Q170226E01 中文版.pdf - 第191页
rh5 服务手册 da3s ec − 83 − 9m0 − a0 5.29 − 2 5.29 检查和更换 主传动单元和 顶部/底部 定时 5.2 9 检 查 和更 换 主 传 动 单 元 和 顶 部/ 底 部 定时 判决编号。 da3sec − 83 − 9 m0 − a0 定时检查 1. 拆卸导向卡 盘和砧单元。 2. 转动手轮将 导针设置在最 上面的位置, 并将刻 度盘规的测 量针插入墨盒 中。 3. 按顺时针方 向慢慢转动手 轮,…
rh5
服务手册
5.28
−
1
da3sec−83−9l0−a0
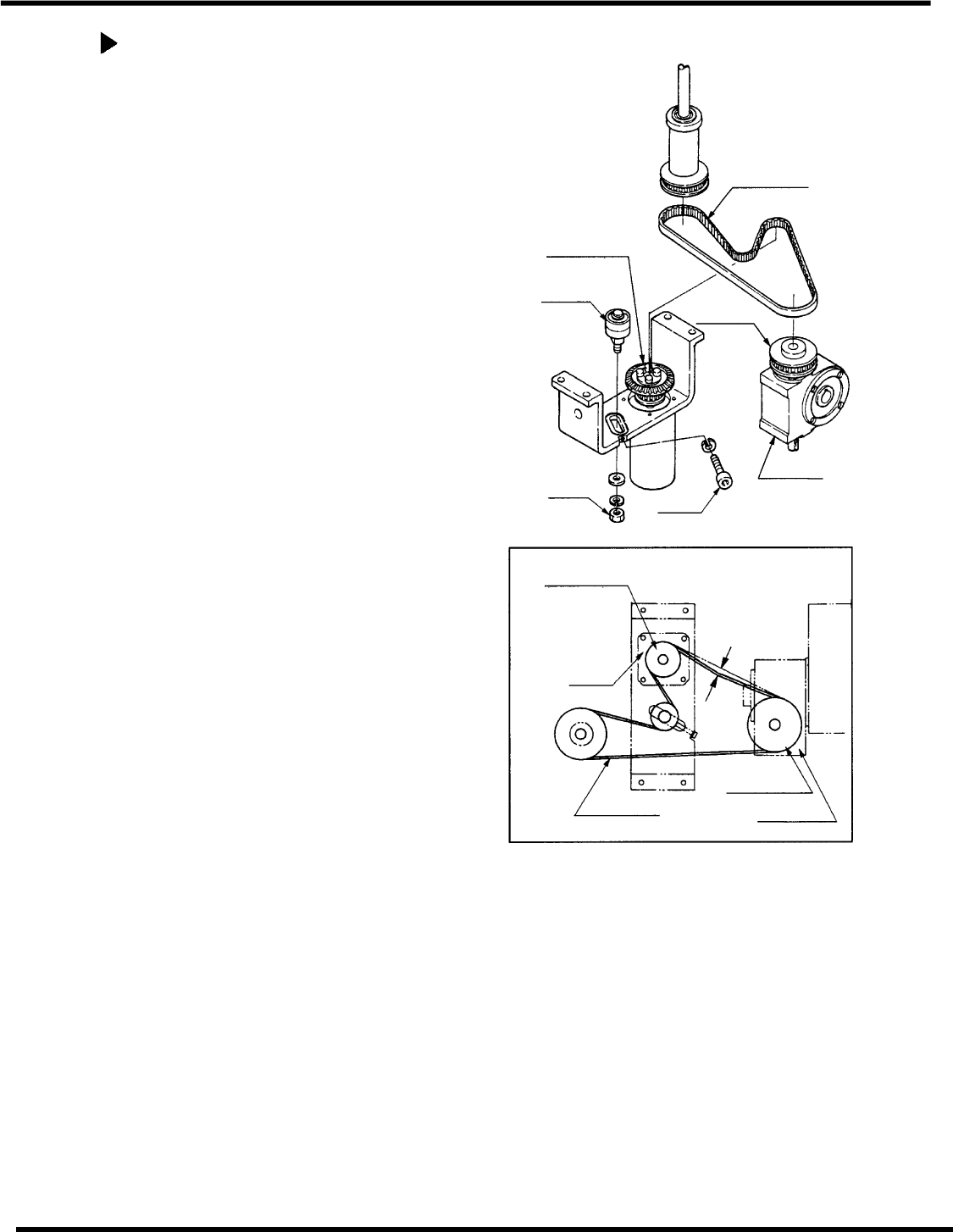
定时滑轮
(电机侧)
挠度为
5−10mm
马达
计时带
定时滑轮
减速装置
5.28
主驱动单元定时皮带更换和调整
调整皮带张力
1.
临时拧紧螺母A,用螺栓A调节正时皮带
的张力。
2.
检查皮带在按下时给出5到10毫米。 如
果超出这个范围,用螺栓A进行调整。
3.
拧紧螺母A。
计时带
定时滑轮
(电机侧)
轴承
定时滑
轮
减速装置
坚果A
Bolt
A
rh5
服务手册
da3sec−83−9m0−a0
5.29
−
2
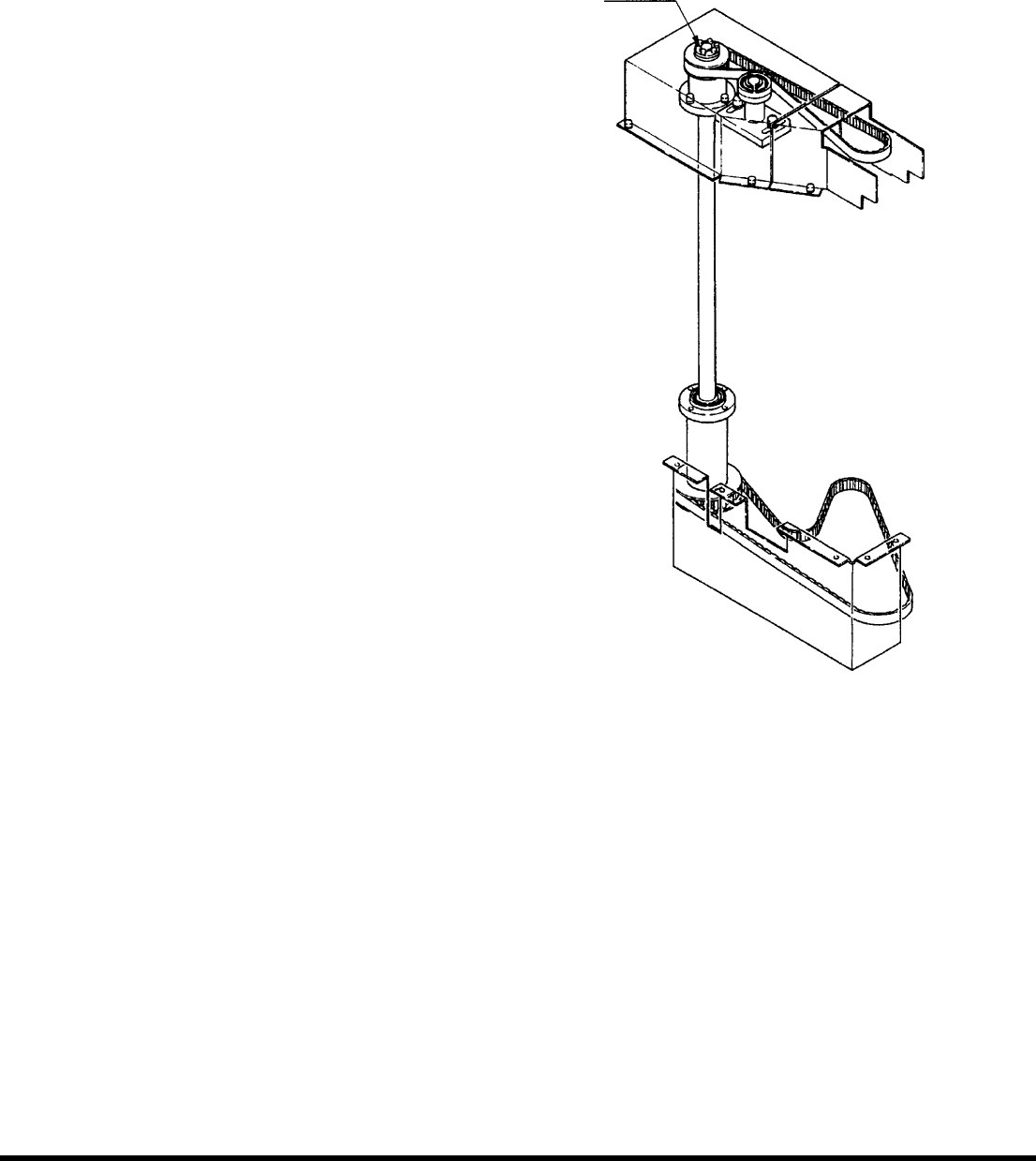
5.29
检查和更换主传动单元和顶部/底部定时
5.29 检查和更换主传动单元和顶部/底部定时
判决编号。
da3sec−83−9m0−a0
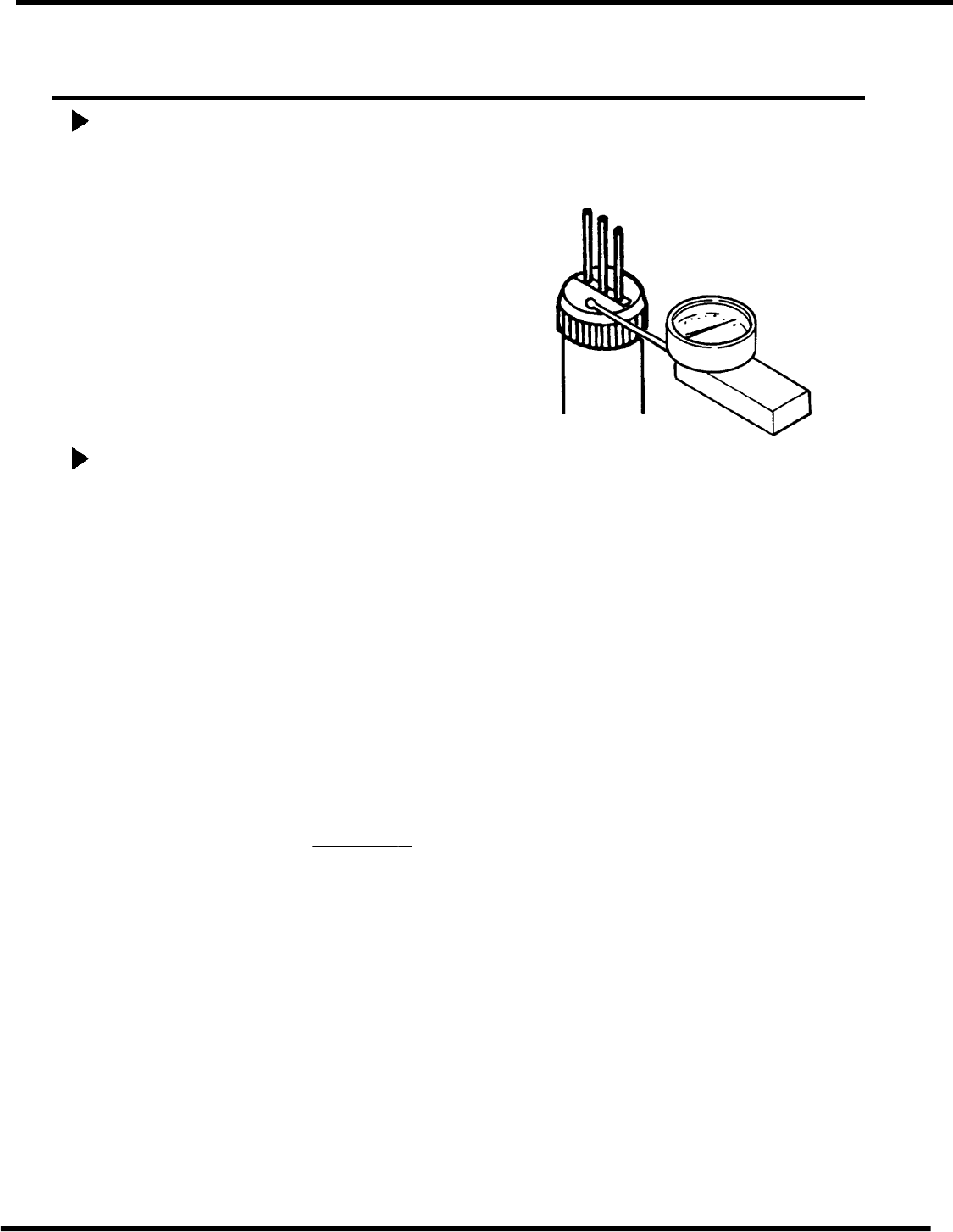
定时检查
1.
拆卸导向卡盘和砧单元。
2.
转动手轮将导针设置在最上面的位置,并将刻
度盘规的测量针插入墨盒中。
3.
按顺时针方向慢慢转动手轮,使其固定在刻
度盘规的测量针移动0.01毫米的地方。
4.
按下主控制面板上的“F6”(SEQTIMER)以显
示角度。
5.
检查当前角度指示230°。
定时调整
1. 将主控制面板上的模式设置为
“SEMI”−“1BLOCK”−“MANU。
=参考=
这将重置监视器屏幕。
2. 按“REQ”−“F6”−“F1”、“F2”−“F6”
为了秩序。
3.
将数字序列定时器设置为“重置模式”。
4.
将主控制面板上的模式设置为
“SEMI”−“1BLOCK”−“MANU”和
“1BLOCK”,然后按“F6”(SEQTIMER)。
5.
重复上述“定时检查”中的步骤1至5。
前。 当导针开始下降300°时。
6.
由于凸轮定时延迟70°,转动手轮将数字顺
序计时器设置为70°。
7. 按“F1”(CH)−“0”−“F2”(SET)−
“F5”(T)−“F2”(SET)按顺序排列。
rh5
服务手册
5.29
−
1
da3sec−83−9m0−a0
5.29
检查和更换主传动单元和顶部/底部定时
=参考=
数字序列定时器上的读数由70°变为
0°。
8. 再次检查计时。