KE2030取扱説明書Ver.2.01,和文Rev.09.pdf - 第342页
6 - 20 6-2-2. 生産開始 生産開始 生産開始 生産開始 生産予定枚数の設 定が終了後は, オペレーションパ ネルの< ST ART >スイッチを押す ことにより生 産を開始します。 注意 < ST ART >スイッチを押すと直ちにヘッドが移動し,生産が開始します。 人身への損 傷を防ぐ為 ,動作中は装置 内部に手を入れた り,顔や 頭を近づけな いで下さい。 < ST ART >スイッチを押す前に, 装置…
6 - 19
供給選択: 表示の切り替えは,供給選択のコンボボックスによりフロント,リアの表示選択ができま
す。
NO
項目
内容
1
フロント
フロント側にセットされた部品のみを表示しています。
2
リア
リア側にセットされた部品のみを表示しています。
ステーション選択: 表示の切り替えは,ステーション選択のコンボボックスにより右ステーション,
左ステーションの表示選択ができます。
NO
項目
内容
1
右ステーション
右ステーションにセットされた部品のみを表示しています。
2
左ステーション
左ステーションにセットされた部品のみを表示しています。
初期値 : 部品数初期値をフォーカス位置で設定します。
残数 : 部品残数をフォーカス位置で設定します。
レベル : 警告を発する残数のレベルをフォーカス位置で設定します。
警告 : 本項には,フォーカスは移動しません。警告値の消去は,残数の入力が確定した時点,
もしくは,部品補給コマンドが行われた時点で表示が消えます。
③ ボタン説明
NO
項目
内容
1
満杯補充
フォーカスがある行の残数を初期数に合わせ,警告を全てクリアします。
2
クリア
フォーカスがある行の残数を初期値に合わせ,警告も全てクリアします。
3
OK
部品数設定の設定内容を確定して終了し,呼び出し元の生産条件又は,生産状態へ
戻ります。
4
キャンセル
部品数設定の設定内容を確定しないで終了し,呼び出し元の生産条件又は,生産状
態へ戻ります。
5
適用
部品数設定の設定内容を確定します。
④ 残数の設定方法
トラックボールの右クリックによりボックス内のリストより以下の設定が可能となります。
NO
項目
内容
1
満杯補充
フォーカスがある行の残数を初期数に合わせ,警告を全てクリアします。
2
クリア
フォーカスがある行の残数を初期値に合わせ,警告も全てクリアします。
3
全満杯補充
全ての部品に対して満杯補充の処理を行います。
4
全クリア
全ての部品に対してクリアの処理を行います。
6 - 20
6-2-2.
生産開始
生産開始生産開始
生産開始
生産予定枚数の設定が終了後は,オペレーションパネルの<START>スイッチを押すことにより生
産を開始します。
注意
<START>スイッチを押すと直ちにヘッドが移動し,生産が開始します。
人身への損傷を防ぐ為,動作中は装置内部に手を入れたり,顔や頭を近づけな
いで下さい。
<START>スイッチを押す前に,装置内部の作業をしている人がいないことを
確認して下さい。
<START>スイッチを押す前に,装置付近にいて,人身の障害になるような人
がいないことを確認して下さい。
<START>スイッチを押す前に,装置内部の各動作を妨げるもの(調整工具な
ど)がとりつけられていたり,置かれたりしていない事を確認して下さい。
注意
フィーダバンク認識を一度も行っていない場合に(原点復帰から,もしくはバ
ンクが下降し上昇させた後から),吸着位置移動前にフィーダバンク認識を自動
的に行う場合があります。フィーダバンク認識実行時は,ヘッドが供給装置の
上を横切りますので,手や顔などを装置内に入れたり近づけないで下さい。
特にティーチング,吸着追尾などのメニュー以外からの認識実行前の動作には
気をつけて下さい。
注意
基板が 1 枚しかクランプしていない場合,生産条件で設定した搬送タイムアウト
時間経過後生産が自動的に開始します。人身への損傷を防ぐ為,搬送タイムアウ
ト待ち時は装置内部に手を入れたり,顔や頭を近づけないで下さい。
この時シグナルライトは,緑色の点灯により生産実行中であることを表します。
また,<START>スイッチが押された時点で原点出しが未完了の場合,<HOME>キーを押し原点
出しを実行後,再度<START>スイッチを押します。
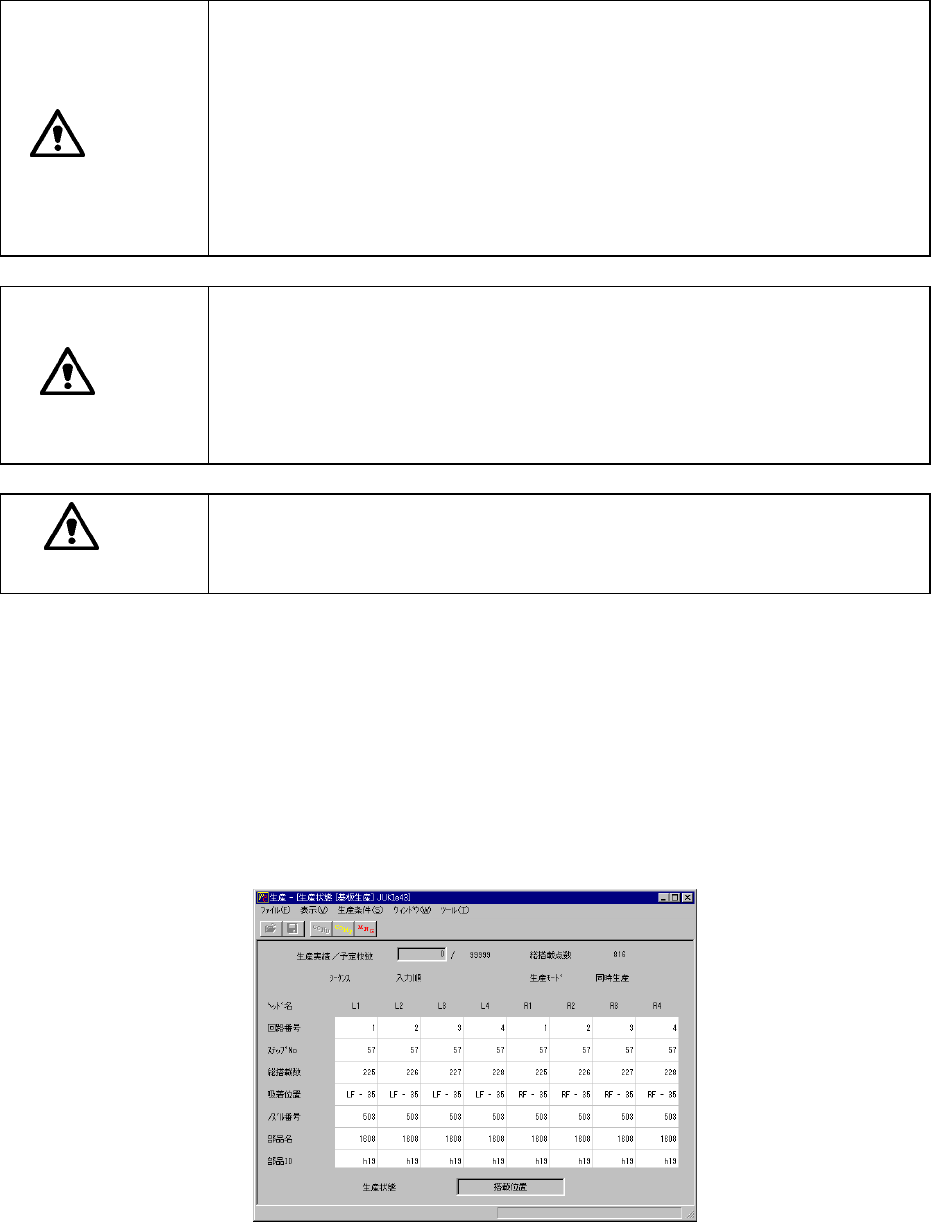
<1> 生産状態表示
<START>スイッチが押され生産が開始すると画面には,生産状態が表示されます。
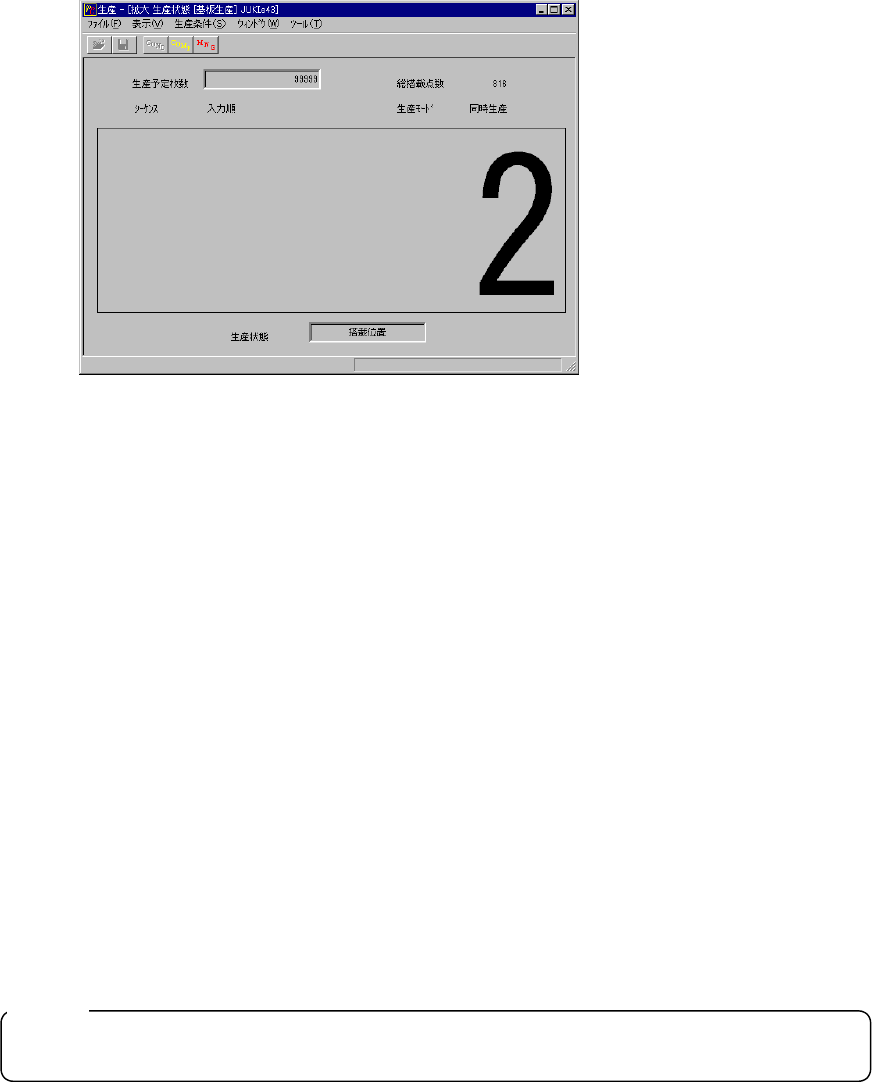
生産実行の通常時の生産状態表示を図 6-2-2-1 に,操作オプションの“生産(表示)”タグで“生
産基板枚数を大文字で表示する”の項がチェックされている場合を図 6-2-2-2 に示します。
・通常の生産状態表示画面
図
図図
図 6-2-2-1
生産状態表示−1
生産状態表示−1生産状態表示−1
生産状態表示−1
6 - 21
・ 操作オプションの“生産(表示)”タグで,“生産基板枚数を大文字で表示する”の項がチェック
されている場合
図
図図
図 6-2-2-2
生産状態表示−2
生産状態表示−2生産状態表示−2
生産状態表示−2
① 生産実績/予定枚数
予定枚数:生産条件で設定した生産予定枚数。
生産実績:生産枚数の実績を表示します。
第11 章 操作オプション(図 11-4-2)の“生産(表示)”タグの“生産基板枚数を積算す
る。”の項がチェックされている時は,生産基板枚数の実績数からカウントを始めます。
操作オプション“生産(表示)”タグの“生産基板枚数をカウントダウンする”の項がチ
ェックされている時は,生産実績枚数は残りの枚数となります。
② 生産モード
現在実行中の生産モード(同時・順次・混合)を表示します。(
((
(KE-2030 のみ)
のみ)のみ)
のみ)
③ 回路番号
左右ヘッドが吸着搭載する部品の回路番号を示します。
④ ステップNO
左右ヘッドが吸着搭載する部品の“搭載データ”で作成した時の番号を表示します。
⑤ 総搭載数
基板1枚に対しての搭載点数を表示します。(最大値は 搭載点数 × 回路数)
⑥ 吸着位置
左右ヘッドが吸着するフィーダ番号を表示します。
MTC部品の場合、MTC自身が部品切れ時の段検索を行っている為表示する段が
異なる場合があります。
⑦ ノズル番号
左右ヘッドの装着しているノズル番号を表示します。
⑧ 部品名
左右ヘッドが吸着している部品名を表示します。
⑨ 部品ID
左右ヘッドが吸着搭載する部品の部品IDを表示します
⑩ シーケンス
現在実行中の搭載シーケンスを表示します。
注意:
注意:注意:
注意: