Q170226E01 中文版.pdf - 第115页
rh5 服务手册 5.3X − Y表的 来源和超限检 查和调整 5.3 − 1 3 da3s ec − 83 − 8ko − a0 调整原 点位置 1. 将X轴(Y轴) 驱动器的C H4(速度环增 益)从 200更改为1 00。 2. 关闭电源并 将其打开。 3. 手动将X − Y表返 回到其 原点,并将其 移动 到步骤4中在“ 检查原 点位置”中创 建的 数据位置’ 。 4. 断开N耦合。 5. 手 动 移 动 X − Y 表 , 引…

rh5
服务手册
5.3X−Y表的来源和超限检查和调整
da3sec−83−8ko−a0
5.3
−
2
2
=检查=
•
检查主控面板上的显示是否指示原点。
•
如果没有,请遵循下面的程序。
(1) 将CH4从200改为80。
(2) 关闭电源并将其打开。
(3) 再次松开电机侧N联轴器。
(4) 关闭服务锁释放和
手动滑动X−Y表到原点检测光子模拟LED的位置
点燃了。
(5) 按ORIGIN RETURN按钮将X−Y表返回到其原
点。
(6) 确保主控面板上的显示器指示原始位置。
(7) 将CH4从80改为200。
(8) 关闭电源并将其打开。
7.
使用教学功能,将X−Y表移动到步骤4中创建的数据
位置。
8.
转动手轮,保证导向销出原点板孔。
=检查=
此时,砧和导针的摆动精度必须在给定的范围
内。
rh5
服务手册
5.3X−Y表的来源和超限检查和调整
5.3
−
1
3
da3sec−83−8ko−a0
调整原点位置
1.
将X轴(Y轴)驱动器的CH4(速度环增益)从
200更改为100。
2.
关闭电源并将其打开。
3.
手动将X−Y表返回到其原点,并将其移动
到步骤4中在“检查原点位置”中创建的
数据位置’。
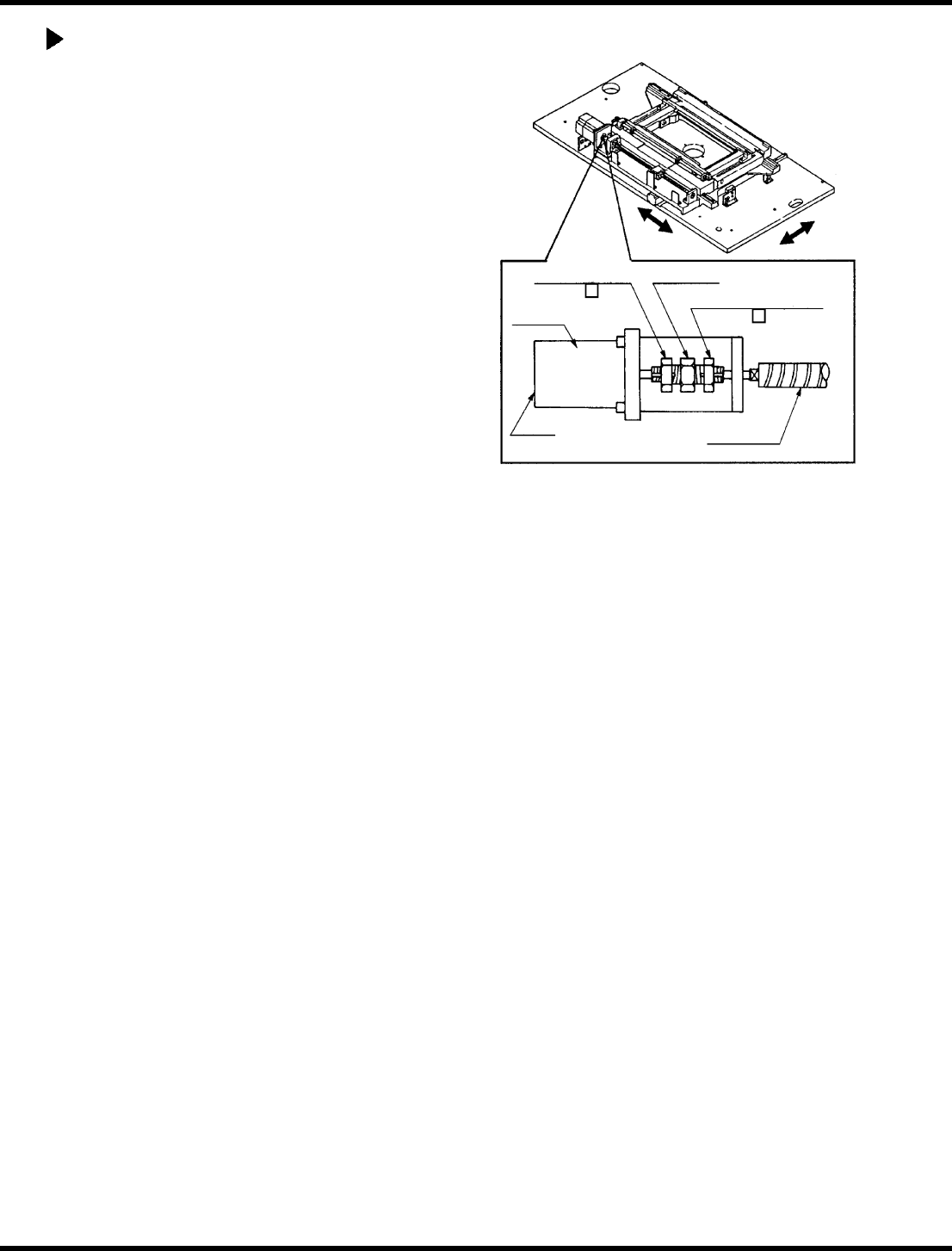
4.
断开N耦合。
5.
手动移动X−Y表,引导销通过转动手轮从
原点板中出来。
6.
将手轮返回原点,然后拧紧N个联轴器。
7.
将X轴(Y轴)驱动器的CH4(速度环增益)从
100更改为200。
8.
关闭电源并将其打开。
9.
通过以下方法再次检查X−Y表
步骤7和8在“检查原点位置’。
电机侧螺母
N耦合
(17毫米 )
滚珠丝杠侧螺母
马达
(17毫米 )
领导
滚珠丝杠
rh5
服务手册
5.3X−Y表的来源和超限检查和调整
da3sec−83−8ko−a0
5.3
−
2
4
检查/调整X
−
Y表极限分配器
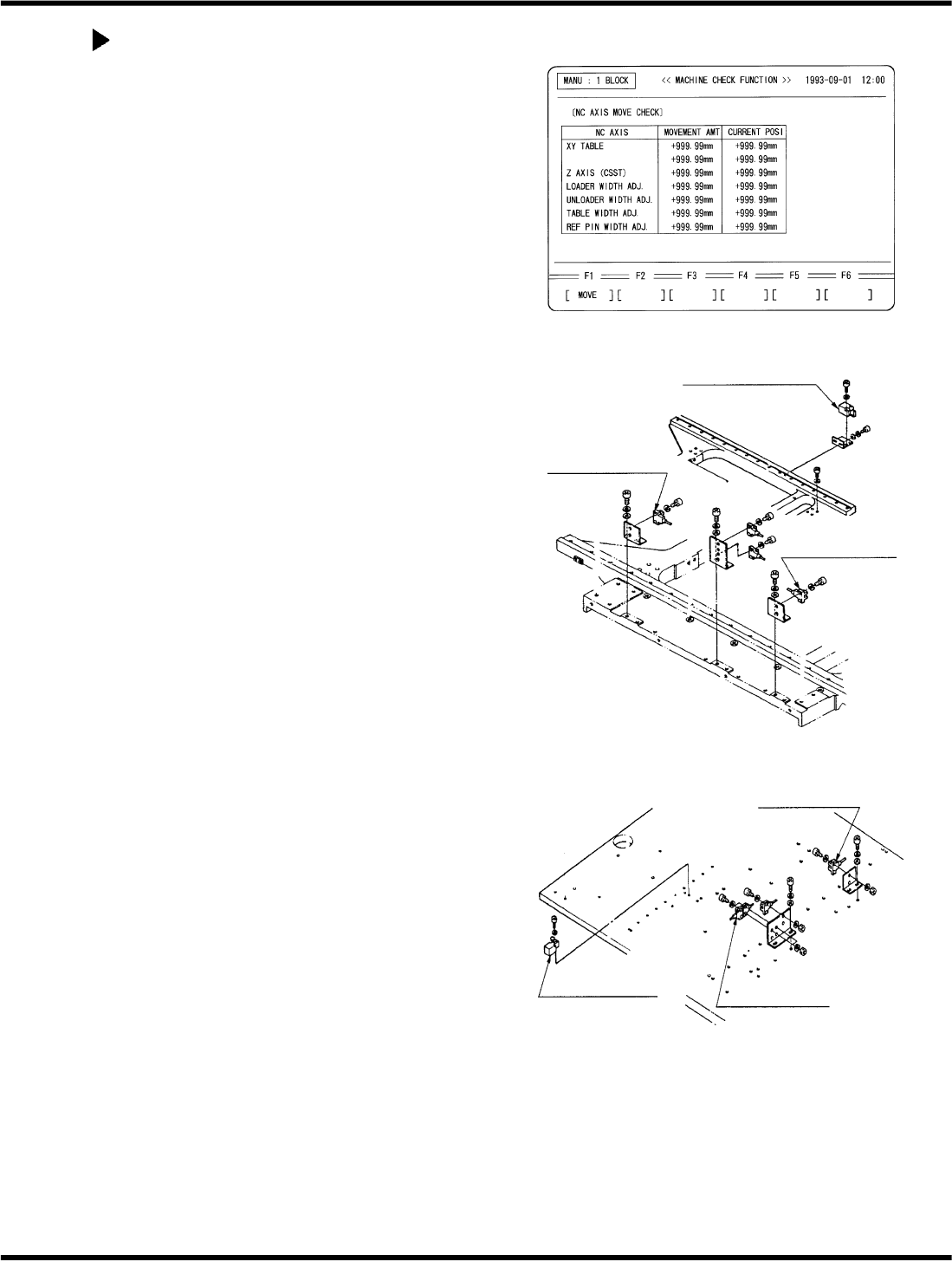
1.
通 过 主 控 面 板 选 择 “NCAXIS 移 动
CHECK”=“NCAXIS JOG CHECK。 输入到X和
的距离(数值
−轴限制传感器,并移动轴,以确保传感器相应
亮起。
<m>
十−轴限位传感器:
加上限制
(第273.40+至第273.50+)
减去上限
(−183.40至−183.50)
−轴极限传感器:
加上限制
(+1.40至+1.50)
减去上限
(−256.40至256.50−)
<会>的
十−轴限位传感器:
加上限制
(第346.40+至第346.50+)
减去上限
(−256.40至256.50−)
−轴极限传感器:
加上限制
(+1.40至+1.50)
减去上限
(386.40−至386.50)
2.
如果这些传感器没有早期检测或检测,则通过移
动传感器支架来调整传感器。
=检查=
•
调整后,再次移动轴,并检查它们在传感
器上被检测到,轴的移动不超过指定的距
离(显示数值)。
•
检 查 狭 缝 板和 每 个光 子 模 拟 没 有 任 何 阻
碍。
十−轴安全限位开
关
X−轴+极限传
感器
−轴−极限传
感器
−轴−极限传
感器
−轴安全限位开关
−轴+极限传
感器