Q170226E01 中文版.pdf - 第144页
rh5 服务手册 5.13插入 头插入卡盘高 度检查和调整 da3s ec − 83 − 8vo − a0 5.13 − 2 4 5. 将数字顺序 计时器带到1 00°位置 ,松开螺栓 C(x2)以脱离机架 塞子。 6. 将头部垂直 杠杆向上拉。 抬起 插入卡 盘, 直到上端塞 子和齿条塞子 彼此齐平。 7. 在这种状态 下,当凸轮与 凸轮从动件之 间的 间隙在头部 垂直杠杆上 在0位置,重新 紧固螺 栓B(X5)。 8. 从机前,举 …
rh5
服务手册
5.13插入头插入卡盘高度检查和调整
5.13
−
1
3
da3sec−83−8vo−a0
5.
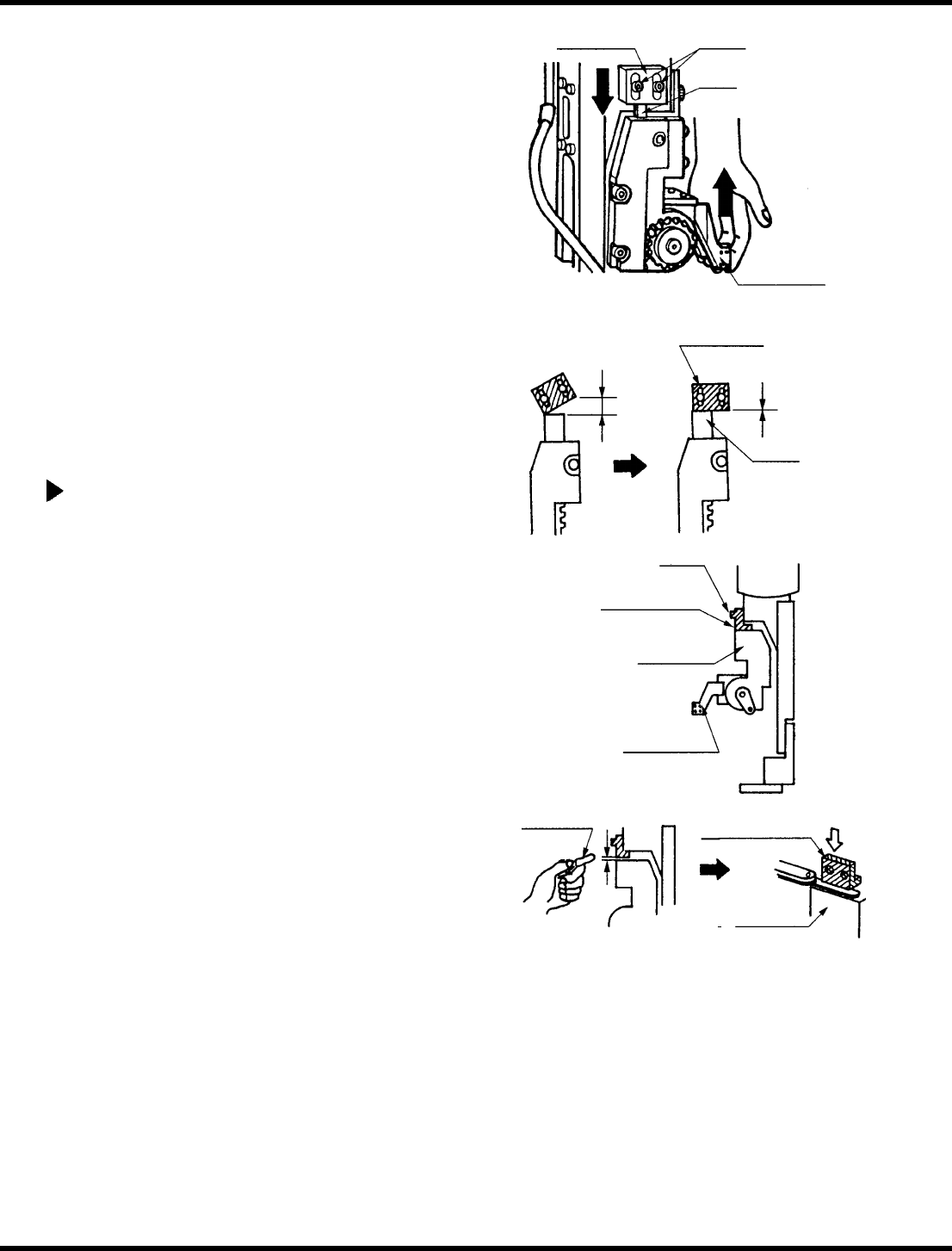
松开螺栓C(X2),直到机架塞子有一些发挥。
6.
将头部垂直杠杆向上拉。 抬起插入卡盘,直
到上塞和机架
塞子彼此齐平。
7.
在这种状态下,当凸轮与凸轮从动件在头部垂直
杠杆上的间隙在0位置时,重新紧固螺栓B(X5)。
8.
从机器的前部,用手抬起插入卡盘,直到接触
机架塞子。 然后,用螺栓C(X2)固定卡盘)。
=检查=
确保机架和机架塞子彼此齐平。
9.
转动手轮,直到数字顺序计时器处于0°位置。
检查无缝隙
在上端塞子和插入头之间。 此外,再次检查插入
卡盘高度。
拉克 塞子
Bolt C
拉克
插入卡盘
休息时间
调整插入卡盘高度(当发生过进给
时)
1.
将手轮向相反方向转动,直到上端塞子与插
入头之间打开一个间隙。
2.
当插入卡盘处于卡盘位置时,在上塞之间插入
与差异大小相同的间隙量规
和插入头。 然后,转动手轮的正常方向,直到
零件只是接触量规。
3.
检查上方无缝隙
塞子、间隙规和插入头。 移除
间隙量规,在不改变当前状态的情况下,松开螺
栓A(X2),直到上部塞子有一些发挥。
4.
将上塞子固定在插入头上,并重新紧固螺栓
A(X2)。
Bolt A
上端塞子
插入头
插入卡盘
差距
没有差
距
拉克
间隙测量仪
上端塞子
插入头
rh5
服务手册
5.13插入头插入卡盘高度检查和调整
da3sec−83−8vo−a0
5.13
−
2
4
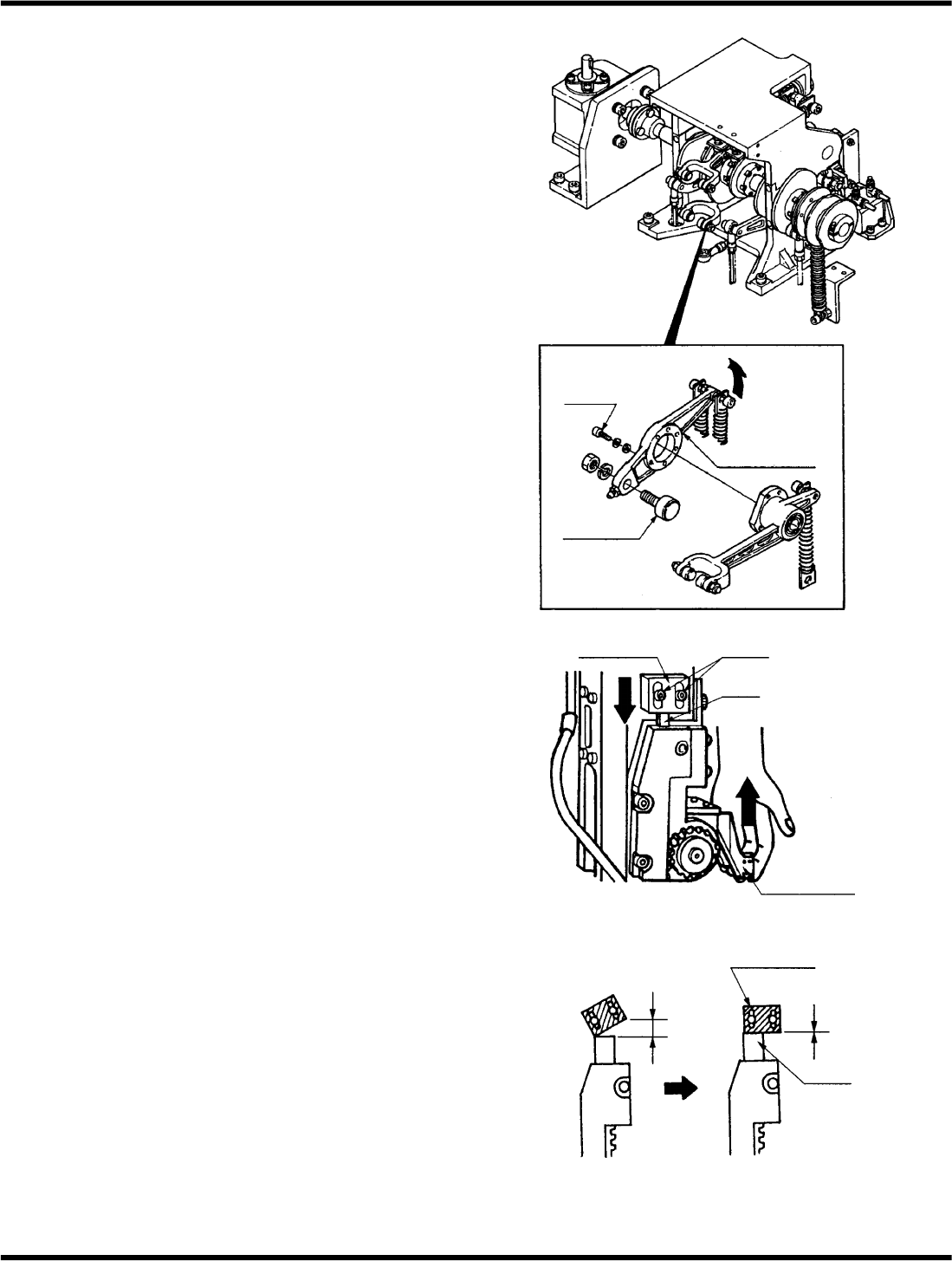
5.
将数字顺序计时器带到100°位置,松开螺栓
C(x2)以脱离机架塞子。
6.
将头部垂直杠杆向上拉。 抬起插入卡盘,
直到上端塞子和齿条塞子彼此齐平。
7.
在这种状态下,当凸轮与凸轮从动件之间的
间隙在头部垂直杠杆上
在0位置,重新紧固螺栓B(X5)。
8.
从机前,举之
用手插入卡盘,直到接触
机架塞子。 然后,用螺栓C(X2)固定卡盘)。
=检查=
确保机架和机架塞子彼此齐平。
9.
转动手轮,直到数字
顺序计时器位于0°位置。 检查一下
上端之间没有间隙
塞子和插入头。 此外,再次检查插入卡盘
高度。
拉克 塞子
Bolt C
拉克
插入卡盘
休息时间
Bott
B
头部垂直杠杆
凸轮从动件
差距
没有差
距
拉克
rh5
服务手册
da3sec−83−8wo−a0
5.14
−
2
5.14
插入头插入卡爪/橡胶更换/调整
5.14 插入头插入卡爪/橡胶更换/调整
判决编号。
da3sec−83−8wo−a0
什么时候表演
•
当插入的部分往往是倾斜的。
•
当插入错误频繁发生时。
所需工具
•
艾伦扳手
•
箱子扳手
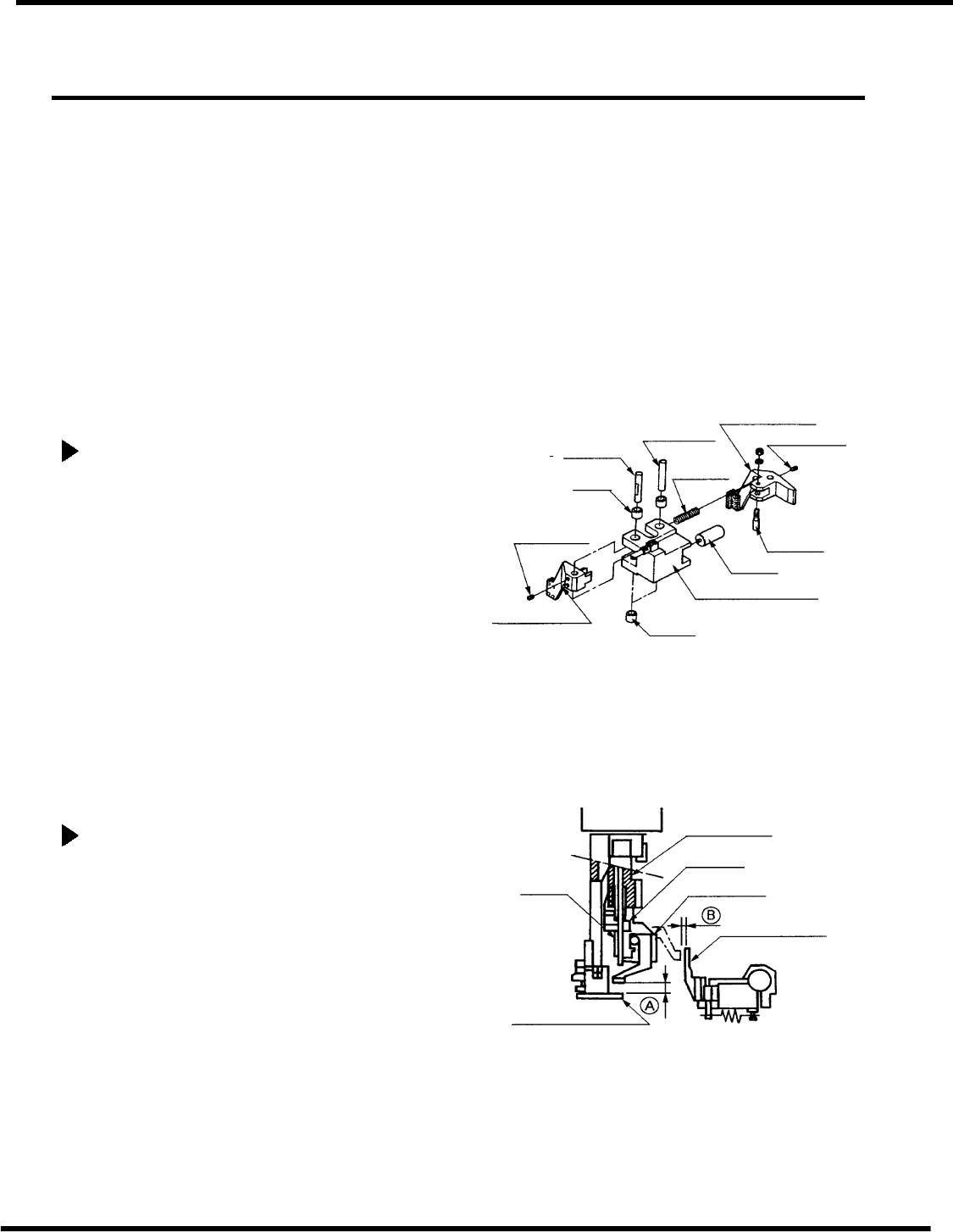
恰克爪替换
1.
拆卸固定螺钉C和D(各2个)。
2.
拆下支点销。
3.
拆下压缩弹簧。
4.
拆下连接销。
5.
用新的爪子替换旧的爪子,并按照上述程
序反向组装这些部件。
=参考=
检查并调整M6插入头,插入卡盘100°
摆动的精度。 (参见‘5.6插入头
插入恰克平行检查和调整’。 )
调整卡盘爪
1.
将插入头带到(A)点)。 重新定位塞子,
使插入卡盘的底面和顶部
引线导向卡盘爪的表面相互水平。
2.
将转移卡盘带到(B)点)。 重新定位塞
子,使插入卡盘的底面和顶部
转移卡盘爪的表面相互水平。
支点针
支点针
恰克爪(C)
设置螺丝C
压缩弹簧
用力
设置螺丝D
连接销
活塞
插入卡盘体
恰克爪(D)
用力
插入头
停车
普瑟
插入卡盘
传送卡盘
引导卡盘