SM481(L)_PLUS_Admin(Chi_Ver2.4).pdf - 第97页
4-15 Tools 简化操作 (shortcut) 菜单 图 4.5 “Conveyor System-Inline Status” 对话框 < 在线状态 > 领域 可手动操作 SMEMA 有关 Output , 并显示 Input 状态。 ( 亮灯 -On, 灭灯 -Off) DO-Not Busy (Pre.) 向以前设备发送已完成接受 PCB 准备的信号。 手动 发送信号时请点击右 侧的 <Not Bu…

4-14
Fast Flexible Placer SM481(L) PLUS Administrator’s Guide
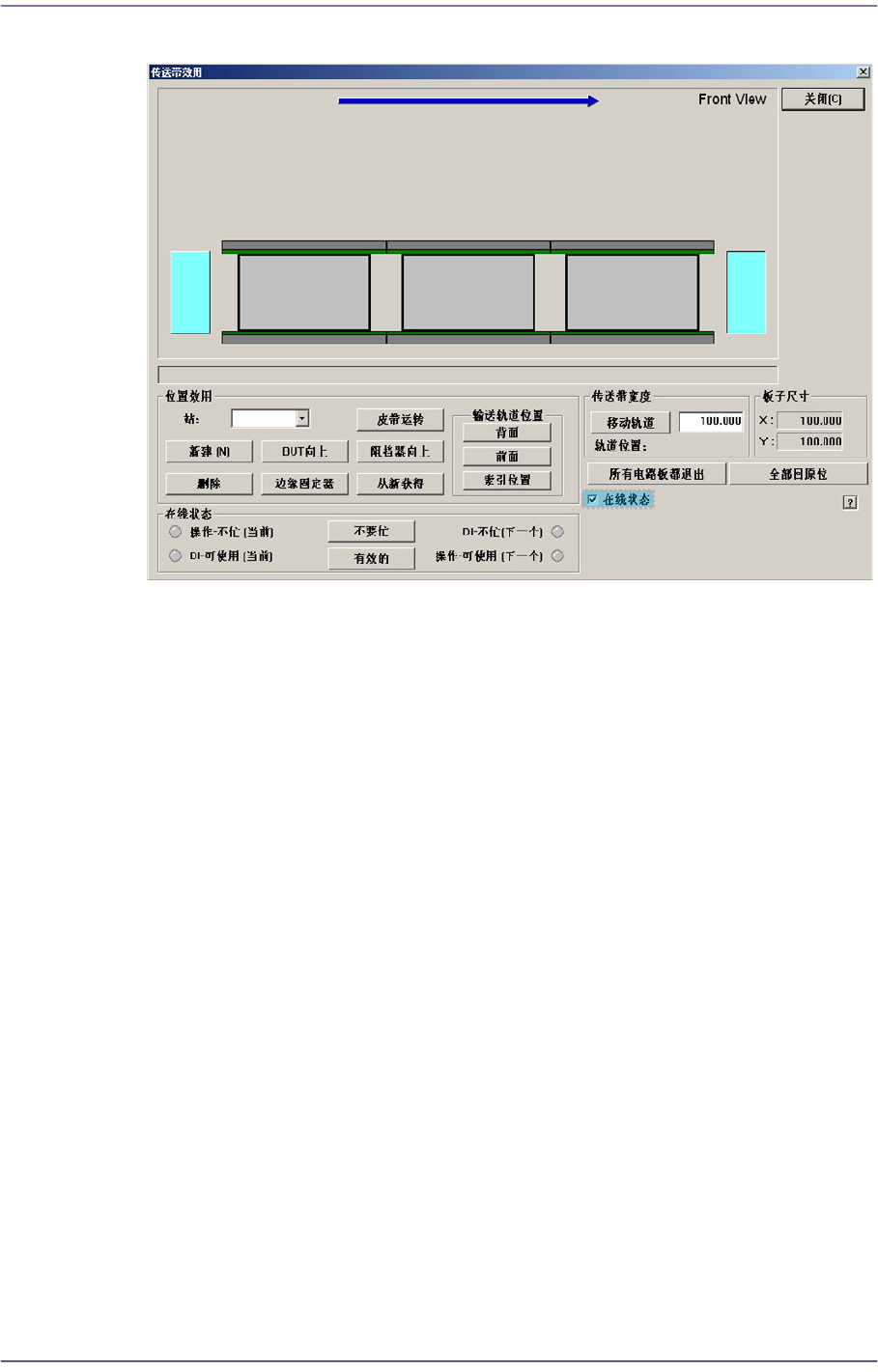
4.5.2. Manual Control 功能
执行Backup Table /Stopper /Fixer等的手动操作时使用的功能。
具有对输送机 Entry, Working, Exit Staiton的 BUT, Stopper, EdgeFixer, 输送带驱动等
手动操作功能。
<位置功能> 领域
<站> 组合框
选择当前作业中的Conveyor Station。(StationF1, StationF2, StationF3)
< BUT向上/向下> 按钮
<Current Staion> 组合框中选择 ‘Working’时,执行 Backup Table的 Up /
Down。
<制动器向上/向下> 按钮
执行Stopper的Up /Down。
<Edge Fixer> 按钮
<Current Staion> 组合框中选择‘Working’时,执行 Edge Fixer的操作。
<带运转> 按钮
操作所选Station的驱动Belt。
<新建 [N]> 按钮
利用<Delate>按钮,只在消除PCB的Station时功能被激活。为了消除作业中
发
生错误的PCB后在对应Station上手工投入新的PCB时使用。
<删除> 按钮
为了在程序上强行删除投入在被选Conveyor Station的PCB时使用。也就是
说作业中发生错误时,在对应Station上手工消除PCB时使用。
<传送带宽度> 领域
可手动调整输送机的宽度。
<移动栏> 按钮- 在旁边的编辑框中输入 Conveyor宽度后点击此按钮,以相应
尺寸调节 Conveyor 宽度。
<所有电路板都退出> 按钮
排出输送机上的所有PCB。
<Inline Status…> 选择框
显示Conveyor上错误急救措施及对In-Line Status, Rail Width, Clear Station, Reset
Station可选择的Menu生成和动作状态。
4-15
Tools
简化操作
(shortcut)
菜单
图
4.5 “Conveyor System-Inline Status”
对话框
<在线状态> 领域
可手动操作SMEMA有关Output,并显示 Input状态。 (亮灯-On, 灭灯-Off)
DO-Not Busy (Pre.)
向以前设备发送已完成接受PCB准备的信号。 手动发送信号时请点击右
侧的 <Not Busy> 按钮。
DI-Available (Pre)
从以前设备接受已完成发送PCB准备的信号。
DI-Not Busy (Next)
从以后设备接受已完成接受PCB准备的信号。
DO-Available (Next)
向以后设备发送已完成传送PCB准备的信号。手动发送信号时请点击右
侧的<Available>按钮。
4-16
Fast Flexible Placer SM481(L) PLUS Administrator’s Guide
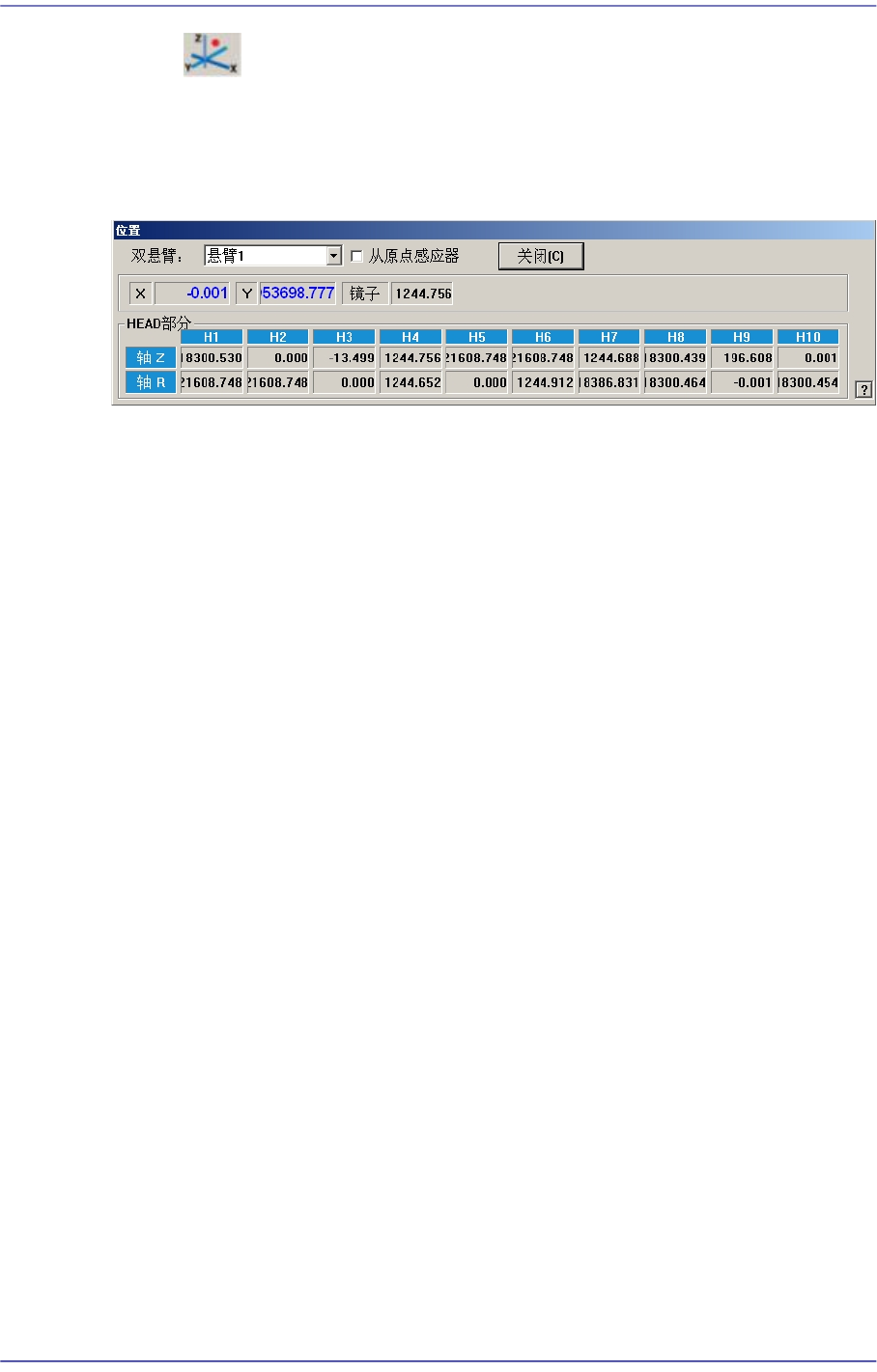
4.6. 当前位置
主要在示教或校正时有必要参考各驱动轴的当前坐标时使用。 选择该命令时,在
MMI基本画面上显示如下的对话框。
图
4.6 “
位置
”
信息框
<双悬臂> 组合框
选择想要确认坐标的Gantry。
<从原点感应器> 选择框
用于确认磁头的吸嘴末端从Z轴home sensor位置下降多少。
X
表示以原点为准时,头1在 X方向的当前坐标值。
Y
表示以原点为准时,头1在 Y方向的当前坐标值。
<HEAD部分> 领域
Head 1/Axis Z
表示尚未选择<从原点感应器>选择框时,从PCB顶面到磁头1吸嘴末端的
高度。
Head 1/Axis R
表示从磁头1的Theta轴home位置旋转的当前角度。
Head 2/Axis Z
表示尚未选择<从原点感应器>选择框时,从PCB顶面到磁头2吸嘴末端的
高度。
Head 2/Axis R
表示从磁头2的Theta轴home位置旋转的当前角度。
Head 3/Axis Z
表示尚未选择<从原点感应器>选择框时,从PCB顶面到磁头3吸嘴末端的
高度。
Head 3/Axis R