SM481(L)_PLUS_Admin(Chi_Ver2.4).pdf - 第226页
7-68 Fast Flexible Placer SM481(L) PLUS Administ rator’s Guide < 贴装 > 编辑框 请输入从为了贴装元件而头部的轴杆完成下降并停止时起到开始上升为止 的时间。 < 真空关闭 > 编辑框 贴装部件时, Head 的 S pindle 完成下降 处于停止状态后到开始上升时的时 间。 例如, 设置 成 ‘P lace’ 50,‘ 真空关 闭 ’ 1…
7-67
元件的登记
建议不设定补偿值(offset)地使用。
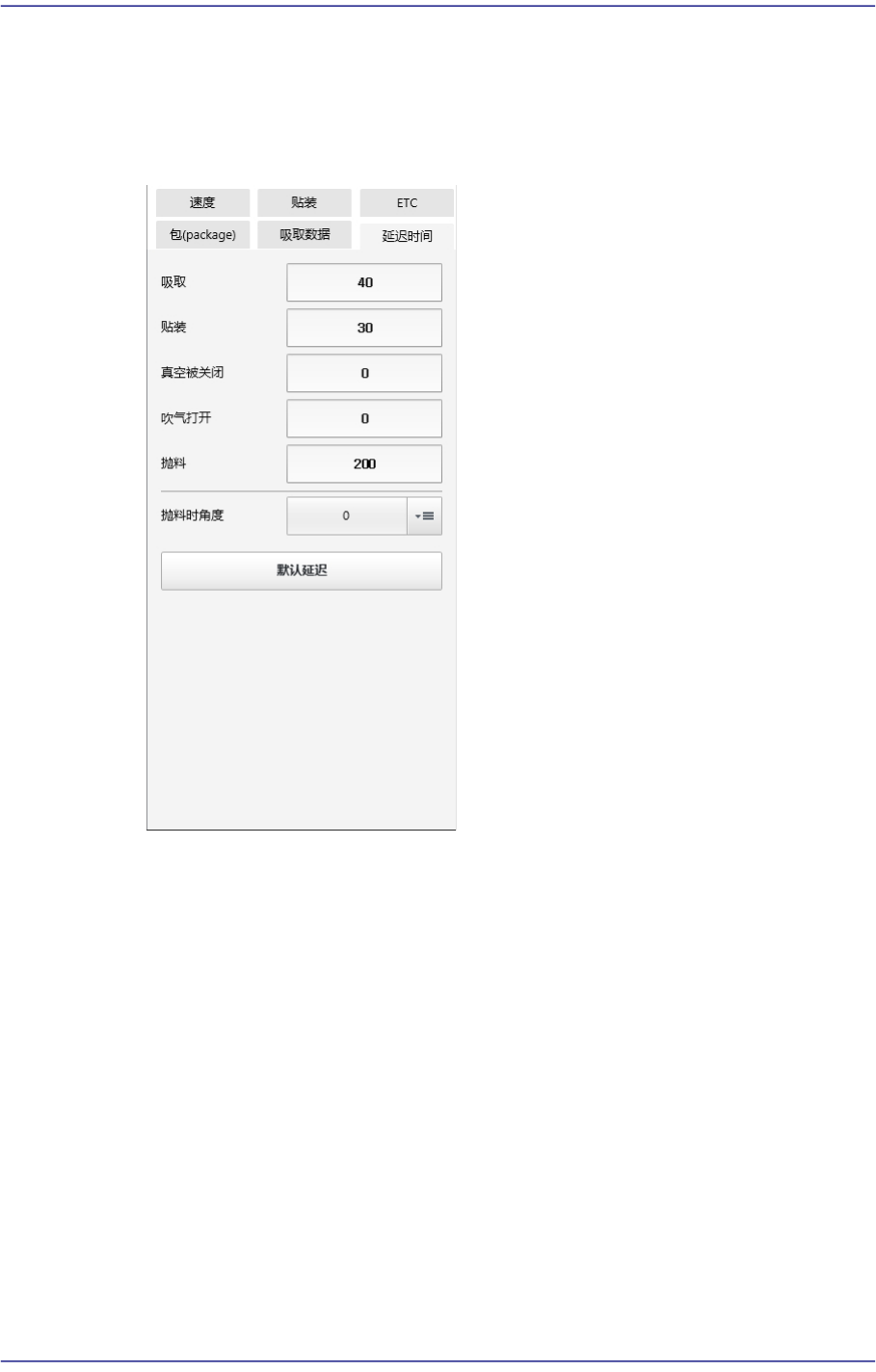
<延迟时间> 选项卡
头部的轴杆在进行元件的吸取、贴装及抛料作业时,可以针对有关头部动作的
相关延迟时间进行设定。
<吸取> 编辑框
请输入从头部的轴杆为了吸取元件而完成下降并停止时起到开始上升为止
的时间。
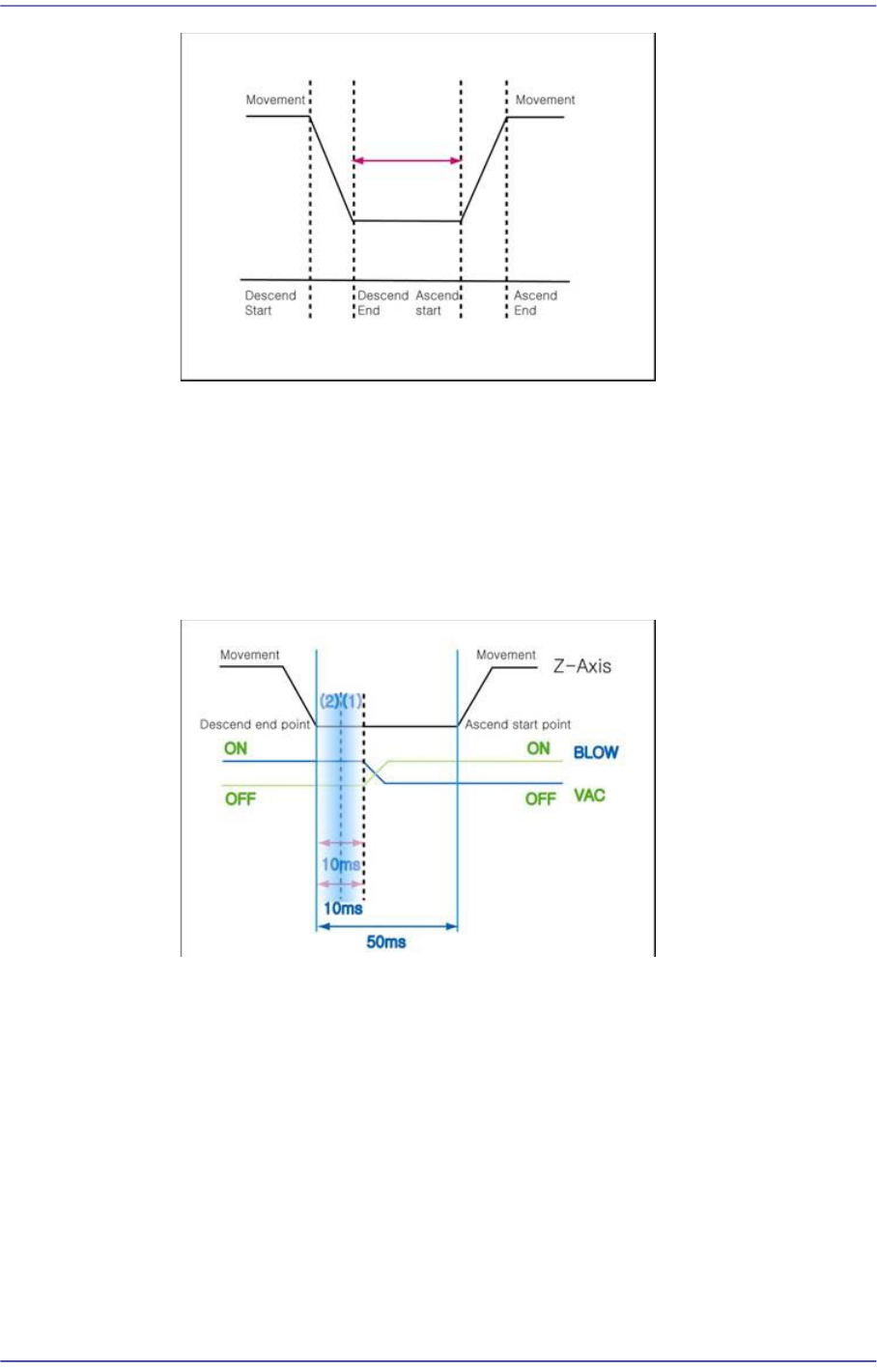
下面是“PickUp Delay Time”顺序图。
7-68
Fast Flexible Placer SM481(L) PLUS Administrator’s Guide
<贴装> 编辑框
请输入从为了贴装元件而头部的轴杆完成下降并停止时起到开始上升为止
的时间。
<真空关闭>编辑框
贴装部件时,Head的Spindle完成下降处于停止状态后到开始上升时的时
间。
例如,设置成‘Place’ 50,‘真空关闭’ 10, ‘吹气打开’ 10,
为 贴装(Place) 从Z轴完成下降的时点到完成所有程序Z轴开始上升为止
的所需时间为50ms。
真空关闭(Vac off) 10是指为贴装从Z轴完成下降的时点过10ms后将要关
闭空压的意思。
吹气打开(Blow ON) 10是Z轴完成下降的时点到 吹气打开 为止的延迟时
间。
一般 吹气打开(Blow ON)值设置成与真空关闭的时间相同的时间。
7-69
元件的登记
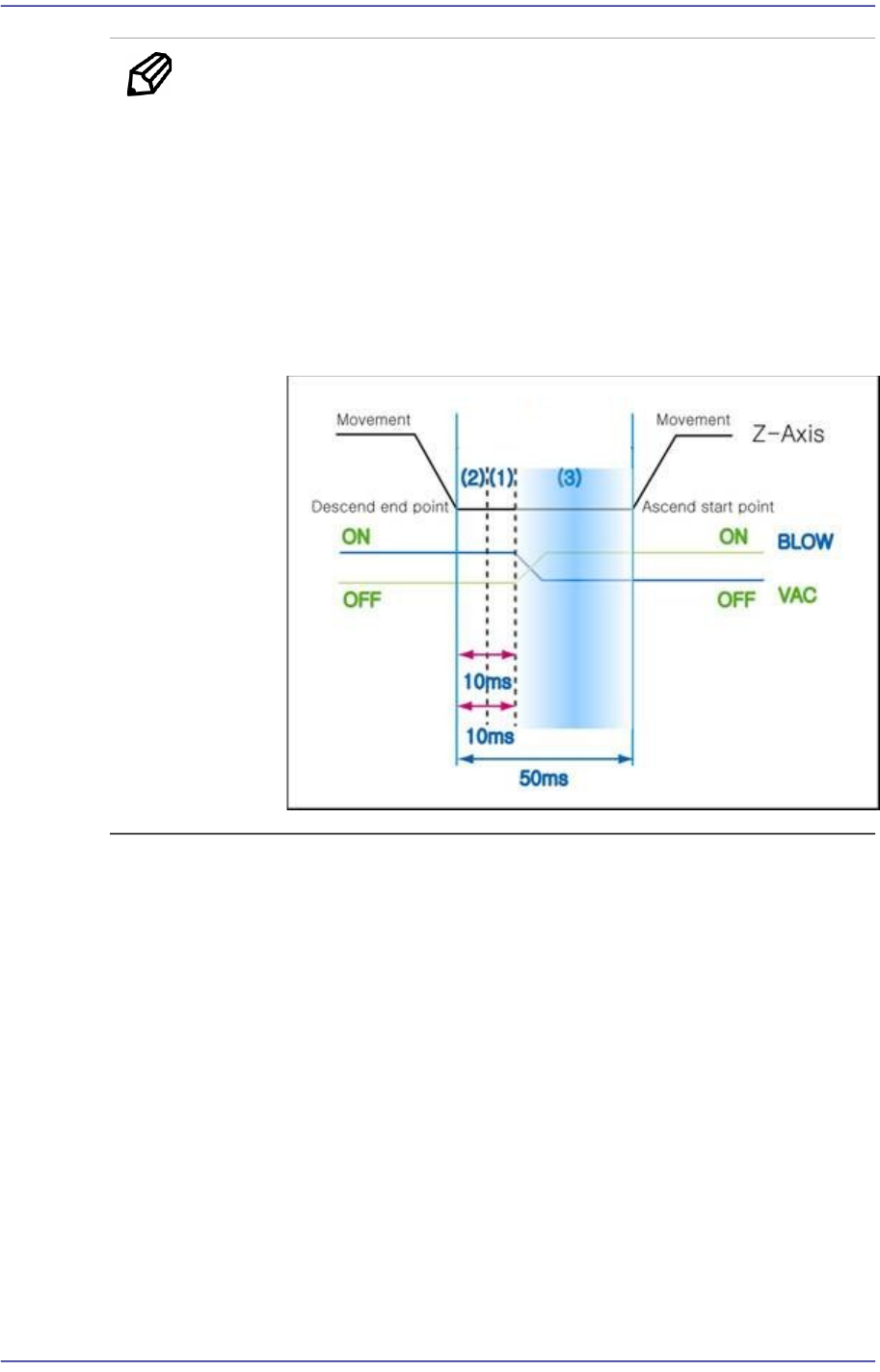
参 考 因部件不同,时间坐标的形状也不同。
例如,一般1608以上的贴片时
普通的贴片部件相当轻。因此如果完全消灭真空压力前Z轴上
升,则导致部件沿着头部(head)上升的途中在真空压力消灭的
时点重新降落到PCB的情况。
再说,下图(3)项目在各普通贴片中起相当重要的作用。
诸多试验及实验结果,(3)项需要少至10ms多至20ms的时间。
重要事项请牢记。.