Q170226E01 中文版.pdf - 第168页
rh5 服务手册 5.20 − 1 da3s ec − 83 − 9c0 − a0 5.20 砧座下位卒 中检查与调整 3. 检查移动叶 片B(用于 中心脚)和 固定叶片 重叠0.5至0 .7毫米时,在 切割和锁定状 态。 4. 如果重叠距 离在给定范围 之外,转动移 动叶 片A的顶部和底 部螺母 (用于外脚) ,移动 刀片B(用于中心 脚)和 推杆进行调整 。 =参考= 在进行调整 时,使用移动 叶片B(用 于中 心脚)作为 参考。 …
rh5
服务手册
da3sec−83−9c0−a0
5.20
−
2
5.20
砧座下位卒中检查与调整
5.20 砧座下位卒中检查与调整
什么时候表演
•
当插入部件的引线过于或不够紧时。
所需工具
•
艾伦扳手
•
开槽螺丝刀
判决编号。
da3sec−83−9c0−a0
做临床检查
1. 将机器设置为自动模式,并插入一些
部件,检查紧固是否正常。
部分
PCB
调整固定行程
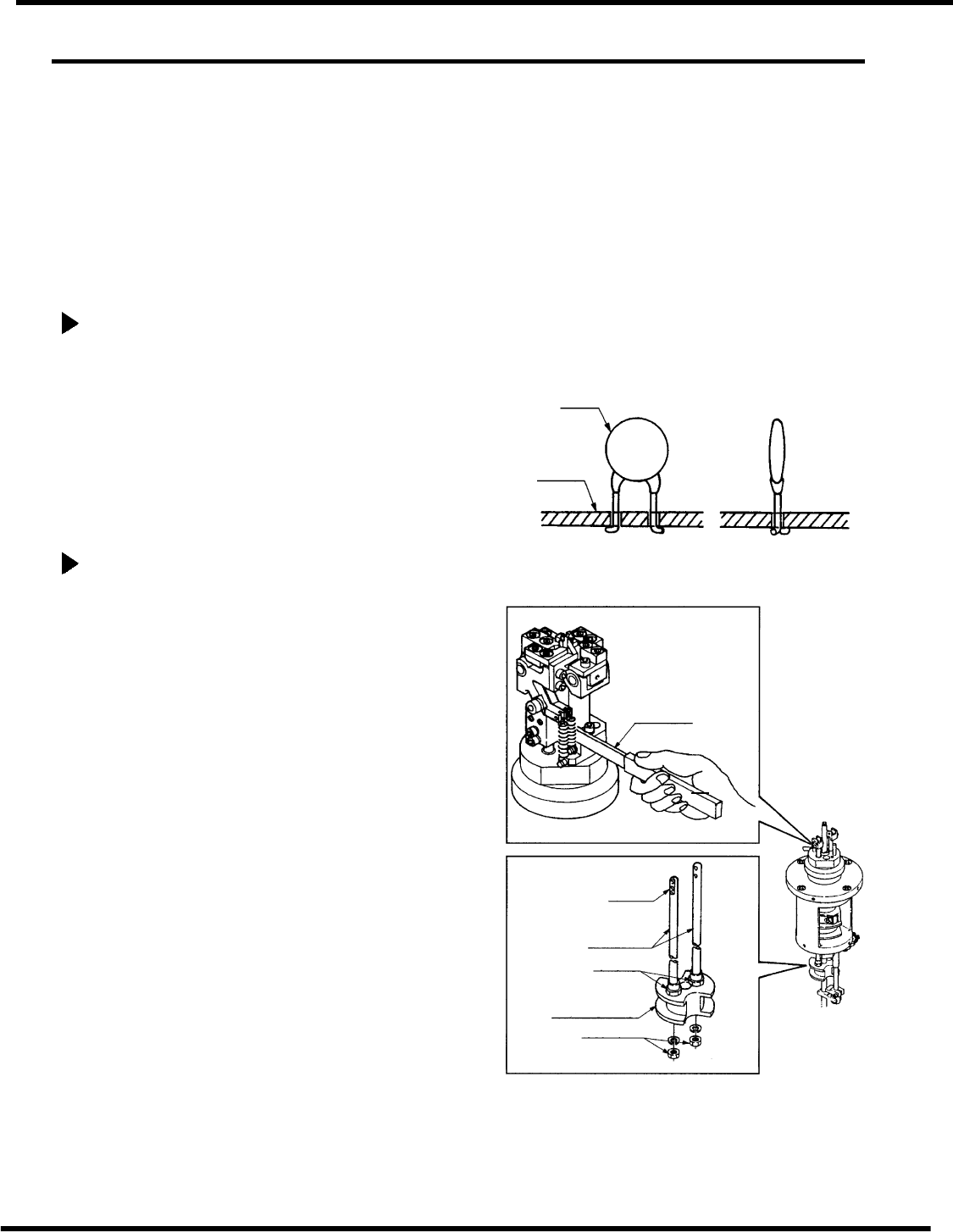
1.
将机器设置为自动模式,并转动手轮,直
到砧处于切割和锁定状态。
2.
松开砧下部的底部螺母(X2
凸轮从动件保持架(B)。 插入间隙量规
砧夹头体与推杆之间不小于0.5mm。
=参考=
在调整行程时,要将间隙规留在适当
的位置,以防止砧的推杆转动。
间隙测量仪
(超过0.5毫
米)
普瑟
推杆顶部螺
母
(m8)
凸轮从动件
保持架(B)
底部螺母
(M6)
rh5
服务手册
5.20
−
1
da3sec−83−9c0−a0
5.20
砧座下位卒中检查与调整
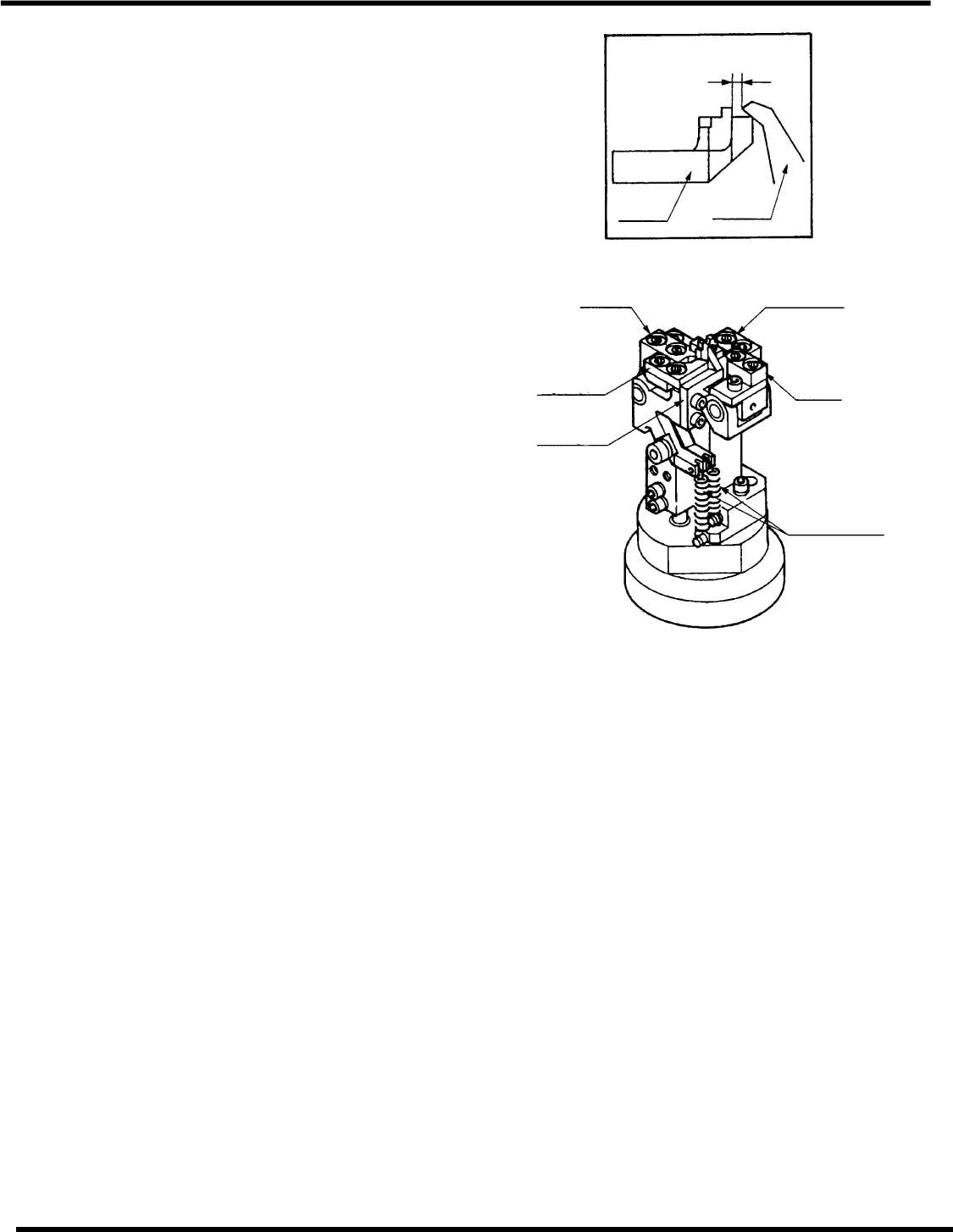
3.
检查移动叶片B(用于中心脚)和固定叶片
重叠0.5至0.7毫米时,在切割和锁定状
态。
4.
如果重叠距离在给定范围之外,转动移动叶
片A的顶部和底部螺母(用于外脚),移动
刀片B(用于中心脚)和推杆进行调整。
=参考=
在进行调整时,使用移动叶片B(用于中
心脚)作为参考。
5.
检查移动叶片A(供参考脚)与固定叶片的重
叠距离
同样的方式。 如果超出范围,转动移动叶片
A的顶部和底部螺母(用于外脚)和推杆进行
调整。
6.
将砧下凸轮从动件保持架B与顶部螺母
(X2)固定在一起)。
=参考=
调整移动叶片A(用于参考脚)的行程与
移动叶片A(用于外脚)的行程相同)。
固定刀片
动叶片A(外
脚)
移动叶片B(中
心脚)
动叶片A(参考
脚)
固定
刀片
杠杆弹簧用
于切割紧固
0.5−0.7毫米
移动刀
片
固定刀
片B
rh5
服务手册
5.21选择器组导针更换
5.21
−
1
1
da3sec−83−9d0−a0
5.21
选择单元引线导针更换
判决编号。
da3sec−83−9d0−a0
什么时候表演
•
当导向销不垂直上升时。
•
当导针被抓住在插入孔上时。
所需工具
•
艾伦扳手
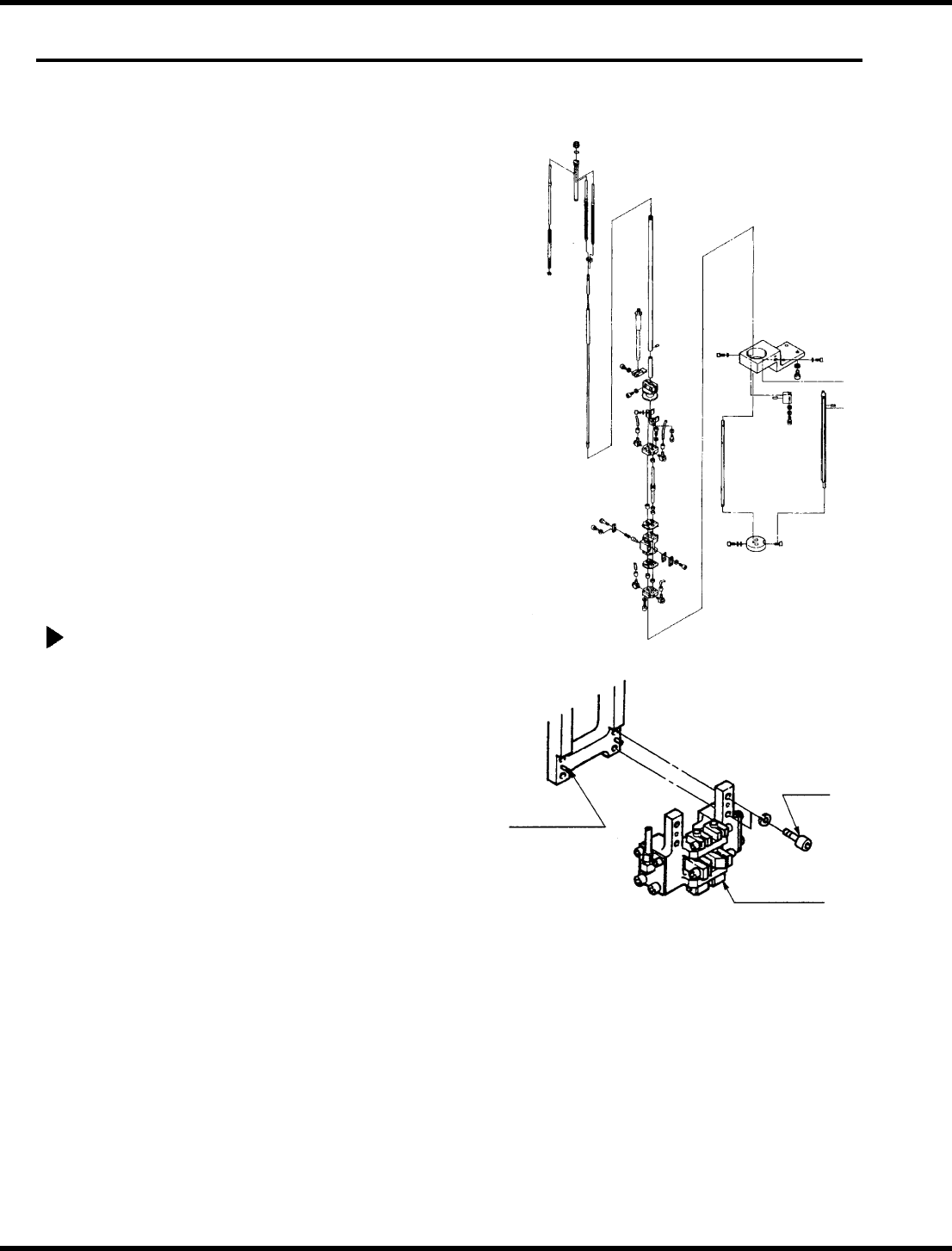
引导卡盘单元拆卸
1.
松开螺栓A(x4),拆卸导向卡盘单元。
Bolt
A
定位销
向导恰克