KE2030取扱説明書Ver.2.01,和文Rev.09.pdf - 第337页
6 - 15 6-2-1. 基板生産 基板生産 基板生産 基板生産 メニューバーの [ 生産条件−基板生産 ] を選択すると , 基板生産の生産条 件設定ダイアログが表 示さ れます。 図 6-2-1-1 を表示します。 図 図 図 図 6-2- 1-1 生産起動時(基板生産条件ダイアログ) 生産起動時(基板生産条件ダイアログ) 生産起動時(基板生産条件ダイアログ) 生産起動時(基板生産条件ダイアログ) 6-2-1-1. 基板生産条…
6 - 14
(4) 実行モード
各生産モードの実行には,実行モードが2種類用意されています。
NO
実行モード
内容
1
連続
生産が終了するまで,またはポーズ時に<STOP>スイッチを押して生産を中断する
まで連続で基板を生産します。
2
ステップ
移動の筋目でポーズ状態となります。
ポーズする場所
1
部品吸着位置へ移動後
2
搭載位置へ移動後
3
バッドマーク位置へ移動後
4
フィデューシャル位置へ移動後
5
部品廃棄位置へ移動後
6
その他XY移動完了後
再開は,<START>スイッチで行います。
連続の場合でも<STOP>スイッチを1回押して一時停止状態に移行します。
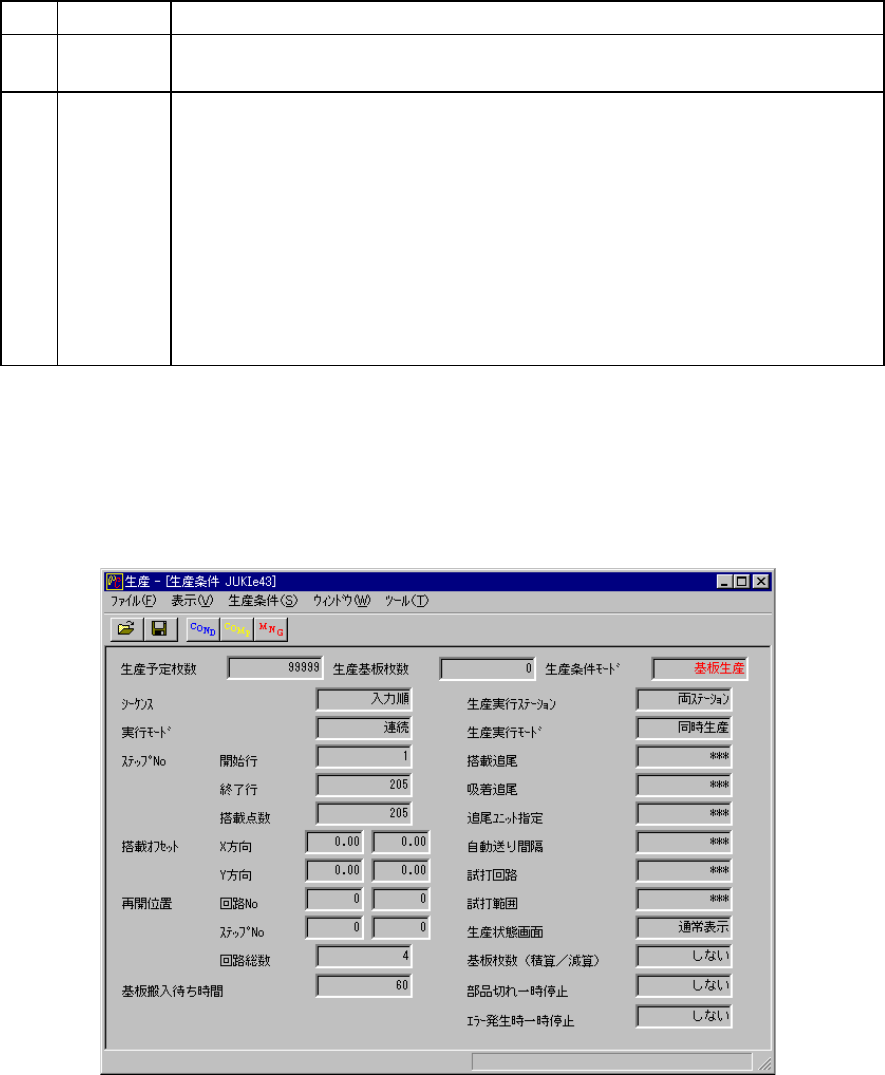
(5) 生産起動時は生産条件ダイアログで設定した内容・操作オプションで設定されている内容が表示
されます。
生産起動時の画面を図 6-2-2 で示します。
図
図図
図 6-2-2
生産条件画面(生産開始前表示画面)
生産条件画面(生産開始前表示画面)生産条件画面(生産開始前表示画面)
生産条件画面(生産開始前表示画面)
6 - 15
6-2-1.
基板生産
基板生産基板生産
基板生産
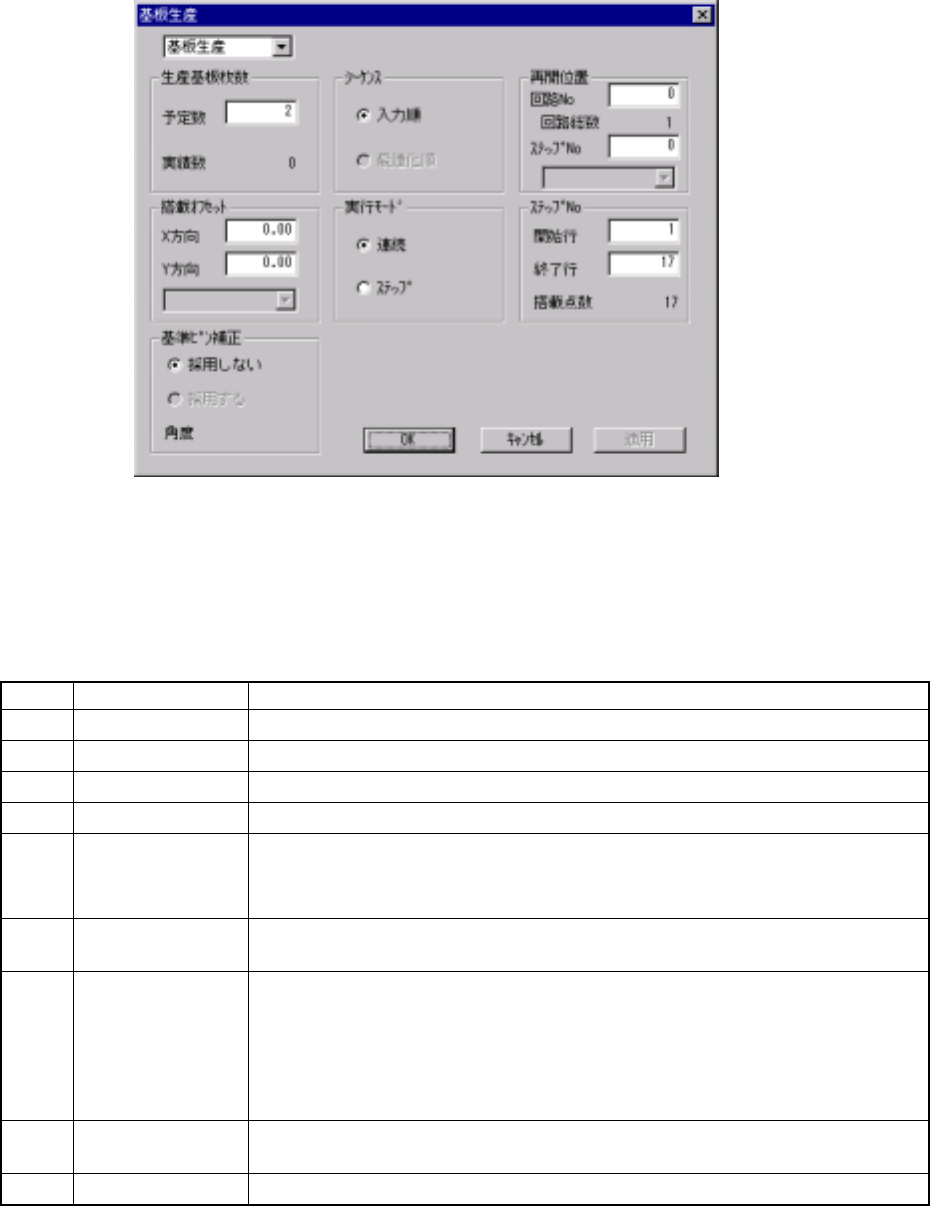
メニューバーの [生産条件−基板生産] を選択すると,基板生産の生産条件設定ダイアログが表示さ
れます。
図 6-2-1-1 を表示します。
図
図図
図 6-2-1-1
生産起動時(基板生産条件ダイアログ)
生産起動時(基板生産条件ダイアログ)生産起動時(基板生産条件ダイアログ)
生産起動時(基板生産条件ダイアログ)
6-2-1-1.
基板生産条件
基板生産条件基板生産条件
基板生産条件
(1) 設定項目
NO
項目
内容
1
設定項目切替
基板生産条件ダイアログ・試打ダイアログ・空打ダイアログの切替えが行えます。
2
生産基板枚数
生産を行う基板枚数を設定します。
3
シーケンス
搭載シーケンスを入力順か最適化順かを選択します。
4
実行モード
連続生産かステップ動作かを選択します。
5
ステップNO
搭載するデータの範囲を開始行番号と終了行番号で指定します。
搭載データの入力順で指定します。
シーケンスが最適化順のときは、入力できません。
6
搭載オフセット
全搭載位置の一括オフセットを指定します。本オフセットが搭載位置に加算され搭
載されます。
7
再開位置
生産スタート後の初回搬入時の基板に対して有効です。搭載を開始する回路と搭載
番号を指定します。
何らかの支障で搭載中の基板生産を中断した場合,本項目を設定することにより生
産を続行します。
部品を途中まで搭載して中断した基板に対して,残り分の部品を搭載する場合に有
効となります。
8
基板搬入待ち時間
出口ステーションに基板クランプ後,入口ステーションに基板が搬送され
IN
セン
サで検知されない場合,生産を開始させる為のタイムアウト時間を設定できます。
9
生産実行ステーション
生産を行うステーションを,左・右・両方のいずれかで指定します。
基準ピン補正の項は,操作オプションで設定した状態を表示するのみで,ここでは変更できません。
6 - 16
(2) 操作法
① 設定項目切替
基板生産条件ダイアログ・試打ダイアログ・空打ダイアログの切替えが行えます。
② 生産基板枚数
予定数を入力します。実績数は,生産が呼び出された時点で0にリセットされます。
通常は,予定数,実績数ともに初期状態ですが,操作オプションの“生産”ラジオボタンの
“生産基板枚数を積算する“の項がチェックされている時は,前回の生産時の予定数,実績
数が表示されます。この状態で生産を開始すると,前回の実績数からカウントを始め,予定
数に達するまで生産を実行します。また新たに予定数を設定しなおし,実績数を0にクリア
することにより,新規に基板を生産することもできます。
予定数に「0」を入力すると、無限枚の生産を予定します。
③ シーケンス
搭載シーケンスを入力順または最適化順のどちらを選択するかラジオボタンで設定します。
プログラム編集にて最適化を実行していないデータでは,最適化順は選択できません。
通常入力順がデフォルトで選択されていますが,作成された生産プログラムが初めて生産画
面で表示された際,最適化が行われていると最適化がデフォルトで選択されます。
④ 実行モード
連続生産か,ステップ動作かをラジオボタンで設定します。
⑤ ステップNO
搭載範囲を限定したい場合,開始行と終了行を入力します。搭載点数の項に基板の搭載点数
が表示されており,それぞれ初期値が表示されます。“シーケンス”が最適化順に設定された
場合は、この項目の設定は行えません。
⑥ 搭載オフセット
あるロットに特有なオフセット(印刷行程,基準穴あけ程度)がある場合,本項にXYのオ
フセットを入力すると入力分,搭載位置がオフセット出来ます。コンボボックスにより左右
ステーション毎に入力ができます。
⑦ 再開位置
部品を途中迄搭載し生産を終了した未完了の基板に対して有効になります。又,入力して特
定の位置から搭載することも可能です。コンボボックスでステーションを選択し、設定を行
います。片側ステーションのみ入力した場合は、入力ステーションは指定開始位置から生産
し、未入力ステーションは搭載の先頭から生産を開始します。ただし,生産基板枚数が2枚
以上の場合には,最初の2枚に対してのみ指定が有効です。
また、生産スタート時1枚のみ搬入の場合、入口側ステーションに再開位置が設定されてい
ても次の搬入時の基板に対して再開生産は行いません。
回路総数には,生産基板の回路総数が表示されています。
一面取り基板の場合は,回路総数は1が表示され,回路番号も1以外設定できません。
⑧ 基板搬入待ち時間
出口ステーションに基板クランプ後,入口ステーションに基板が搬送され IN センサで検知さ
れない場合搬送タイムアウトで生産を開始させる為のタイムアウト時間を設定できます。
⑨ 生産実行ステーション
生産を行うステーションを指定します。左・右ステーションを指定した場合は,片側のみの
生産となります。片側のみの生産を行う場合でも,生産プログラムでの吸着データは両ステ
ーション分作成ください。