KE2030取扱説明書Ver.2.01,和文Rev.09.pdf - 第326页
6 - 4 6-1-3-2. 基本的な調整 基本的な調整 基本的な調整 基本的な調整 (1) 搬送レール幅の調整 搬送レール幅の調整 搬送レール幅の調整 搬送レール幅の調整(図 6-1-3-1 ) 1) ハンドルシャフトにハンドノブ 35 を取付け,生産基板幅+ 1 mm にセットします。 2) 基板を搬送レールの全域にわたって動かし,スムーズに動くことを確認して下さい。 3) 調整が終了したらハンドノブは,取外し,本体側面にある台…
6 - 3
6-1-3.
基板搬送部の準備
基板搬送部の準備基板搬送部の準備
基板搬送部の準備
6-1-3-1.
基板搬送部の全体図
基板搬送部の全体図基板搬送部の全体図
基板搬送部の全体図
図
図図
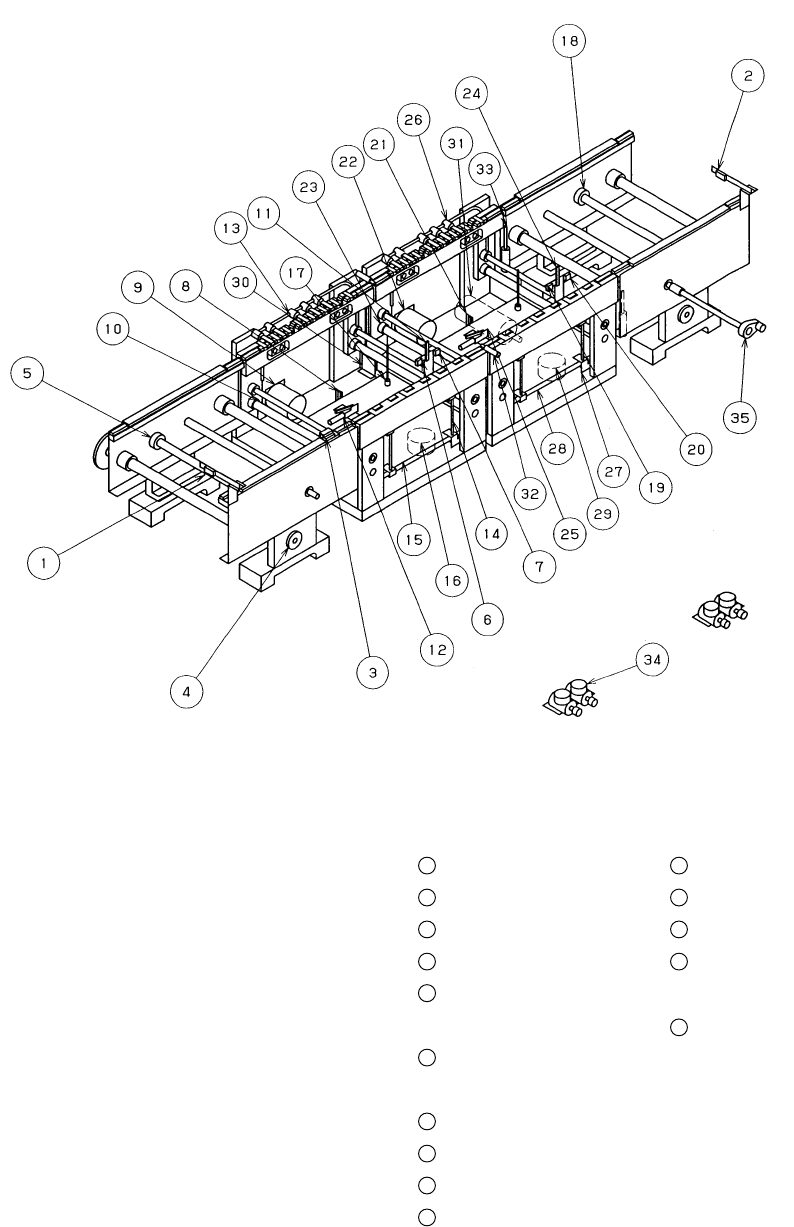
図 6-1-3-1
①
IN
センサ
⑪
入口側ストッパ
21
出口側
BU
センサ
31
YCモータ
②
OUT
センサ
⑫
入口側Xプッシャ
22
出口側センターモータ
32
C
.
基板チャックシリンダ
③
ウェイトセンサ
(外形基準オプション)
23
ドライブシャフト
(
出口側)
33
S
.
基板チャックシリンダ
④
IN
モータ
⑬
入口側Yプッシャ
24
出口側ストッパ
34
減圧弁
⑤
ドライブシャフト(IN)
⑭
入口側センタリングピン
25
出口側Xプッシャ
(外形基準オプション)
⑥
入口側ストップセンサ
⑮
入口側BUテーブル
(外形基準オプション)
35
ハンドノブ
⑦
入口側C
.
OUTセンサ
⑯
入口側BUモータ
26
出口側Yプッシャ
⑧
入口側BUセンサ
⑰
BUピン
(外形基準オプション)
⑨
入口側センターモータ
⑱
ドライブシャフト
(
出口側)
27
出口側センタリングピン
⑩
ドライブシャフト
(
入口側)
⑲
出口側ストップセンサ
28
出口側BUテーブル
⑳
出口側C
.
OUTセンサ
29
出口側BUモータ
30
YC原点センサ・
+リミット
センサ・−リミットセンサ
6 - 4
6-1-3-2.
基本的な調整
基本的な調整基本的な調整
基本的な調整
(1)
搬送レール幅の調整
搬送レール幅の調整搬送レール幅の調整
搬送レール幅の調整(図
6-1-3-1
)
1)
ハンドルシャフトにハンドノブ
35
を取付け,生産基板幅+
1 mm
にセットします。
2)
基板を搬送レールの全域にわたって動かし,スムーズに動くことを確認して下さい。
3)
調整が終了したらハンドノブは,取外し,本体側面にある台に置いて下さい。
危険
不意の起動による事故を防ぐため,電源を切ってから行って下さい。
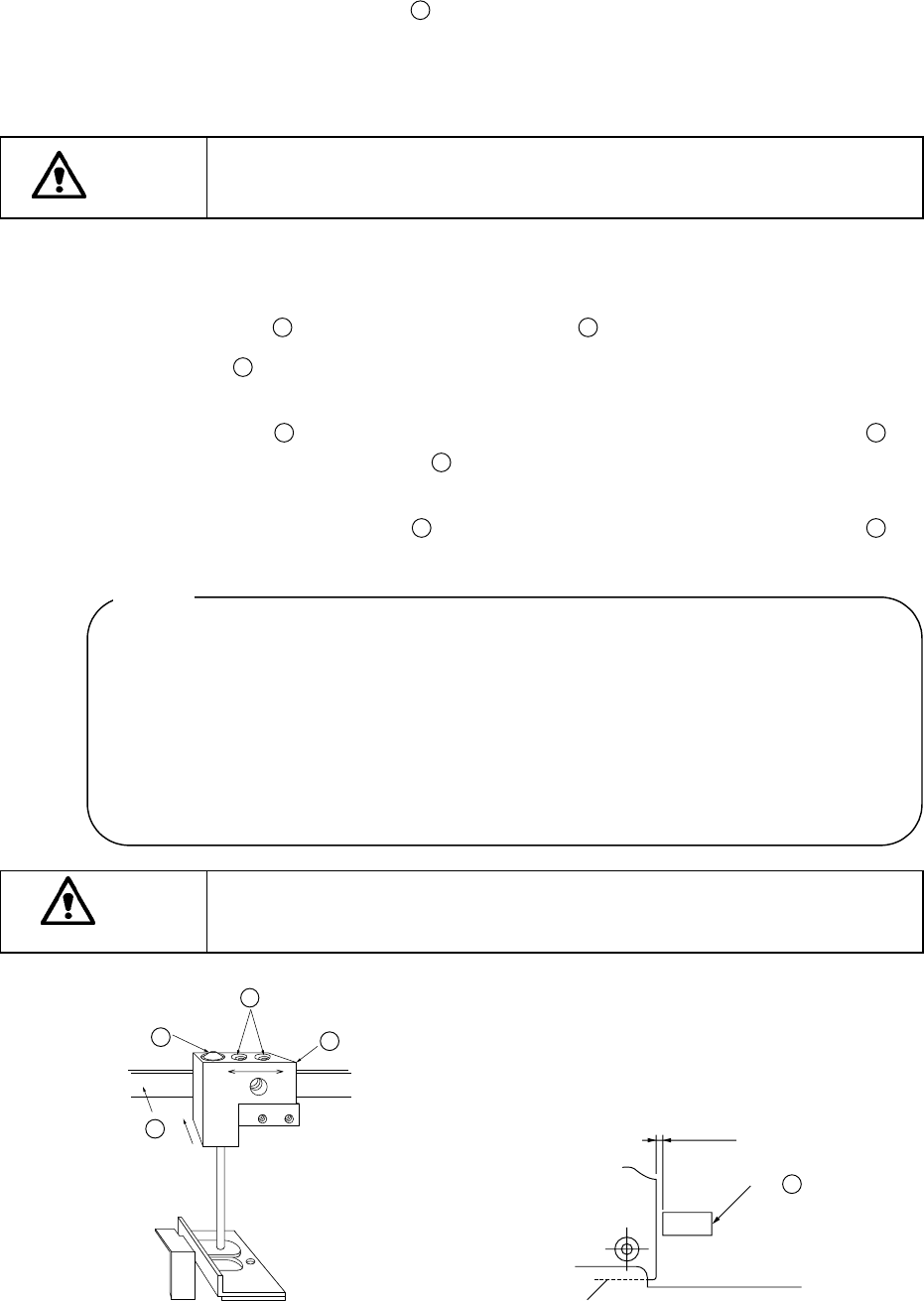
(2)
センタリングピンの
センタリングピンのセンタリングピンの
センタリングピンの調整
調整調整
調整(外形基準の場合,この項は不要です。)(図
6-1-3-2
,図
6-1-3-3
)
1)
本体の電源をオフし,エアバルブもオフにします。
2)
ガイドブロック
36
を固定している
M4
六角ボルト
37
を添付品ボールレンチで緩めます。
3)
ストッパ⑪
24
を手で動かし,基板の中央付近,切欠けは避けて,生産基板をストッパに
突き当てます。
4)
ガイドブロック
36
をX方向にスライドさせ,基板の基準穴とセンタリングピン⑭
27
を
合わせます。この時,ストッパ⑪
24
と基板の間に
0.5mm
のクリアランスを設けて下さ
い。クリアランスが小さすぎると基板がスムーズにセットされない場合があります。
5)
ガイドブロックをガイドレール
38
に矢印の方向に押しつけながら,
M4
六角ボルト
37
を
締め,ガイドブロックを固定して下さい。
①
上記
(2)
の
1)
から
5)
までの調整を電源オン,エアバルブオンの状態でマニュアル
制御の搬送系の個別制御と自動制御を使用しての調整も可能です。
②
センタリングピンを移動した時は,必ずマシンセットアップの基準ピンの位置を
再入力して下さい。入力されないとデータの基準の位置がズレてしまいます。
③
同一仕様の基板の場合,調整の必要はありません。
④
上記
(2)
の
1)
から
5)
までの調整は,電源を入れ,マニュアル制御の搬送系の個別
制御,または自動制御を用いても行えます。(第9章マニュアル制御参照)
危険
不意の起動による事故を防ぐため,電源を切ってから行って下さい。
0.5mm
図
図図
図
6-1-3-2
図
図図
図
6-1-3-3
⑭
27
37
38
36
⑪
24
押付方向
基板
注意:
注意:注意:
注意:
6 - 5
(3) バックアップピンのレイアウト
バックアップピンのレイアウトバックアップピンのレイアウト
バックアップピンのレイアウト
1) 生産基板に合わせてバックアップテーブル⑮
28
上にバックアップピン⑰を配置して下
さい。(標準で 8 本添付 M) 12 本(L) 16 本(E)
2) 基板裏面に部品がある場合は,これを避けて下さい。
QFP 等の搭載の精度が求められる部品の下には,バックアップピンを配置されると精度
の向上が計れます。
危険
不意の起動による事故を防ぐため,電源を切ってから行って下さい。
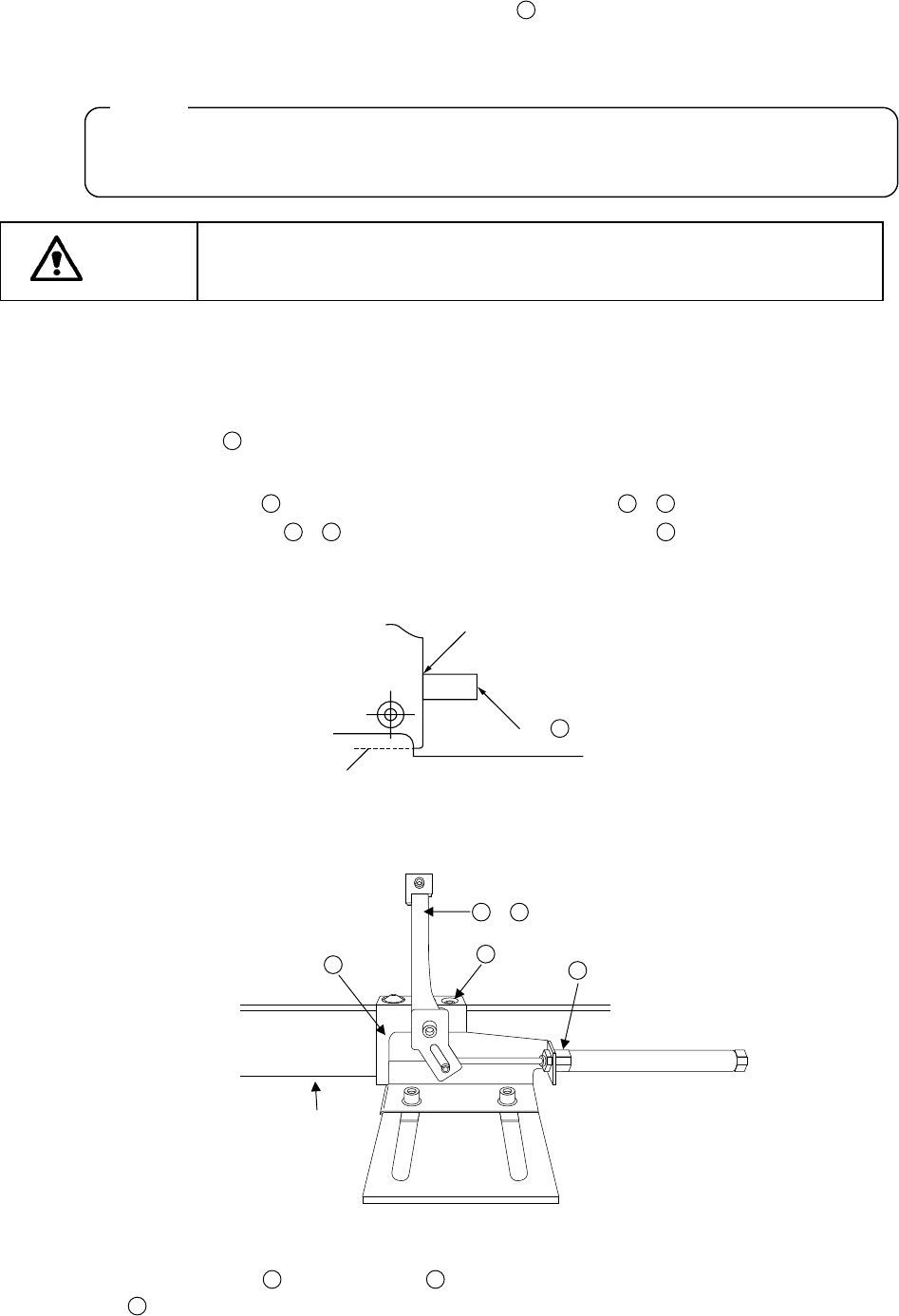
(4) 外形基準の調整
外形基準の調整外形基準の調整
外形基準の調整(ピン基準の場合,この項は不要です)(図 6-1-3-4,図 6-1-3-5,図 6-1-3-6)
1) 本体の電源をオフし,エアバルブもオフにします。
2) ストッパ⑪
24
を手で動かし,基板の中央付近,切欠けを避けて,生産基板をストッパに
突き当てます。
3) ガイドブロック
36
をX方向にスライドさせ,プッシャ A
44
,
45
を手で動かし,基板の
端面とプッシャ A
44
,
45
を合わせます。この時,ストッパ⑪
24
と基板を密着させて下
さい。
図
図図
図 6-1-3-4
図
図図
図 6-1-3-5
4) ガイドブロック
36
をサポートバー
38
に矢印の方向に押しつけながら,M4 六角ボルト
37
を締め,ガイドブロックを固定して下さい。
基板
密着
注意:
注意:注意:
注意:
⑪
24
44
,
45
37
38
36
押す方向