KE2030取扱説明書Ver.2.01,和文Rev.09.pdf - 第624页
12 - 4 12-3. スティックフィーダの交換 スティックフィーダの交換 スティックフィーダの交換 スティックフィーダの交換 注意 XY 軸やヘッドの動作中に交換を行うと, スティックフィーダが, 動作部品に接 触し,人身及び装置に損傷を引き起こす恐れがあります。 XY 軸やヘッドの動作中は,スティックフィーダの取り外しは行わないで下さい。 生産に必要なフィーダを,生産プログラムに より指定された位置にセットした 後に残されたフィー…
12 - 3
12-2.
バルクフィーダの交換
バルクフィーダの交換バルクフィーダの交換
バルクフィーダの交換
注意
XY
軸やヘッドの動作中に交換を行うと,バルクフィーダが,動作部品に接触し,
人身及び装置に損傷を引き起こす恐れがあります。
XY
軸やヘッドの動作中は,バルクフィーダの取り外しは行わないで下さい。
生産に必要なフィーダを,生産プログラムにより指定された位置にセットした
後に残されたフィーダ間のフィーダ未セット位置全てに使用しない
8 mm
テー
プフィーダ等をセットし,手や指の入る隙間を無くし,安全が確保できる様に
して下さい。
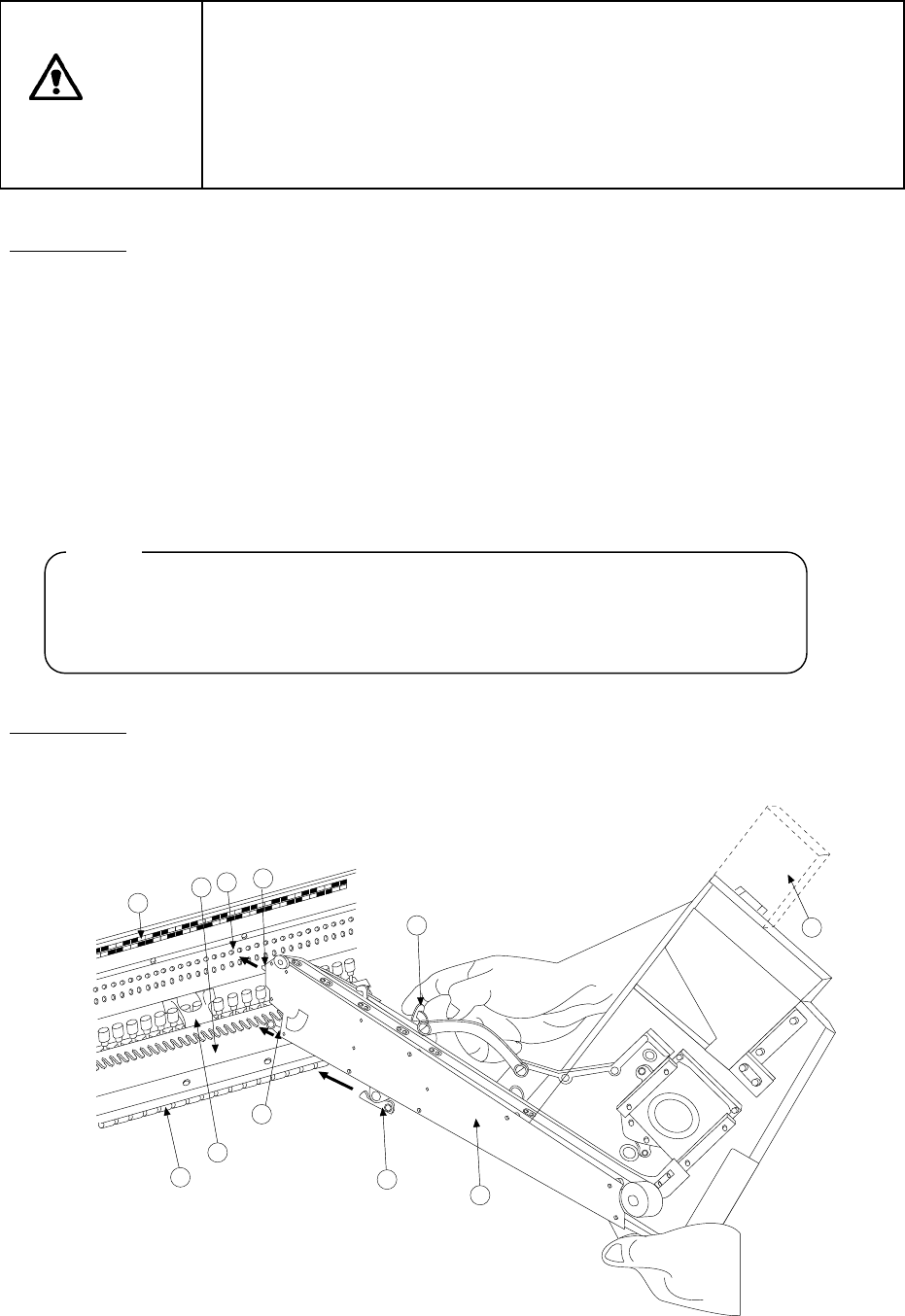
取り付け手順
1)
バルクフィーダ①の底面をフィーダバンク②の上に乗せます。
2)
バルクフィーダ①をスライドさせ,フィクシングプレートB⑦をガイドとしてテープフィーダの底
面のガイドピンを合せ,バルクフィーダ前面の位置決めピンをフィクシングプレート③の位置決め
穴に挿入します。その際,ロックホルダ⑨をロックシャフト⑧のV溝に合せる為に,ロックリリー
スレバー⑩でトグルクランプを解除した状態で,バルクフィーダの前面がフィクシングプレートに
突き当て,ロックリリースレバーによりロックホルダとロックシャフトをトグルクランプ方式でク
ランプしてバルクフィーダを固定します。
この時バルクフィーダ前面の位置決めピンが挿入されている穴の上にあるポジションラベル④の
番号が,バルクフィーダの装着位置を表します。
1)
バルクフィーダが浮いていたり,斜めになっていないかを確認して下さい。
2)
ケースホルダを必ず後側に固定して使用して下さい。
3) EIAJ
ケース⑪を装着したまま,リア側のバンクにセットしないで下さい。
取り外し手順
1)
ロックリリースレバー⑩によりトグルクランプを解除して,バルクフィーダ①を真っ直ぐ後ろに引
き取り外します。
9
6
7
8
2
4
10
5
3
1
11
図
図図
図
12-2-1
注意
注意注意
注意
:
12 - 4
12-3.
スティックフィーダの交換
スティックフィーダの交換スティックフィーダの交換
スティックフィーダの交換
注意
XY
軸やヘッドの動作中に交換を行うと,スティックフィーダが,動作部品に接
触し,人身及び装置に損傷を引き起こす恐れがあります。
XY
軸やヘッドの動作中は,スティックフィーダの取り外しは行わないで下さい。
生産に必要なフィーダを,生産プログラムにより指定された位置にセットした
後に残されたフィーダ間のフィーダ未セット位置全てに使用しない
8 mm
テー
プフィーダ等をセットし,手や指の入る隙間を無くし,安全が確保できる様に
して下さい。
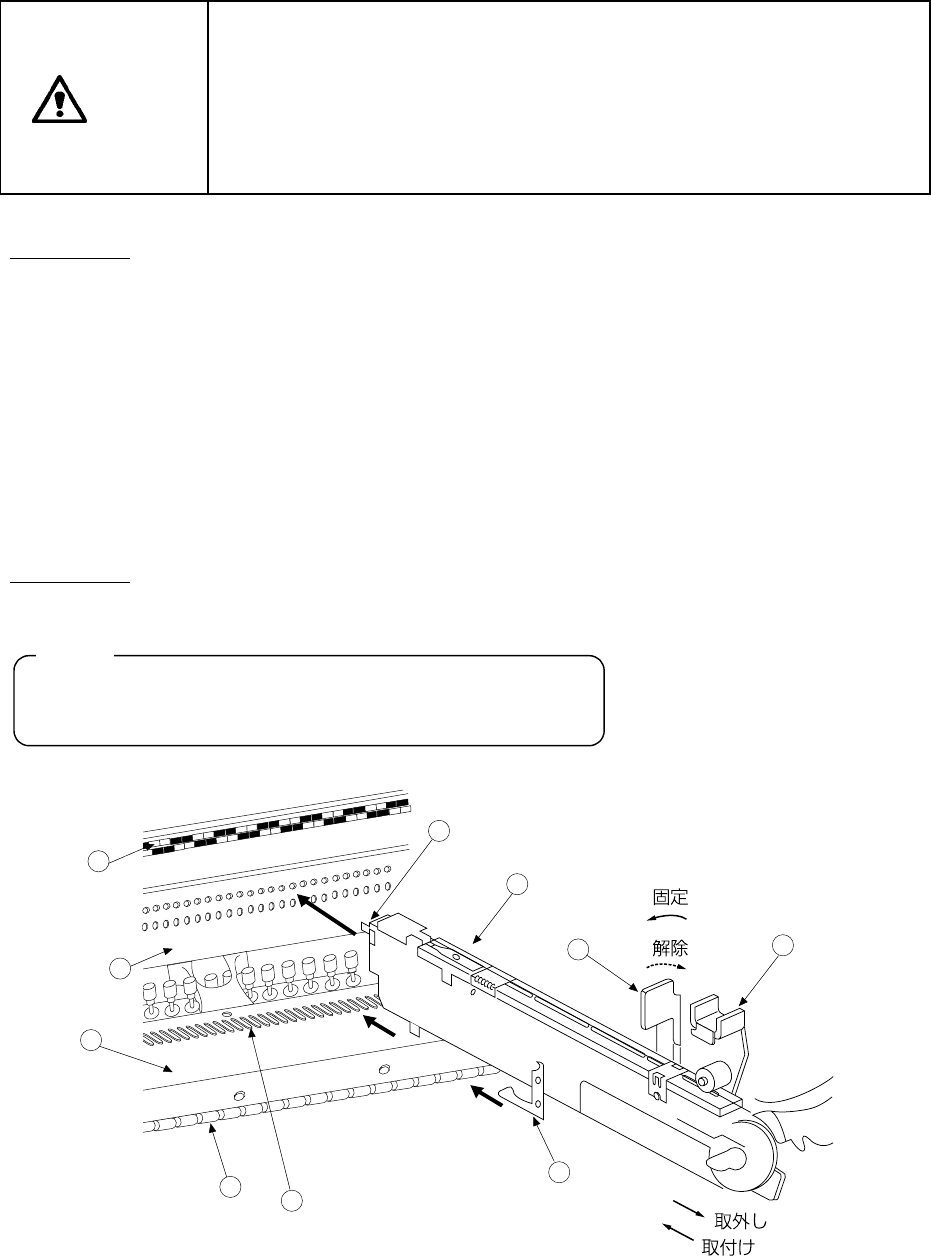
取り付け手順
1)
スティックフィーダ①の底面をフィーダバンク②の上に乗せます。
2)
スティックフィーダ①をスライドさせ,フィクシングプレートB⑦をガイドとしてスティックフィ
ーダの底面のガイドピンを合せ,スティックフィーダ前面の位置決めピンをフィクシングプレート
③の位置決め穴に挿入します。その際,ロックホルダ⑨をロックシャフト⑧のV溝に合せる為に,
トグルクランプ⑩を解除した状態で,スティックフィーダの前面をフィクシングプレートに突き当
て,トグルクランプ⑩でスティックフィーダを固定します。
この時スティックフィーダ前面の位置決めピンが挿入されている穴の上にあるポジションラベル
④の番号が,スティックフィーダの装着位置を表します。
取り外し手順
1)
トグルクランプを解除して,スティックフィーダ①を真っ直ぐ後ろに引いて取り外します
スティックフィーダ本体は,必ず底部を持って下さい。
上部だけを持つと,スプリング板の破損の原因となります。
5
4
2
3
8
7
1
9
11
10
図
図図
図
12-3-1
注意
注意注意
注意
:
12 - 5
12-4. FPI
(フィーダポジションインジゲータ)の取り扱い
(フィーダポジションインジゲータ)の取り扱い(フィーダポジションインジゲータ)の取り扱い
(フィーダポジションインジゲータ)の取り扱い
FP
I
は,フィーダバンクのナンバーラベル(フィーダ類の装着ポジションを示す番号シール)の前
方に位置し,ナンバーラベルのポジション番号に一対一で
LED
を有し,
LED
の点灯や点滅で視覚的に,
フィーダの装着位置や部品供給状態を知らせます。
以下
FPI
の機能を示します。
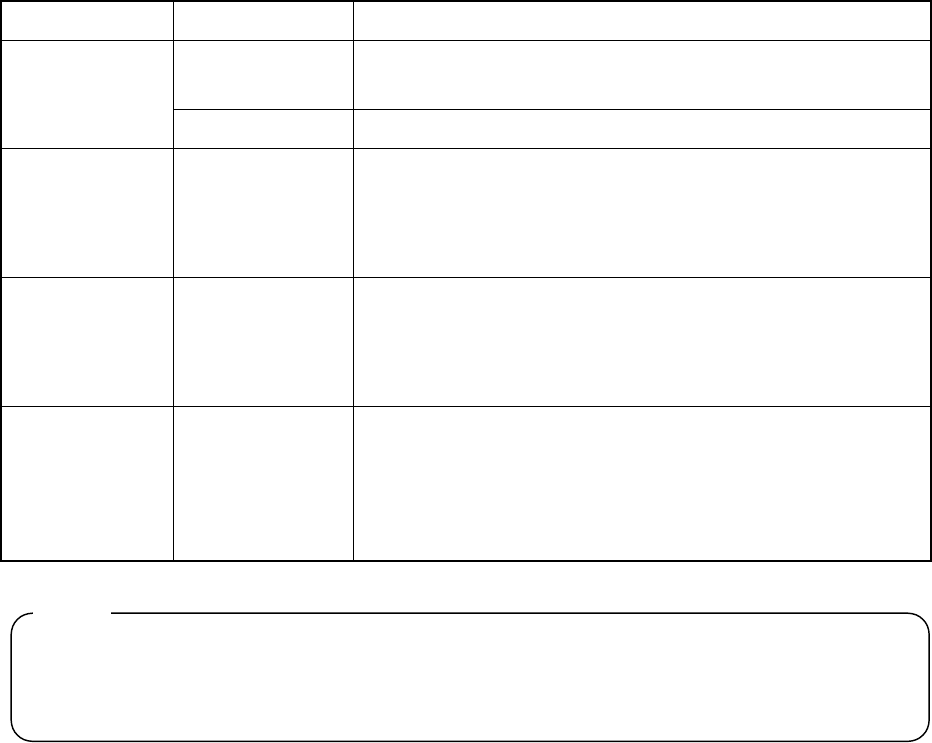
表
表表
表
12-4-1
機械状態
機械状態機械状態
機械状態
LED
状態
状態状態
状態
機
機機
機
能
能能
能
点滅 生産プログラムで指定されたフィーダ類の装着位置の位置決めピンを
挿入する穴)(番号)位置を示す。
段取り替え時
点灯 装着するフィーダのフィーダバンク上で占有する範囲を示す。
基板生産時 点滅 任意のフィーダの残り部品数が,生産プログラムの部品数設定で入力
した警告レベル(部品残数が残り少ない事を,知る為に設定した数値)
を下回った場合,該当するフィーダがセットされている位置の LED を
点滅させることにより,部品残数の少ないフィーダを知らせます。
部品切れ時 点灯 基板生産中に任意のフィーダにおいて,生産プログラムの部品数設定で
入力した初期値に対する残数が,0になった場合,該当するフィーダが
セットされている位置の LED を点灯させることにより,部品切れを起
こしているフィーダを知らせます。
マニュアル制御
使用時
フィーダノック
ピンの
ON :点灯
OFF:消灯
マニュアル制御のフィーダノックピン制御で,テープ送り動作又は単
純ノック動作を行った場合,制御位置における各フィーダの位置決め
ピン位置の LED をフィーダノックピンの動作に連動させて点滅させ
ることにより,どの位置のノックピンが制御されているかを示します。
供給部品の残数表示と部品切れ表示は,生産プログラムの基板生産のデータ切替の部品設定におい
て,フィーダ内の供給される部品数と同数或いは,相当数を正しく入力しなければ正しく表示され
ません。
注意
注意注意
注意
: