Q170226E01 中文版.pdf - 第107页
rh5 服务手册 5.1XY工作台定位 器和导 轨检查和调整 5.1 − 1 1 da3s ec − 83 − 8h0 − a0 5.1 XY 工 作 台定 位 器 和 导 轨 检 查 和 调整 判决编号。 da3sec − 83 − 8 h0 − a0 定位器销 轴检查 1. 松开锁紧螺 钉,从定位器 杠杆上拆下销 钉。 带着那个 千分尺,测 量销的直径。 在这 里,检 查直径 是正确的。 =参考= 如果定位销 太紧,无法拆 卸,请拆…

rh5
服务手册
5.0
−
1
判决编号。
da3sec−83−000a0
5. 维修指南
(机械)
本章包括在执行安装、检查时如何检查、调整和修理的解释。
•
为了避免人身伤害,必须遵守正确的维修程序。
•
请务必仔细阅读本手册中的“安全预防措施。
•
有关如何操作RH5的操作手册。
•
本章中提到的工具和夹具不附带RH5。 提前做好准备。
rh5
服务手册
5.1XY工作台定位器和导轨检查和调整
5.1
−
1
1
da3sec−83−8h0−a0
5.1
XY工作台定位器和导轨检查和调整
判决编号。
da3sec−83−8h0−a0
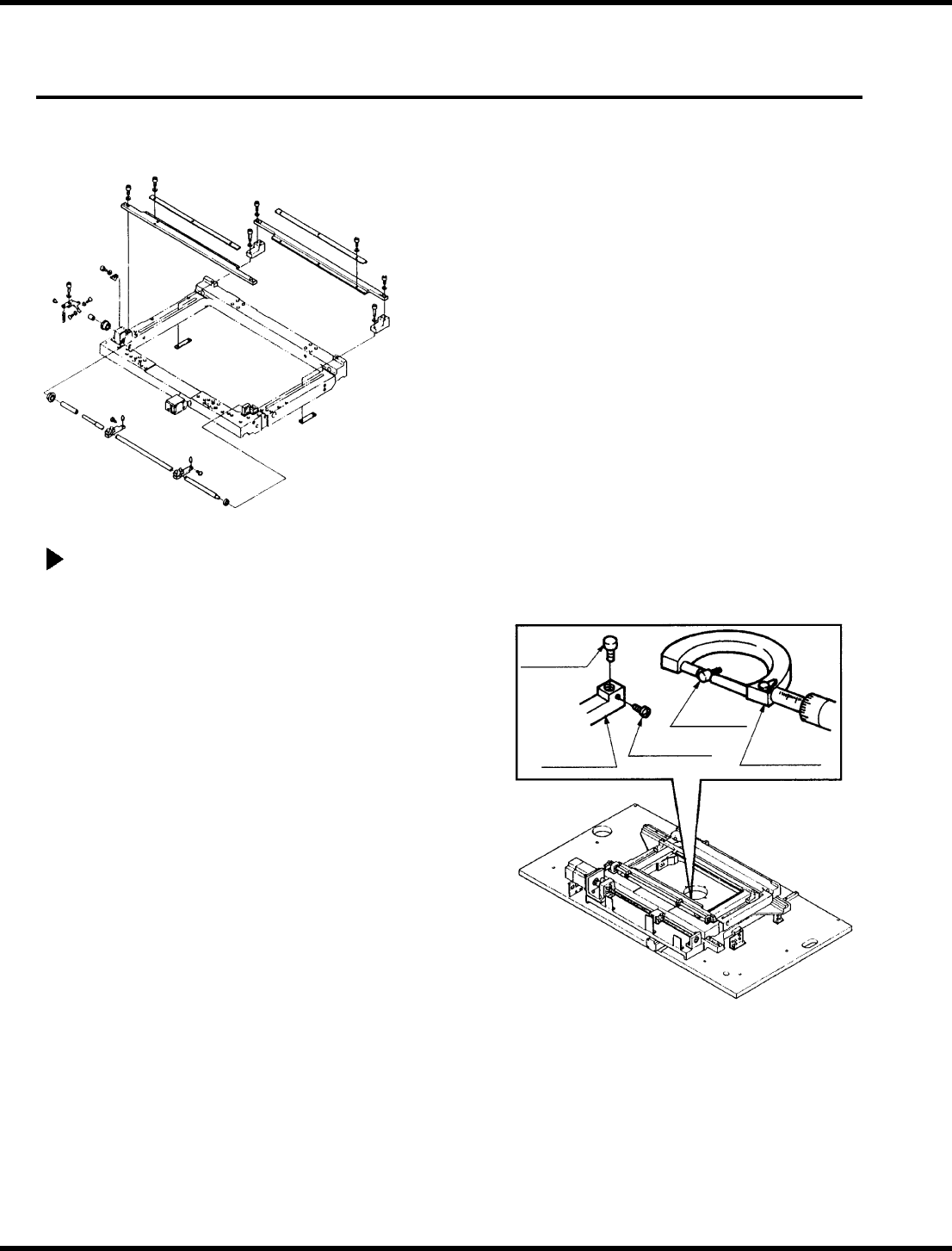
定位器销轴检查
1.
松开锁紧螺钉,从定位器杠杆上拆下销
钉。 带着那个
千分尺,测量销的直径。 在这里,检查直径
是正确的。
=参考=
如果定位销太紧,无法拆卸,请拆下整个
杠杆,然后用销提取器拆下销钉。
2.
随着引脚的提取,滑动PC板沿轨检查,以确
保它滑动,而不捕捉或招致其他不规则。
3.
将X−Y表导轨之间的距离扩大到最大PC板所需
的距离。 连接杠杆−操作刻度盘规
到上机架并设置测量针,使其与定位器的轴
侧接触。 在X方向上滑动X−Y表,检查轴与机
架的平行度在0.03mm以内。
=参考=
如果用手滑动X−Y表,确保表不向Y方向滑
动。
什么时候表演
•
更换定位器后
•
当在执行教学时需要从PC板中心向外部
进行太多的校正时(PC板相对于X−Y表倾
斜)。
所需工具
•
千分尺
•
开槽螺丝刀
•
杠杆−操作刻度盘规
•
塑料尖锤钢规则
•
钢铁法则
千分尺
锁螺丝
定位杆
定位销
定位销
rh5
服务手册
5.1XY工作台定位器和导轨检查和调整
da3sec−83−8h0−a0
5.1
−
2
2
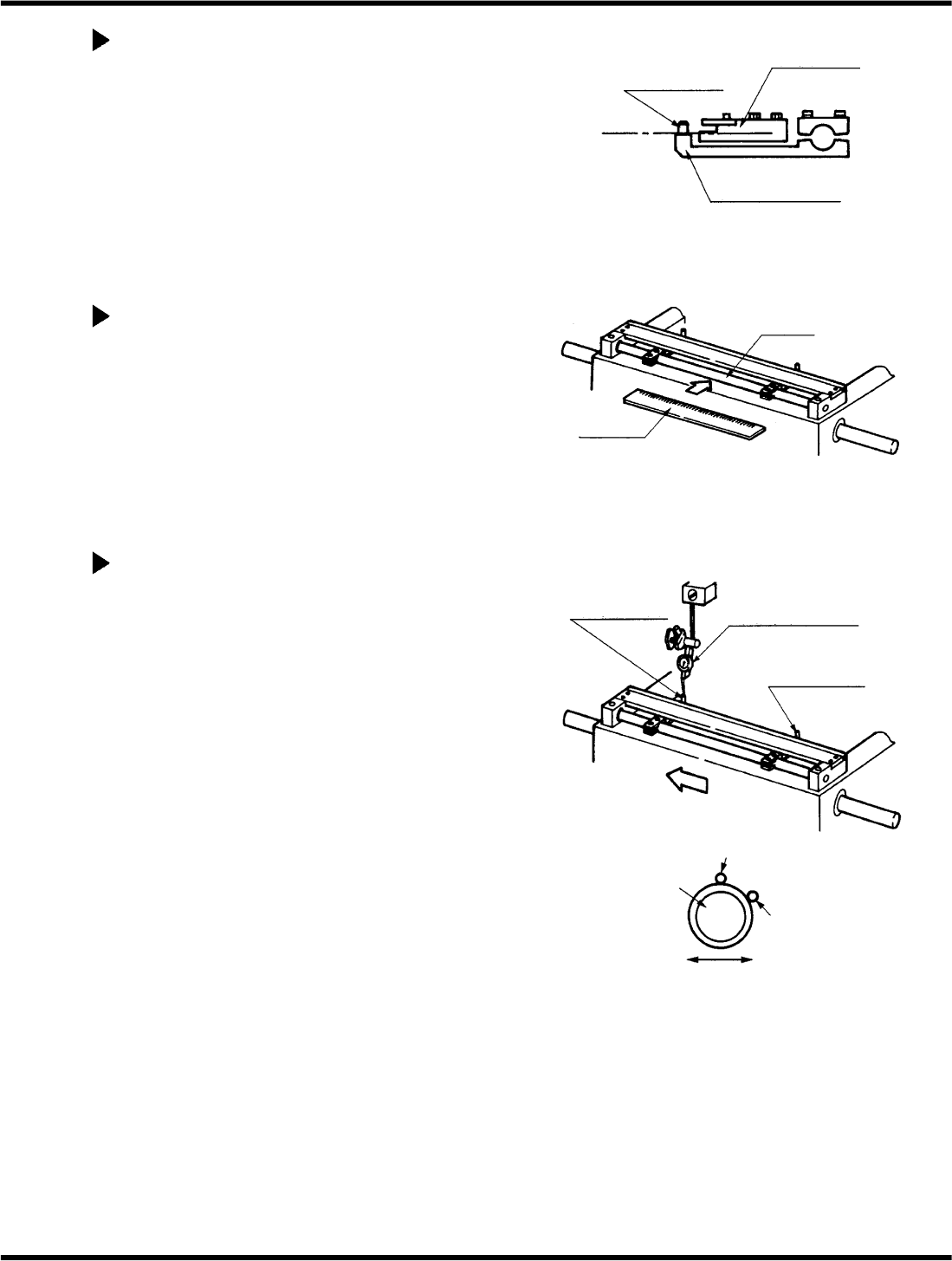
定位器杠杆高度检查
1.
用钢规或其他刻度尺,检查它接触PC板的导轨
的高度,以及顶部表面的高度
定位器杠杆是一样的。
定位器轴直线度检查
1. 将钢规平压在轴上,检查轴在任何地方都
没有弯曲。
测量定位器引脚与X
−
轴平行
度
1.
在头侧的基板顶部附加刻度盘规。
2.
将测量针设置在定位器引脚(参考侧)
的侧面)。 使刻度读数为“0”
(参考点)。
=参考=
将测量针设置在定位器引脚上,如左所
示。
3.
用手将X−Y表向X方向滑动,以确保测量
针接触定位器销(移动侧)的侧面,检查
平行度在0.03mm以内。
测量针定位销
不要在这里设置测量
针。
十个方向
定位销
导轨
(滑板)
定位杆
(移动杠杆)
轴
钢铁法则
定位销(参考
侧)
杠杆−操作刻度
盘规
平行:
在0.03毫米以内
定位销(移动
侧)
向X方向滑动。