KE2030取扱説明書Ver.2.01,和文Rev.09.pdf - 第74页
2 - 10 2-2. シグナルライト シグナルライト シグナルライト シグナルライト 図 図 図 図 2-2-1 本体右側面上側図 本体右側面上側図 本体右側面上側図 本体右側面上側図 図 2-2-1 に示すシグナルライトの機能 (工場出荷時) を下表に示します。 但し, マシンセットアップ にて任意に変更する事が可能です。( 7-2-2-10. シグナルライト参照) 表 表 表 表 2-2-1 色 状態 機 能 緑 点灯 ・ 生産実…
2 - 9
表
表表
表
2-1-6-1
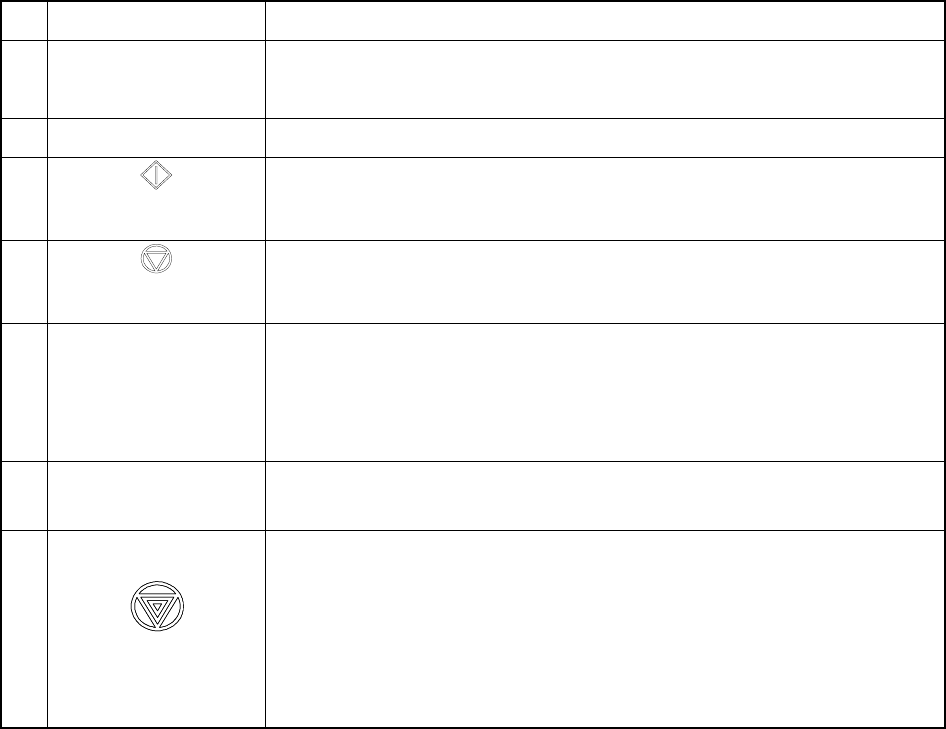
No
スイッチ名称
機
能
1
ONLINE
(オンライン)
・
装置をオンライン状態又は,オフライン状態にする時に使用します。
・
オンライン状態でボタンが点灯します。
2
ORIGIN
・
全軸の原点出しを行います。
3
(
START
)
・
生産又は,疑似生産動作を実行する時に使用します。
4
(
PAUSE
,
STOP
)
・
生産又は,疑似生産を終了する時に使用します。1回押すと一時停止に
なり,もう1回押すと終了になります。
5
SERVO FREE
・
サーボモータ(X軸,Y軸,Z軸,θ軸)をモータフリー状態にする時
使用します。
・
モータフリー状態でボタンが点灯します。再度押すとモータが励磁され
ます。
6
SINGLE CYCLE
・
基板を1枚生産完了した時点で,生産を終了させる時に使用します。も
う1回押すと,このモードは解除されます。
7
Emergency
・
本スイッチは,非常停止用です。装置が異常な動作をした時又は,人体
に危険を及ぼす恐れのある時の瞬時停止に使用します。本スイッチを押
す事により,モータ及びその他駆動部は停止し,シグナルライトの赤色
燈が点灯します。
矢印方向にスイッチを回転する事で,スイッチは復帰します。
・
本スイッチを非常停止以外の目的に使用ないで下さい。
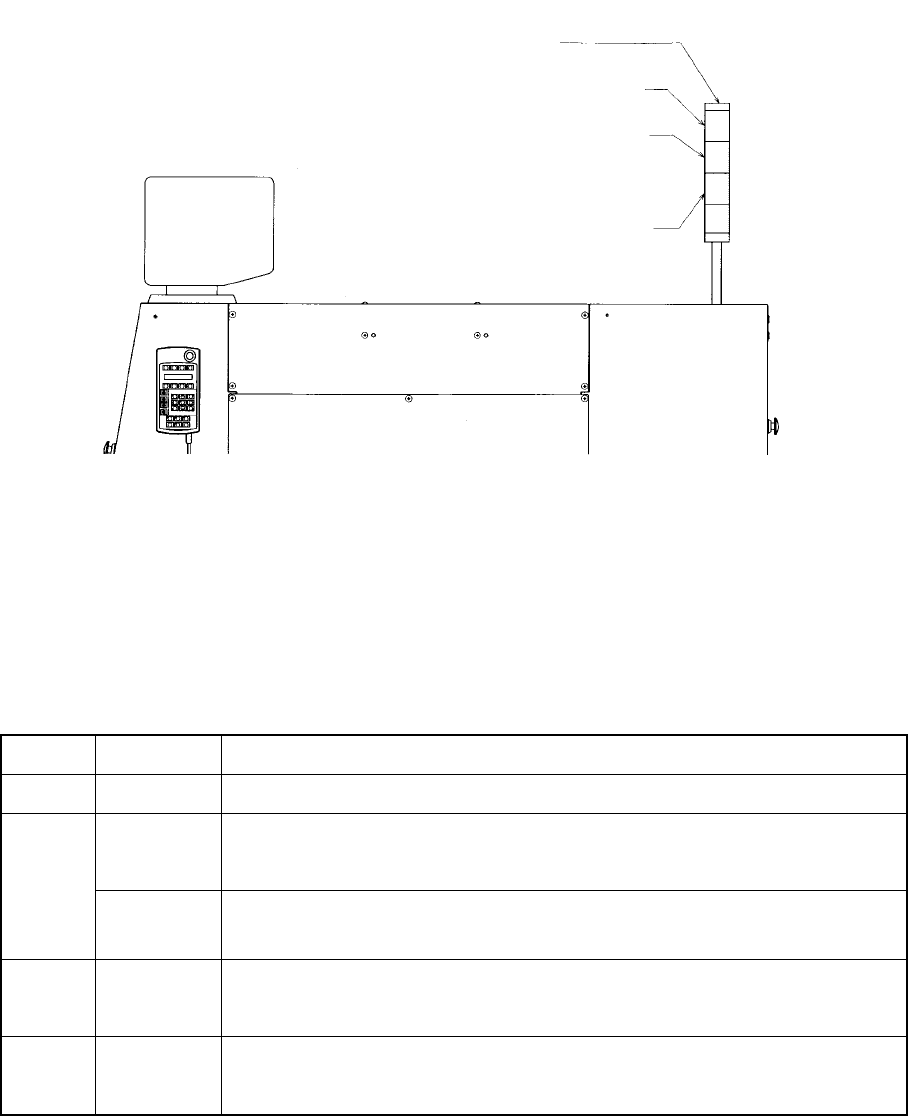
2 - 10
2-2.
シグナルライト
シグナルライトシグナルライト
シグナルライト
図
図図
図
2-2-1
本体右側面上側図
本体右側面上側図本体右側面上側図
本体右側面上側図
図
2-2-1
に示すシグナルライトの機能(工場出荷時)を下表に示します。但し,マシンセットアップ
にて任意に変更する事が可能です。(
7-2-2-10.
シグナルライト参照)
表
表表
表
2-2-1
色
状態
機
能
緑
点灯
・
生産実行中であることを示します。
点灯
・
マニュアルモード状態,プログラムデータ作成中
・
生産中に一時停止している状態であることを示す。
黄
点滅
・
生産中に搭載部品が無くなったことを示す。
(生産が継続できる)
赤
点灯
・
非常停止,エラー発生
・
搭載部品切れで生産が続行出来ないことを示す。
全色
点灯
・
生産モードで生産スタートキーが押されるまでの状態。
・
生産正常終了時,アイドルモード,その他のモードであることを示す。
シグラルライト
赤
黄
緑
3 - 1
第3章
第3章第3章
第3章
操作の概要
操作の概要操作の概要
操作の概要
ここでは,本機の操作の概要を説明します。
内容としては,基本的な操作手順及び,それに付随したソフトウェアの構成についてもふれます。
3-1.
操作の流れ
操作の流れ操作の流れ
操作の流れ
ここでは,装置単独で使用する場合と,複数の装置をHLCを用いて使用する場合について,それ
らの操作手順について説明します。
3-1-1.
本体装置単体で使用する場合
本体装置単体で使用する場合本体装置単体で使用する場合
本体装置単体で使用する場合
3-1-1-1.
新規基板の生産
新規基板の生産新規基板の生産
新規基板の生産
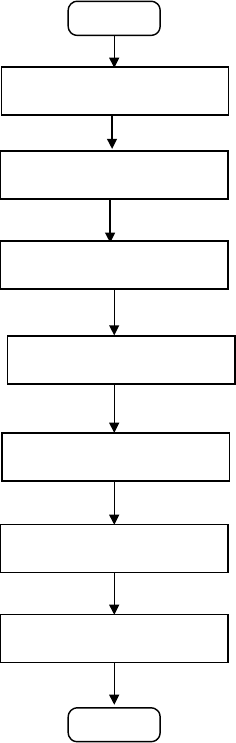
新規基板の生産の場合の操作手順を示します。
START
生産プログラムを編集
生産の準備
生産プログラムの確認
試打確認
連続生産
後処理
(2)
生産プログラムを編集
• 生産プログラムを作成します。(第4章プログラム編集参照)
この時、BOCマーク・ICマークのマークティーチングを行なう必
要が有ります。(5-4. マークのティーチング参照)
(3)
生産準備
• 部品供給装置の設定、ノズル割付の確認を行います。
(第6章生産手順参照)
(4)
生産プログラムの確認
• 搭載位置追尾、吸着位置追尾、吸着高さ追尾、測定を実施し生産プ
ログラムが正しいか確認します。
(第4章プログラム編集参照)
(5)
試打ち
• 連続生産を始める前に、1∼2枚程度試打ちを行い、搭載結果の仕
上がりを確認調整します。
(第6章生産手順参照)
(6)
連続生産
• 予定枚数分の基板を生産します。
• 部品切れが発生した場合は、部品を順次補給していきます。
(第6章生産手順参照)
END
搬送部の設定
(1)
搬送部の設定
• 搬送部を生産する基板に合わせて設定します。
(第6章生産手順参照)