YG300_Ope_C.pdf - 第86页
第 3 章 开 始生 产 和 结 束 生 产 目 录 1 开 始 生 产 3 -1 1. 1 使 用 「 中 途 开 始 运 行 」 3 - 4 1.1. 1 读 入保 存 的 数 据 3 - 5 1.1. 2 编 辑贴 装 标 志 3 - 5 2 . 结 束 生 产 , 关 闭电 源 3 - 6 3 . 模 块 错 误 停止 功 能 3 - 8 4 . 生 产 …
2-32
2
4
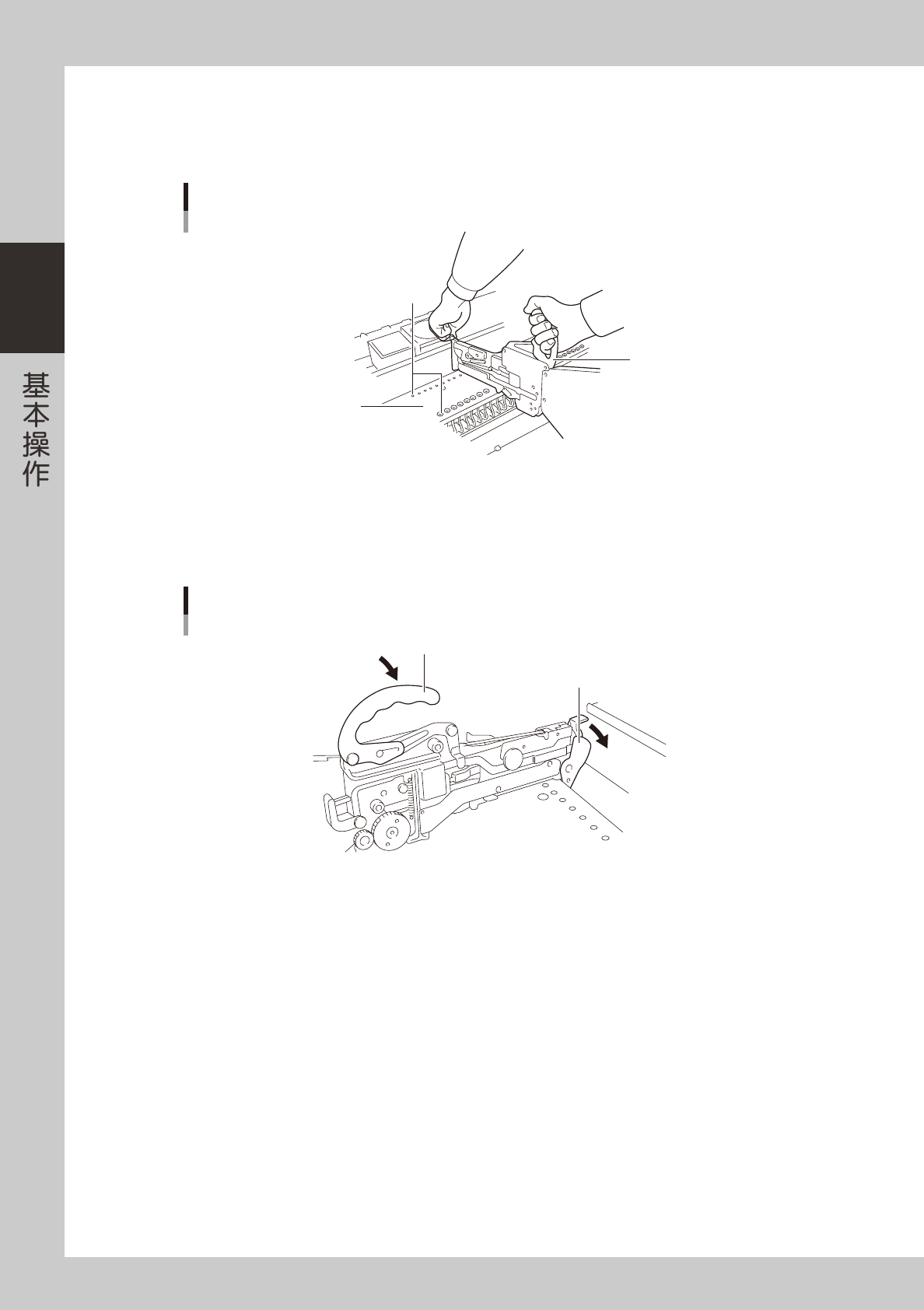
插入送料器架的定位销孔。
在提起锁定杆固定把手的状态下,提起送料器的前端和把手,从正上方水平的安装在送料器架上。送料器
架上设有插入送料器主体前侧定位销和后侧定位销的定位销孔。务必将送料器牢固的插入定位销孔中。
30
18
19
20
21
22
23
24
25
26
27
28
29
35
32
33
34
38
36
37
23
24
25
26
27
28
29
46
47
48
44
45
主体的安装
把手
送料器 架
定位销 孔
25212-M3-00
5
将锁定杆向里侧放倒。
放下锁定杆固定把手,放倒锁定杆,正确固定在送料器架上。如没有正确固定,在贴装或者运行过程中会
发生脱落。
1
2
3
4
5
6
7
8
锁定杆
锁定杆 固定把 手
锁定杆
25213-M3-00
第 3 章 开始生产和结束生产
目录
1 开始生产 3-1
1.1 使用「中途开始运行」 3-4
1.1.1 读入保存的数据 3-5
1.1.2 编辑贴装标志 3-5
2. 结束生产,关闭电源 3-6
3. 模块错误停止功能 3-8
4. 生产中的监控屏显示 3-11
4.1 生产 3-11
4.2 全部 3-13
4.3 详细 3-15
4.4 视觉 3-17
4.5 校正 3-19
4.6 RETRY( 重新执行 ) 3-20
4.7 基准标记 3-21
4.8 坏板标记 3-22
4.9 吸附位置校正 3-23
4.10 吸料率警告 3-25
3-1
3
1 开始生产
以下具体说明如何选择已经登录的基板程序,如何执行元件贴装的方法。
1
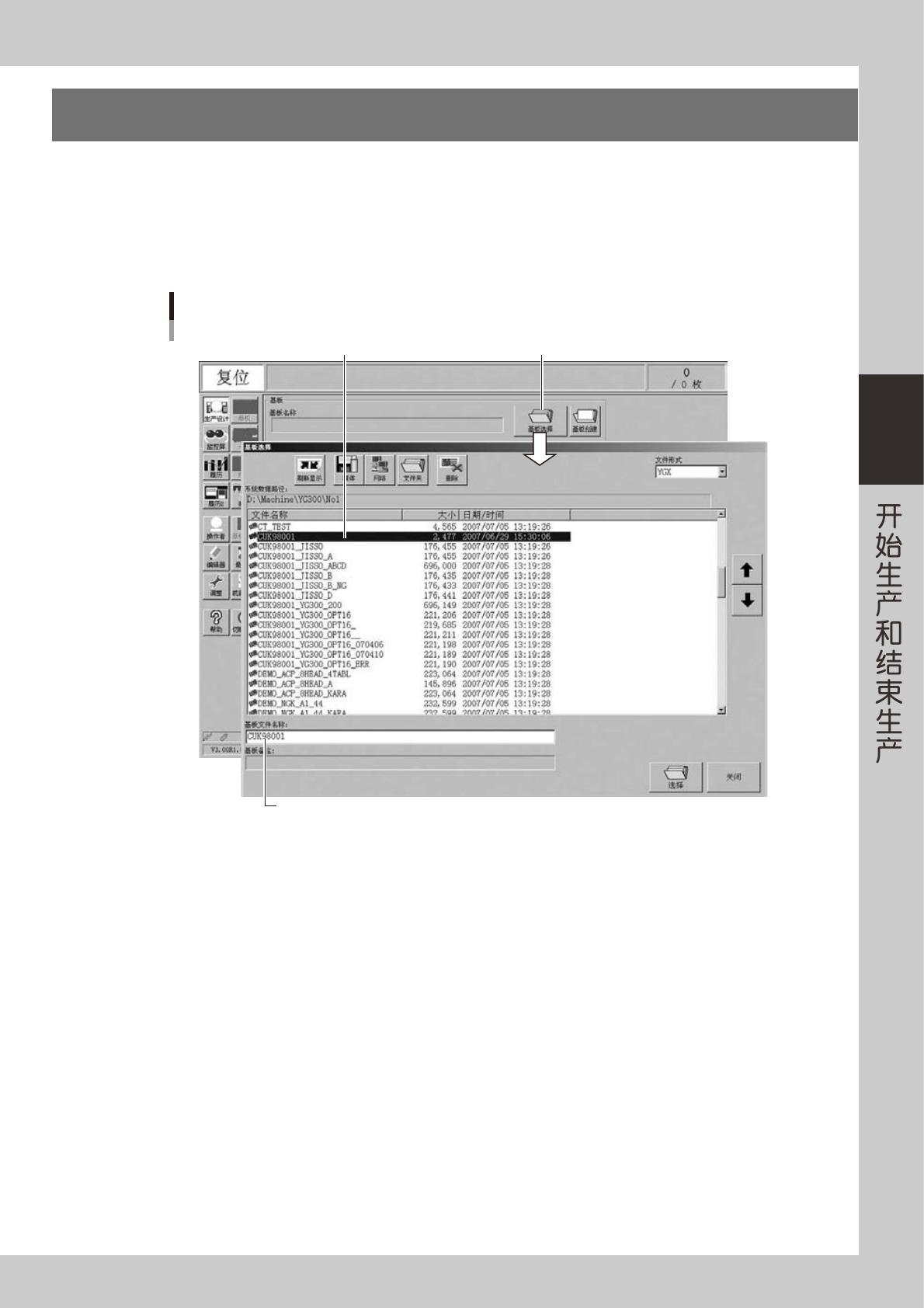
选择基板程序。
1. 如果还没有选择基板程序,按 [ 生产设计 ] 画面的「基板选择」按钮,显示已登录的基板程序。
2. 将光标移至要生产的基板名称栏并按 [ 选择 ] 按钮。读入所选基板程序。
[基板选择]按钮
基板名称的选择
从已登录的基板程序列表中选择
显示所选基板的名称
26300-M3-00