JM-50_维修保养手册.pdf - 第242页
维修调整要领书 15 更换引线矫正 装置后,必须重 新取得 M S 参数中 的 “ 引线矫正工 具参数 ”“ 引线 矫正工具位置偏移 量 ” 。 (参 照 MS 参数 第 7-9 、 7-10 章) 15-1 1) 请把引线矫 正装置从 工具基座中 拆下。 2) 请从引线矫正装置中 拆下工具,装上新 的工具。 (凹 凸双方) 组装后,请 通过工具夹紧板的 长方形窗 部确认工 具刻印编号,进 行组装工具的 确认。 3) 请按与第 1) 步…
维修调整要领书
14 3D
14-1
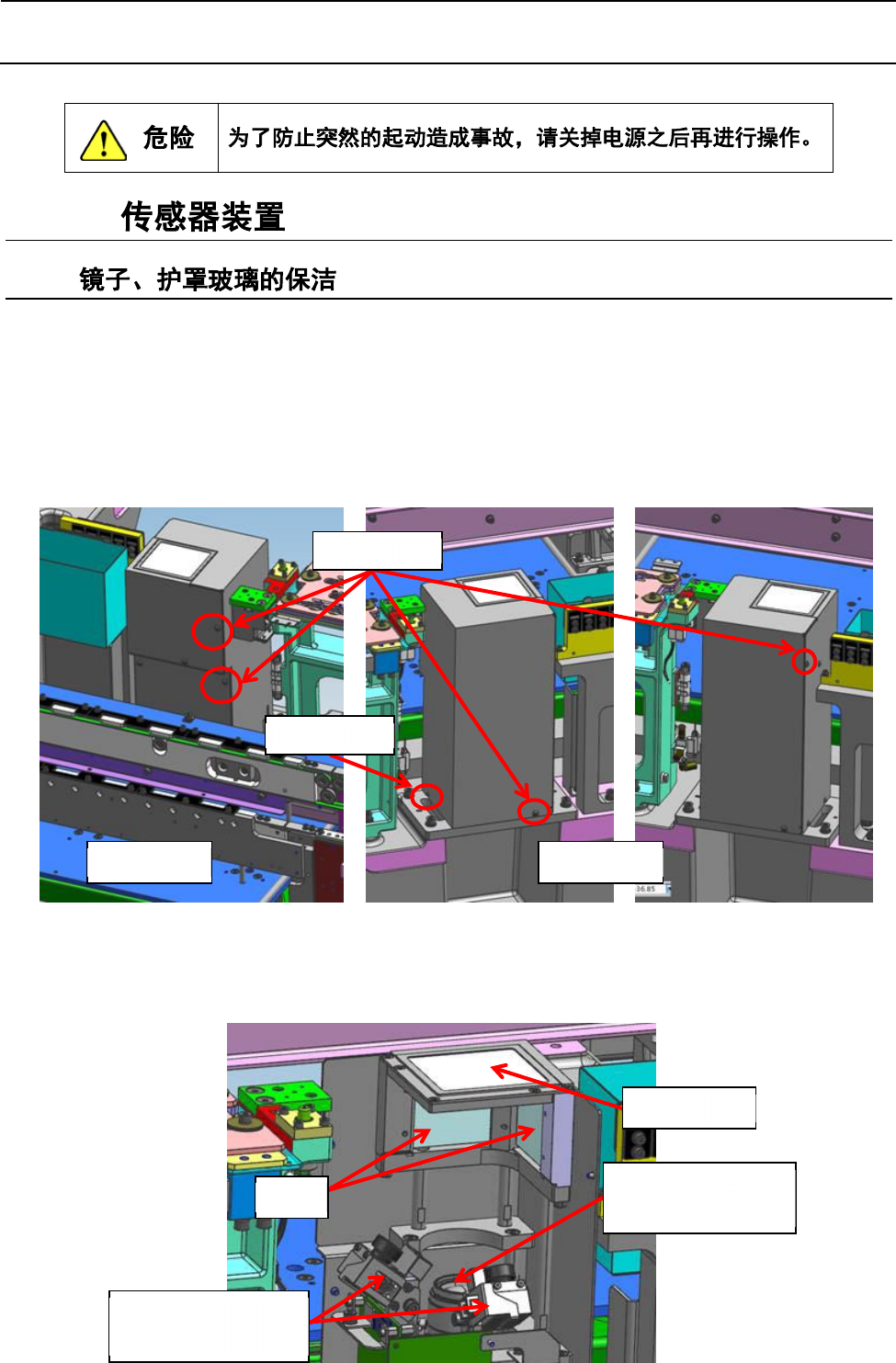
当 3D 传感器装置内部的镜子或盖板玻璃内侧有垃圾、灰尘附着而影响识别功能时,请依照下述操作顺
序清除垃圾、灰尘。
1) 护罩
拆下用来固定护罩的 5 处螺丝。
取下螺丝后请把护罩向上方抬离拆下。
※请注意不要碰撞盖板玻璃等。
※如先把传送宽度变狭则可方便作业。
2) 清除垃圾、灰尘
请用无纺纸擦掉反射镜、盖板玻璃上附着的垃圾、灰尘。
请勿使用酒精。
※请充分注意不要触碰反射镜、照相机。
后侧视图
十字孔螺丝
六角孔螺丝
前侧视图
镜子
反射镜
请注意不要触碰。
照相机
请注意不要触碰。
盖板玻璃
14-1
维修调整要领书
15
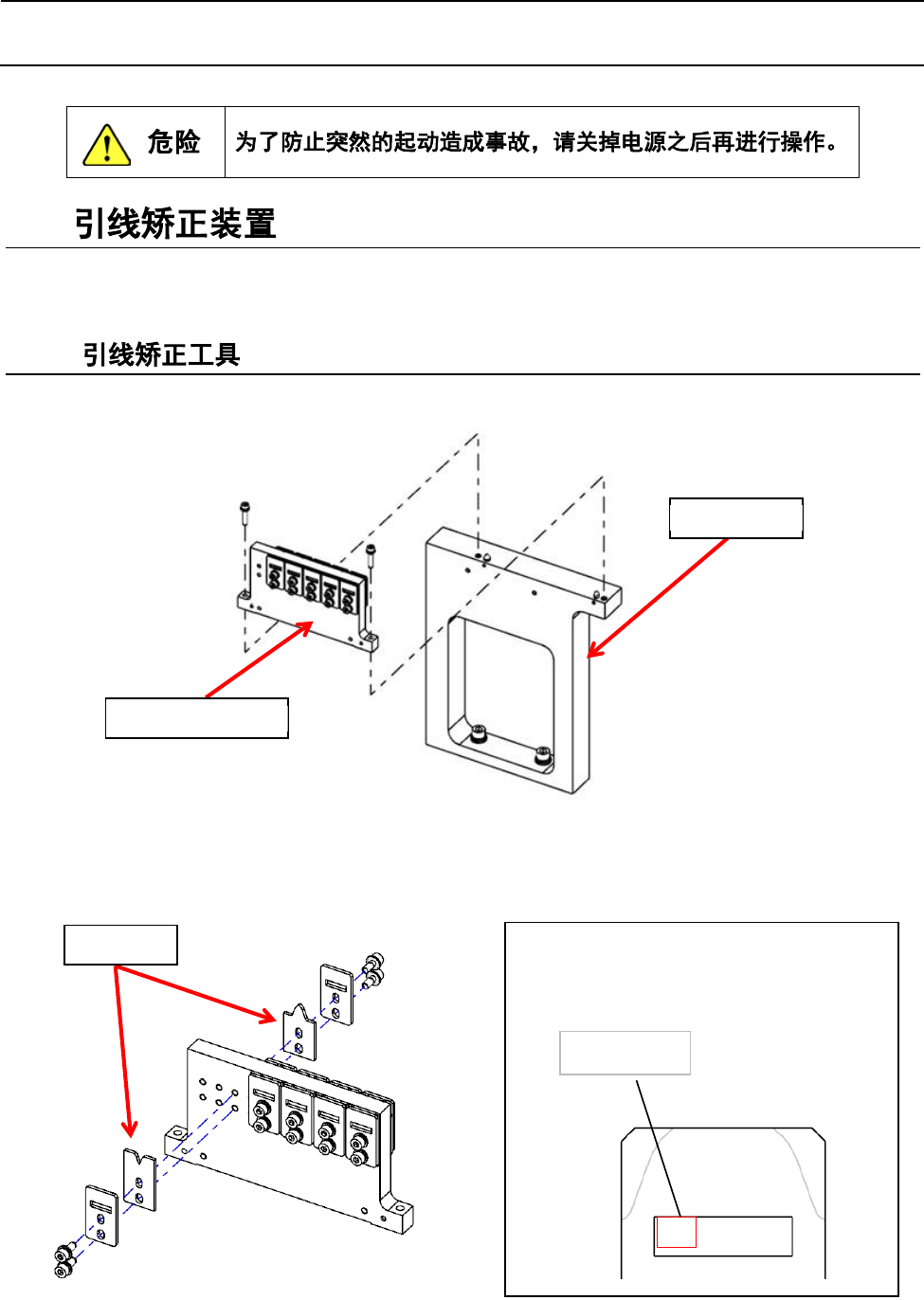
更换引线矫正装置后,必须重新取得 MS 参数中的“引线矫正工具参数”“引线矫正工具位置偏移量”。(参
照 MS 参数第 7-9、7-10 章)
15-1
1) 请把引线矫正装置从工具基座中拆下。
2) 请从引线矫正装置中拆下工具,装上新的工具。(凹凸双方)
组装后,请通过工具夹紧板的长方形窗部确认工具刻印编号,进行组装工具的确认。
3) 请按与第 1)步相反的操作顺序把引线矫正装置组装到工具基座上。
工具
基座
引线矫正装置
工具
组装后,请通过
工具
夹紧板的长方形窗
部确认工具刻印编号,进行组装工具的确认。
工具刻印编号
001
矫正
工具
15-1
维修调整要领书
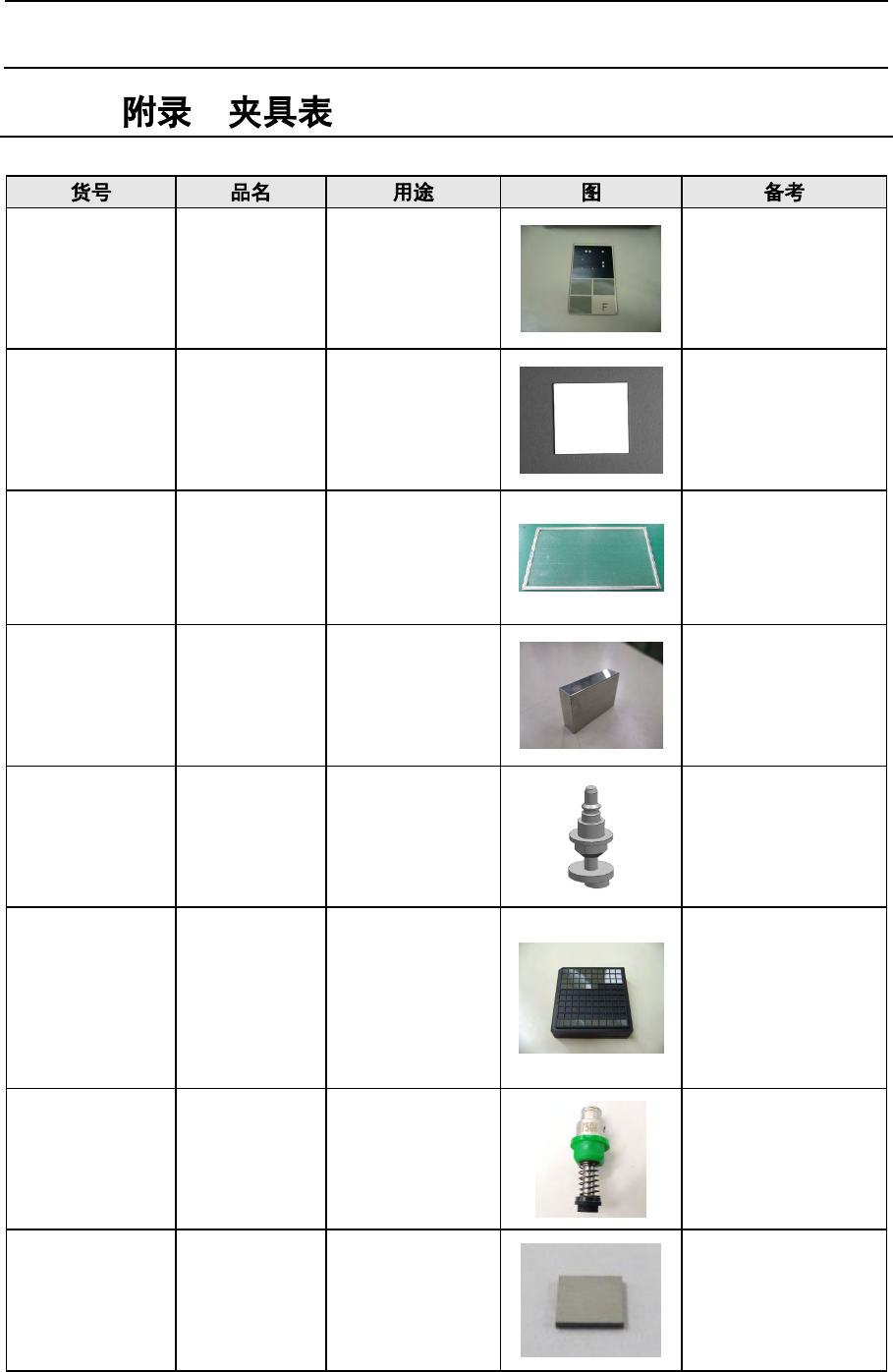
A-1
JM-50
40128108
摄像机调整基
板
调整 OCC 焦点
OCC 摄像机偏差
VCS 摄像机焦点
偏差
RX
-
6
/RX
-
6B/RX
-
6R
共用
E2107998000
陶瓷基板
(2 英寸)
OCC 摄像机照明
调整
KE3020V 共用
40092139
40092140
玻璃板 2XL
玻璃板框架
2XL
直角调整
JX-350 共用
40186735
块规 25mm ZA 轴高度偏差
RS-1 共用
40128152
模具吸嘴
LNC120
激光偏差
JM-20 共用
40035043
3.7 模型晶片
贴装头偏差
VCS 偏差
VCS 复合识别偏
差
裸车站偏差
测量元件速度
CX
-
1
,RX
-
6/RX
-
6B/
RX-6R 共用
40
0
01344
506 吸嘴 贴装头偏差
扩展 T-轴偏差
测量元件速度
GX-10 共用
40020304
超钢芯片 扩展 T-轴偏差
RX
-
6/RX
-
6B/RX
-
6R
共用