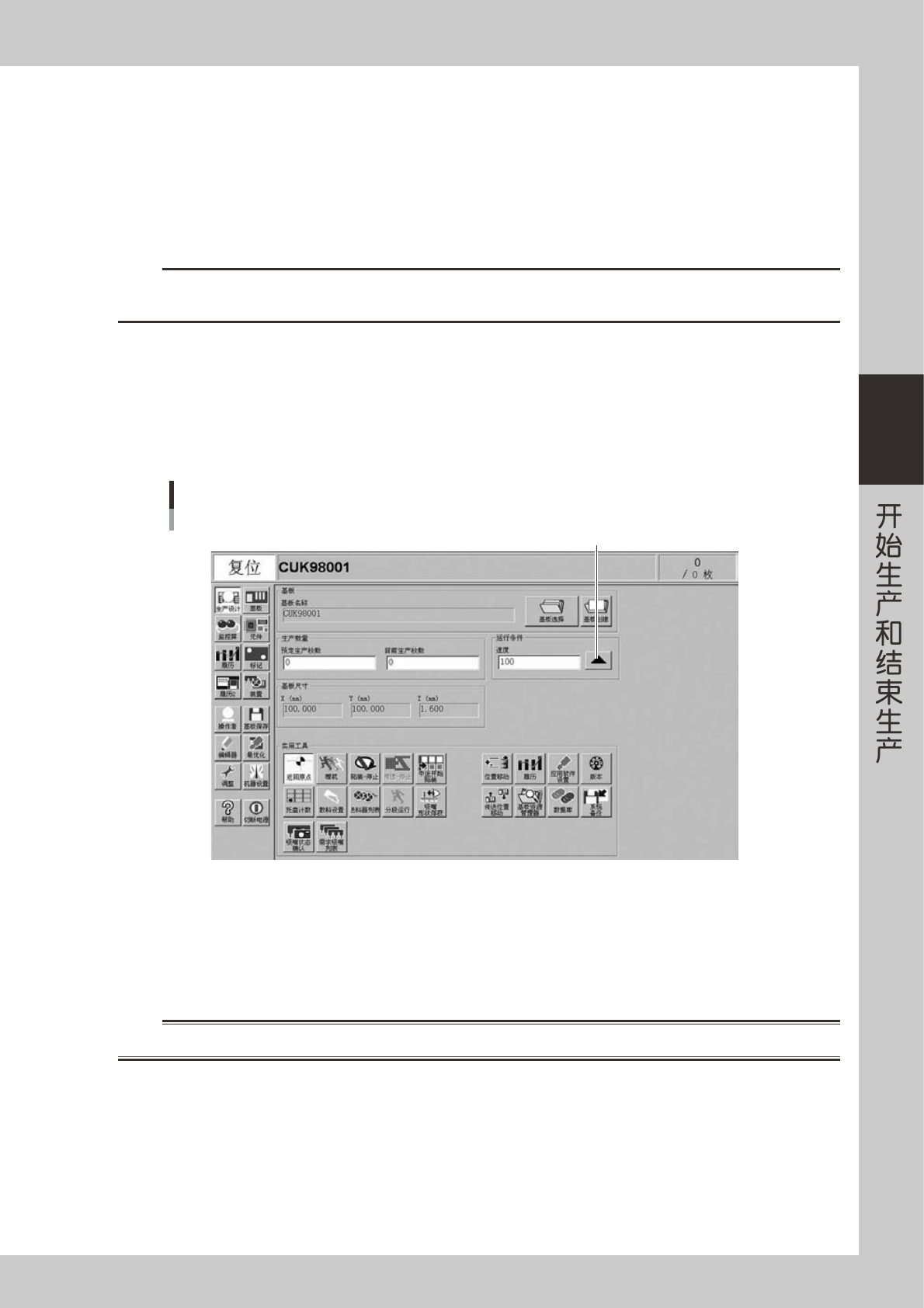
设置运行速度。
运行条件中的 [ 速度 ] 栏显示当前设置的运行速度。如需变更运行速度按 [ ▲ ] 键。
设置运行速度
运行速度的设置
26303-M3-00
5
开始运行。
1. 解除紧急停机按钮,按操作面板的 [READY] 按钮。
2. 确认安全后,按操作面板的 [START] 按钮。
3. 入口传感器感知基板后,传送带开始转动,将基板传至作业位置,开始贴装元件。
w
警告
绿色指示灯亮着灯 ( 自动运行中 ) 时,严禁进入贴装头的可动范围之内。
3-4
3
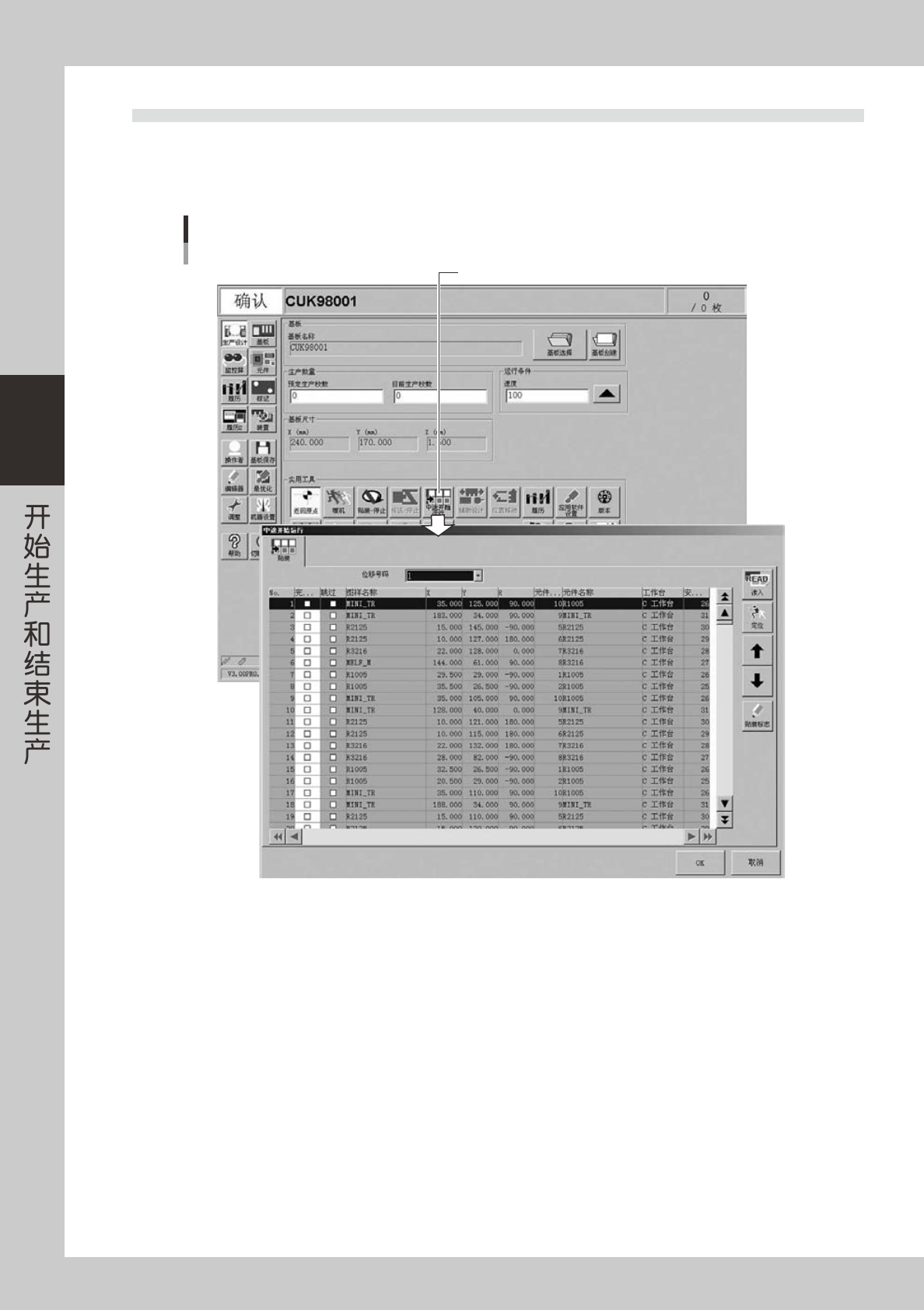
1.1 使用「中途开始运行」
按「生产设计」画面的 [ 中途开始运行 ] 按钮,打开「中途开始运行」对话框。要继续贴装在基板生产途中执行了复
位后的数据、或只对特定拼块或特定贴装点进行贴装时才可使用。该功能只对第 1 块基板有效,从第 2 块基板开始
执行普通的贴装作业。
[中途开始运行]按钮
「中途开始运行」画面
26304-M3-00
3-5
3
1.1.1 读入保存的数据
在自动运行途中一旦执行复位,复位时的即时状态立即被自动保存。按「中途开始运行」对话框的 [ 读入 ] 按钮,
读入中断作业时的信息。如重新开始自动运行,可以从停止时的状态开始继续贴装元件。此外,因为相关的错误信
息也同时被保存,所以也可以对因某种原因未被贴装的数据进行贴装。
读入保存的数据后重新开始自动运行
1
5
拼块No.1
贴装重新开始
拼块No.2 拼块No.1 拼块No.2
2
6
3
7
4
8
1
5
2
6
3
7
4
8
1
5
2
6
3
7
4
8
1
5
2
6
3
7
4
8
:贴装
:不贴装
复位
25300-M3-00
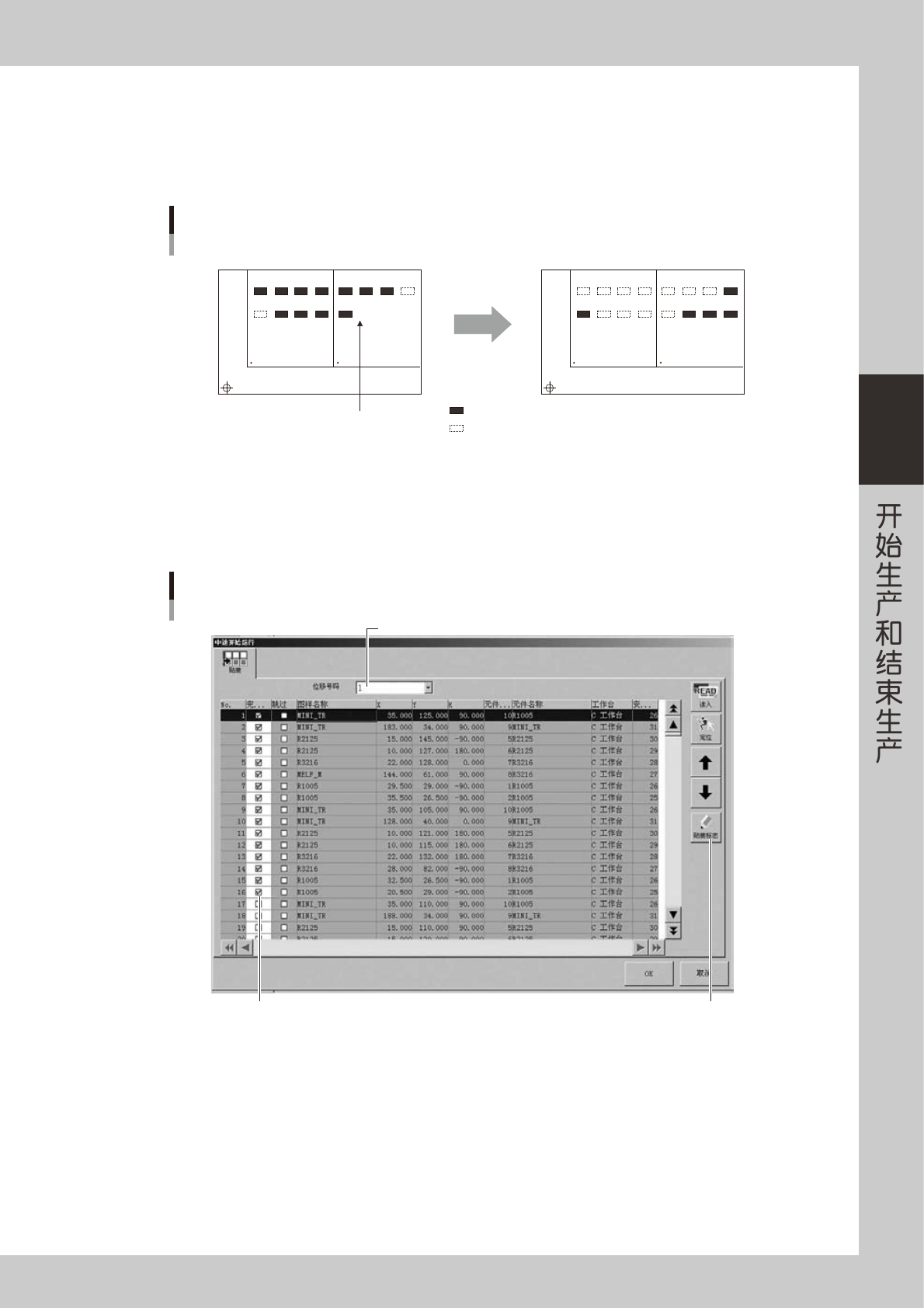
1.1.2 编辑贴装标志
通过指定贴装号码,可以只对特定的贴装点执行贴装。如果在贴装途中执行了停止、复位操作,可以在按 [ 读入 ]
按钮读入数据后,用 [ 贴装标志 ] 按钮修改各贴装点的「完成贴装」。
[贴装标志]按钮
贴装标志的编辑
「位移号码」选择框
完成贴装的标志
26305-M3-00