KE2030取扱説明書Ver.2.01,和文Rev.09.pdf - 第30页
1 - 10 略語の説明 略語の説明 略語の説明 略語の説明 ATC : 自動ツール交換装置 (Auto T ool Changer) OCC : 位置補正カメラ (Offset Correction Ca mera) EPU : 外部プログラミング装置 (External Pr ogramm ing Unit) HLC : ホストラインコンピュータ (Host Line Com puter) HOD : ハンドヘルド操作盤 (Hand…
1 - 9
1-1-3.
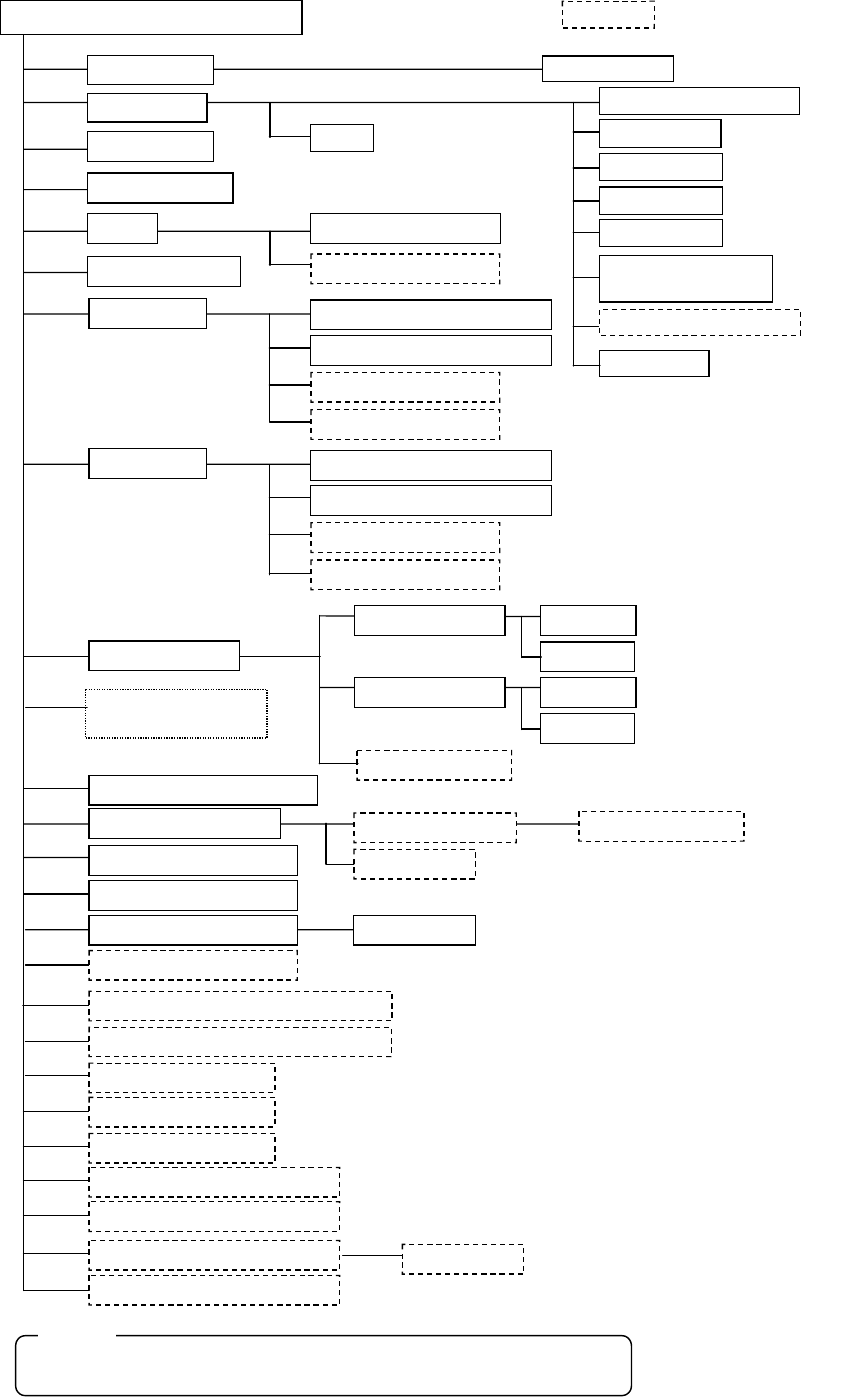
システム構成
システム構成システム構成
システム構成
非常停止ボタン
オプション
スペア交換台機能
(30)
搭載ヘッド
L
フィーダ浮き検出装置
空気圧機器配管系
画像認識装置
一括交換台機能
(30)
フィーダバンク・ドライバ
ベリフィケーション機能
(30)
ビジョンモニタ
フィーダ置き台
ピン基準
外形基準
基板搬送装置
搭載ステーションL
自動基板幅調整装置
フィーダポジションインジケータ機能
(30)
オートテープカッタ(ショートタイプ)
バルクフィーダ
テープフィーダ
スティックフィーダ
段積みスティックフィーダ
電源ユニット
カラー
LCD
ディスプレイ
キーボード
トラックボール
FDD
HDD
100BASE / 10BASE
イーサーネットボード
背面オペレーションユニット
エリアセンサ
I/ O
制御ユニット
CP U
ボード
モータ制御ユニット
筐体
X−Y位置決め装置
搭載ヘッド
R
ピン基準
外形基準
搭載ステーション
R
EP U
(外部プログラミングユニット)
HL C
(ホストラインコンピュータ)
KE- 2030M / KE- 2030L/ KE- 2030E
ノンストップオレーション機能
ATC
(自動ツール交換装置)
レーザー認識ヘッド
(MNL A)
オフセットコレクションカメラ
バッドマークリーダ
(30)
高さ測定機能
30 (HMS)
シグナルライト
シグナルライトブザー付き
レーザー認識ヘッド
(MNL A)
オフセットコレクションカメラ
バッドマークリーダ
高さ測定機能
(HMS)
UP S
(リア側のみ)
*1
*1
*1
*1
*1
*1
*1
*1
*1
*1
SOT
*1
ボードビューア
*の付いているオプションは,工場出荷オプションになります。
注意
注意注意
注意
:
1 - 10
略語の説明
略語の説明略語の説明
略語の説明
ATC
:
自動ツール交換装置
(Auto Tool Changer)
OCC
:
位置補正カメラ
(Offset Correction Camera)
EPU
:
外部プログラミング装置
(External Programming Unit)
HLC
:
ホストラインコンピュータ
(Host Line Computer)
HOD
:
ハンドヘルド操作盤
(Handheld Operating Device)
PWB
:
基板
(Print Wiring Board)
HMS
:
高さ計測装置
(Height Measurement System)
CVS
:
部品ベリフィケーション(
Component Verification System)
FPI
:
フィーダポジションインジケータ
(Feeder Position Indicator)
MNLA
:
マルチノズルレーザアライン
(Multi Nozzle Laser Align)
1 - 11
1-1-4.
機械仕様
機械仕様機械仕様
機械仕様
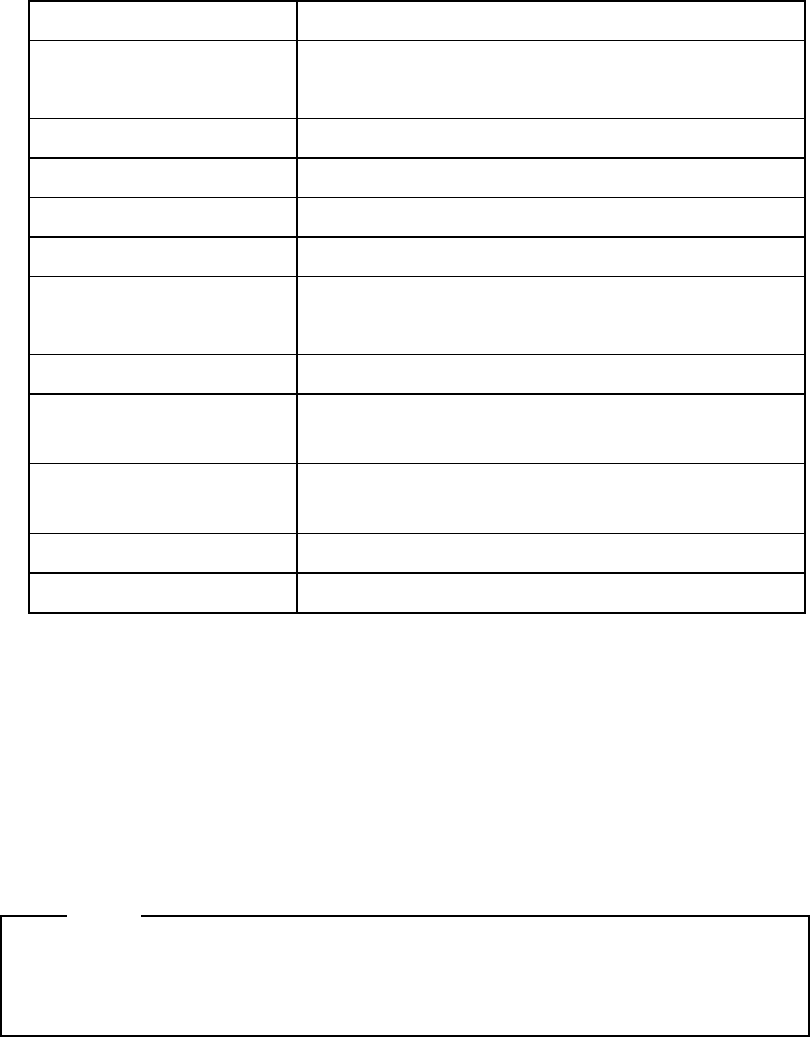
(1)
搭載精度
部品種による搭載精度は下表の様になります。
部品によって,レーザアライン検出部にエッジがあるものや,モールドにバリ等のあるもの,また,
吸着部に対して検出部が固定されていないものについては,上記精度より悪くなる場合があります。
表
表表
表
1-1-4-1
単位:mm
対象部品
KE-2030
MNLA ヘッド(レーザ認識補正)
部品サイズ□20mm 以下
角チップ ± 0.08
メルフ ± 0.1
SOT ± 0.15
アルミ電解コンデンサ ± 0.3
SOP リード直角方向:± 0.15(バリ側 0.15 以下)
リード平行方向:±0.2
PLCC,SOJ ± 0.2
QFP,TSOP
(ピッチ 0.8 以上)
± 0.12
QFP,TSOP
(ピッチ 0.65 以上)
± 0.09
BGA ± 0.2
その他大型部品 ± 0.3
(2) 搭載サイクルタイム
最適時の搭載サイクルタイムは,以下の様になります。実際に搭載した場合のサイクルタイムは,
基板のサイズや,ノズル交換回数によって異なります。
8ノズル(2ヘッド×4ノズル)同時吸着同時搭載時,レーザ認識
(3) 小型チップ部品
20,000 部品/時間(0.18 秒/部品)
8部品同時吸着,2部品ずつ同時搭載により 330×250 mm の基板のほぼ全体に,搭載し
た時の概算値
定義