Q170226E01 中文版.pdf - 第184页
rh5 服务手册 5.26给料 机槽及位置检 查及调整 da3s ec − 83 − 9j0 − a0 5.26 − 2 2 馈线车厢 位置调整 1. 松开安装螺 栓(X4),将 馈线托架固定 到位。 调整一下 保持架左右 ,直到进料位 置正确( V − 切割形 状)。 =参考= 调整,使左 右两端的持有 者相互平行。 前。 如果Z 轴编号的引 线。 有一 个V − 切割形状, 但不是。 不, 松开安装螺 栓,将支架 固定在Z6 0侧,…
rh5
服务手册
5.26给料机槽及位置检查及调整
5.26
−
1
1
da3sec−83−9j0−a0
5.26
馈线单元馈电螺距和位置检查和调整
判决编号。
da3sec−83−9j0−a0
什么时候表演
•
当零件引线不容易安装在导向卡
盘孔内时。
•
当插入错误频繁发生时。
所需工具
•
艾伦扳手
饲料螺距检查
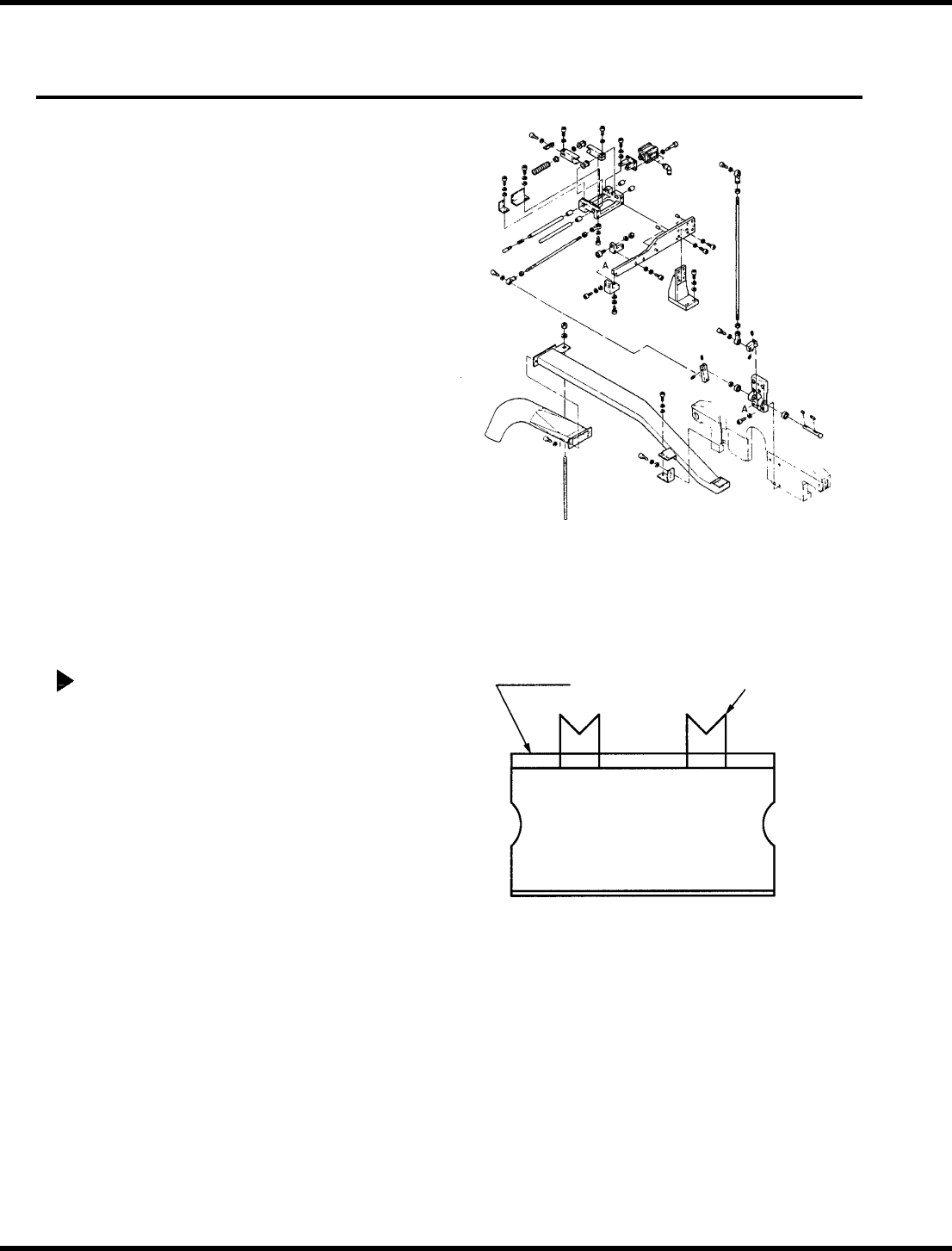
1.
将模式设置为AUTO并插入
构成部分。 这时,检查一下
切割引线端的形状如图所示(V−切割)。
=检查=
确保要插入的组件已用胶带量规检查。
=参考=
检查时使用5.0毫米零件盒式磁带。
录像带浪费
切割状态
rh5
服务手册
5.26给料机槽及位置检查及调整
da3sec−83−9j0−a0
5.26
−
2
2
馈线车厢位置调整
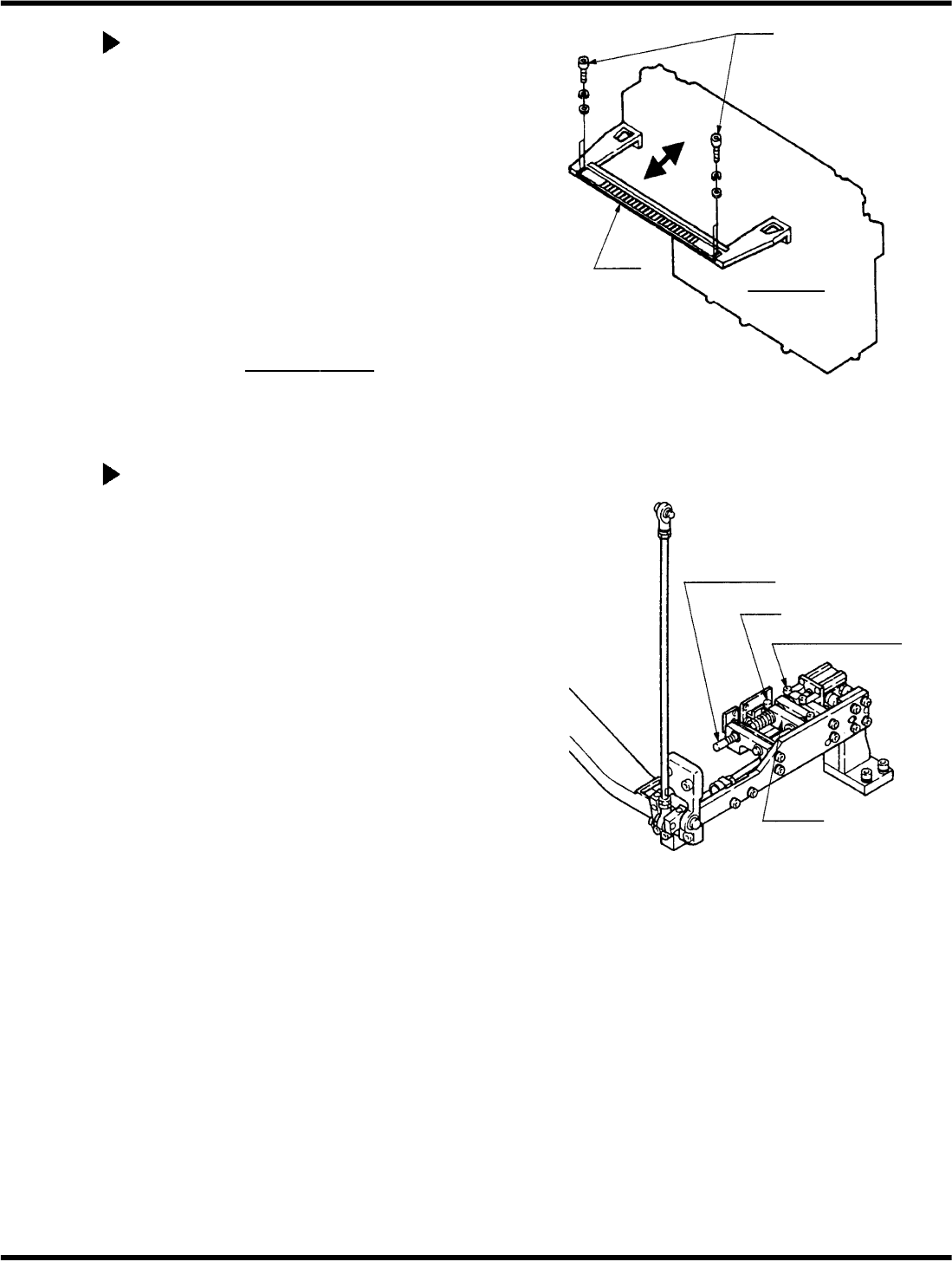
1.
松开安装螺栓(X4),将馈线托架固定到位。
调整一下
保持架左右,直到进料位置正确(V−切割形
状)。
=参考=
调整,使左右两端的持有者相互平行。
前。 如果Z轴编号的引线。 有一个V−
切割形状,但不是。 不,松开安装螺
栓,将支架固定在Z60侧,并调整它
符合No。 作为参考。
2.
调整完毕后,调整给料机,确保给料间距和给
料机车厢位置。
博尔特
调整进给螺距(凸轮进给调
整)
1.
将零件盒式磁带设置为Z轴编号。 1.
=参考=
调整时使用5.0毫米零件盒式磁带。
2.
打开子−控制面板上的有限元锁定释放。
3.
转动手轮将数字顺序计时器设置为
290°。
=参考=
设置为290°可以获得正确的馈电螺
距。
持有
喂奶器 马车
推轴
博尔特
汽缸前后螺栓
杠杆B
rh5
服务手册
5.26给料机槽及位置检查及调整
5.26
−
1
3
da3sec−83−9j0−a0
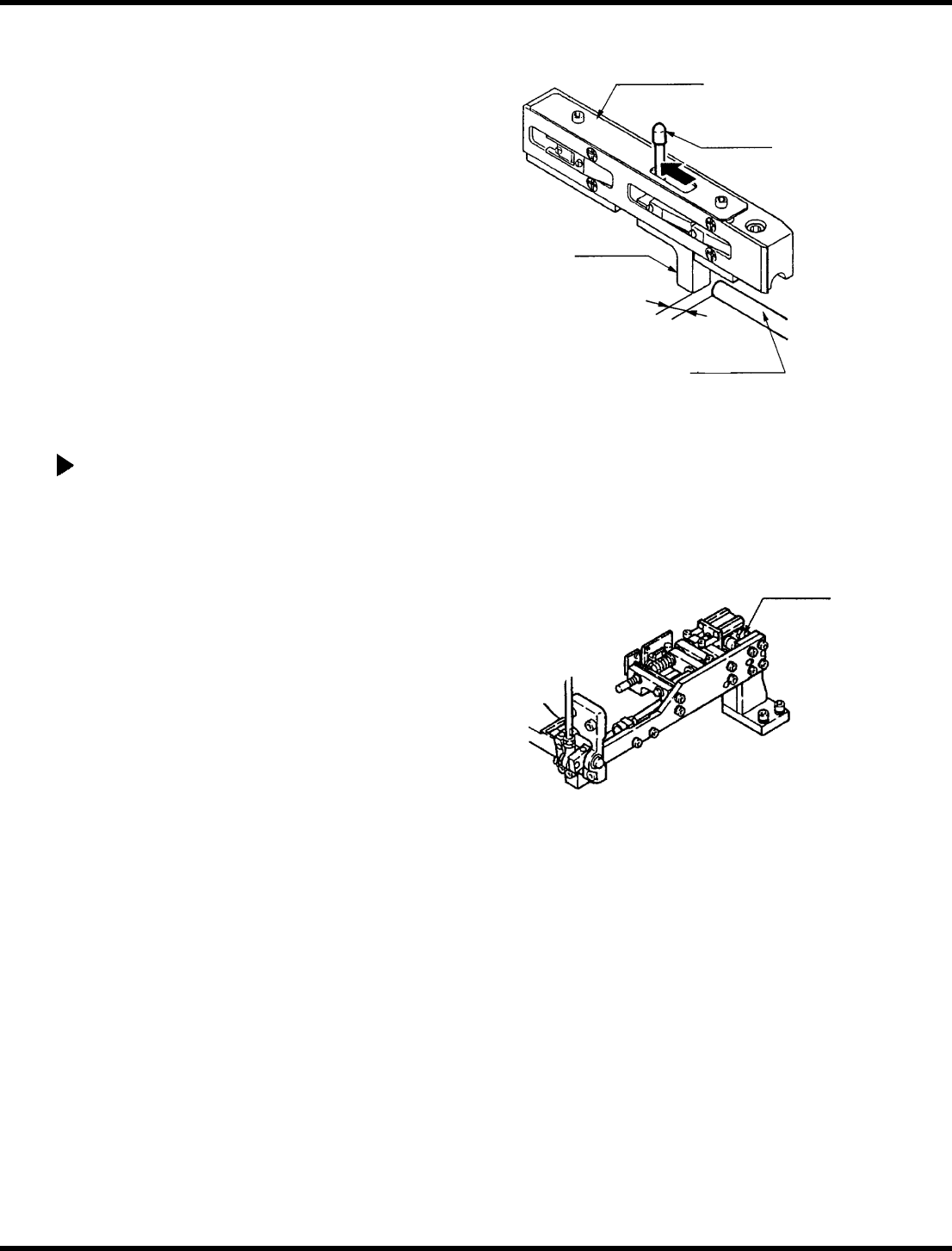
4.
将弹簧销完全向箭头方向移动,并检查之间的间
隙
进料滑块和推杆轴在停止时使用测厚仪为1.1±0.1
毫米。
=参考=
零件盒式磁带有两种类型:新的和旧的。 工
厂−配备的磁带是新的类型。 旧型盒式磁带
的间隙应为0.6±0.1毫米。
5.
如果无法获得正确的间隙,请松开螺栓以脱离推杆
轴。
6.
移动推杆轴到−和−来调整间隙。
7.
调整后,重新拧紧螺栓,固定推杆轴。
零件盒
调整进料(气缸进料)
1.
转动手轮将数字顺序计时器设置为0°。
2.
关闭有限元锁定释放在
子−控制面板,然后打开PARTS
给料机。
3.
用箭头方向移动弹簧销,用厚度检查进给滑块与
推杆轴之间的间隙为1.1±0.1mm
当它停止的时候。
4.
如果无法获得正确的间隙,则松开气缸的前后螺
栓,然后
将气缸来回移动以调整进料间隙。
5.
调整后,重新拧紧螺栓,固定气缸。
汽缸
前/后螺栓
弹簧针
喂奶滑梯
清理
1.1毫米±0.1毫
米
推轴