Q170226E01 中文版.pdf - 第171页
rh5 服务手册 5.21选择 器组导针更换 5.21 − 1 3 da3s ec − 83 − 9d0 − a0 把子弹放 好 1. 将墨盒连接 到导向销杆上 。 2. 拧紧安装螺 母,将墨盒固 定到位。 =参考= 拧紧安装螺 母,用旋塞固 定墨盒, 不要用手松 开。 设置切割 和锁定身 体 1. 将墨盒与定 位销对 齐,并用螺栓 B(X2)将其 固 定到位)。 设置导向 卡盘单元 1. 将导向卡盘 单元与定位销 对齐并连 接。 2.…
rh5
服务手册
5.21选择器组导针更换
da3sec−83−9d0−a0
5.21
−
2
2
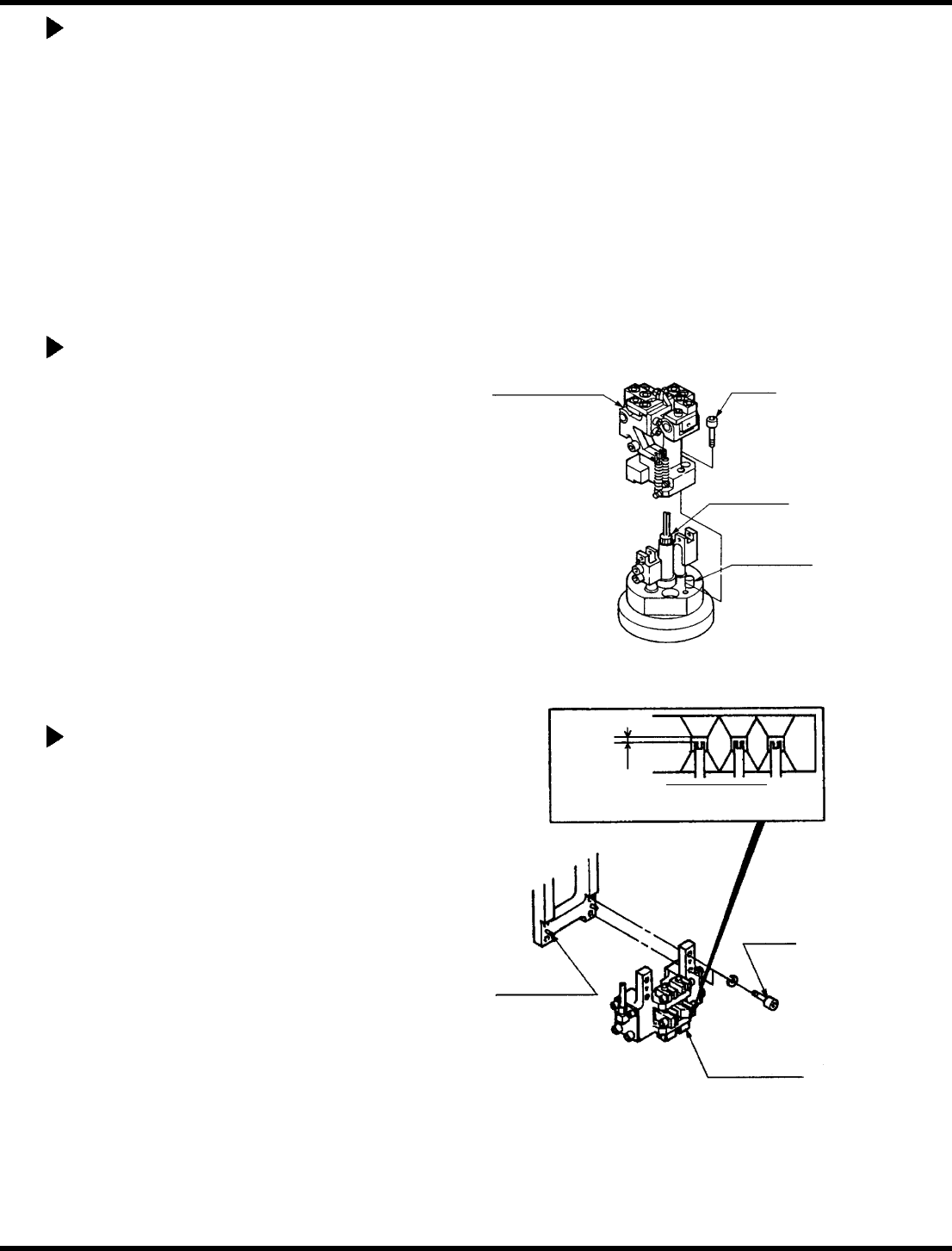
切割和紧固单元拆卸
1.
松开螺栓B(X2),拆下切割和紧固单元。
2.
清除灰尘罩内的任何废物或切割废
料。
引导销移除
1.
在数字序列计时器上的200°处带上引
脚。
2.
松开安装螺母,将墨盒固定到位。
3.
拉选择单元锁销,直到有播放和提升选择
单元向上。
=检查=
注意导针不要接触插入头。
4.
从选择杆槽中拆下导销。
导针更换
1.
拆下弹簧支架。
2.
更换导针。
3.
将新的右侧和中心导向销的下端插入选
择杆槽。
4.
拉动选择器单元锁销,直到有播放,并手
动降低单元。
=参考=
导针有两种类型。 更换时要小心。
切割和固定身体
螺栓B
导杆
定位销
向左
中心右
边
安装螺母
中心销选择杆
右销选择杆
卡特里奇
弹簧支架
导针杆
选择单位
选择单元锁销
rh5
服务手册
5.21选择器组导针更换
5.21
−
1
3
da3sec−83−9d0−a0
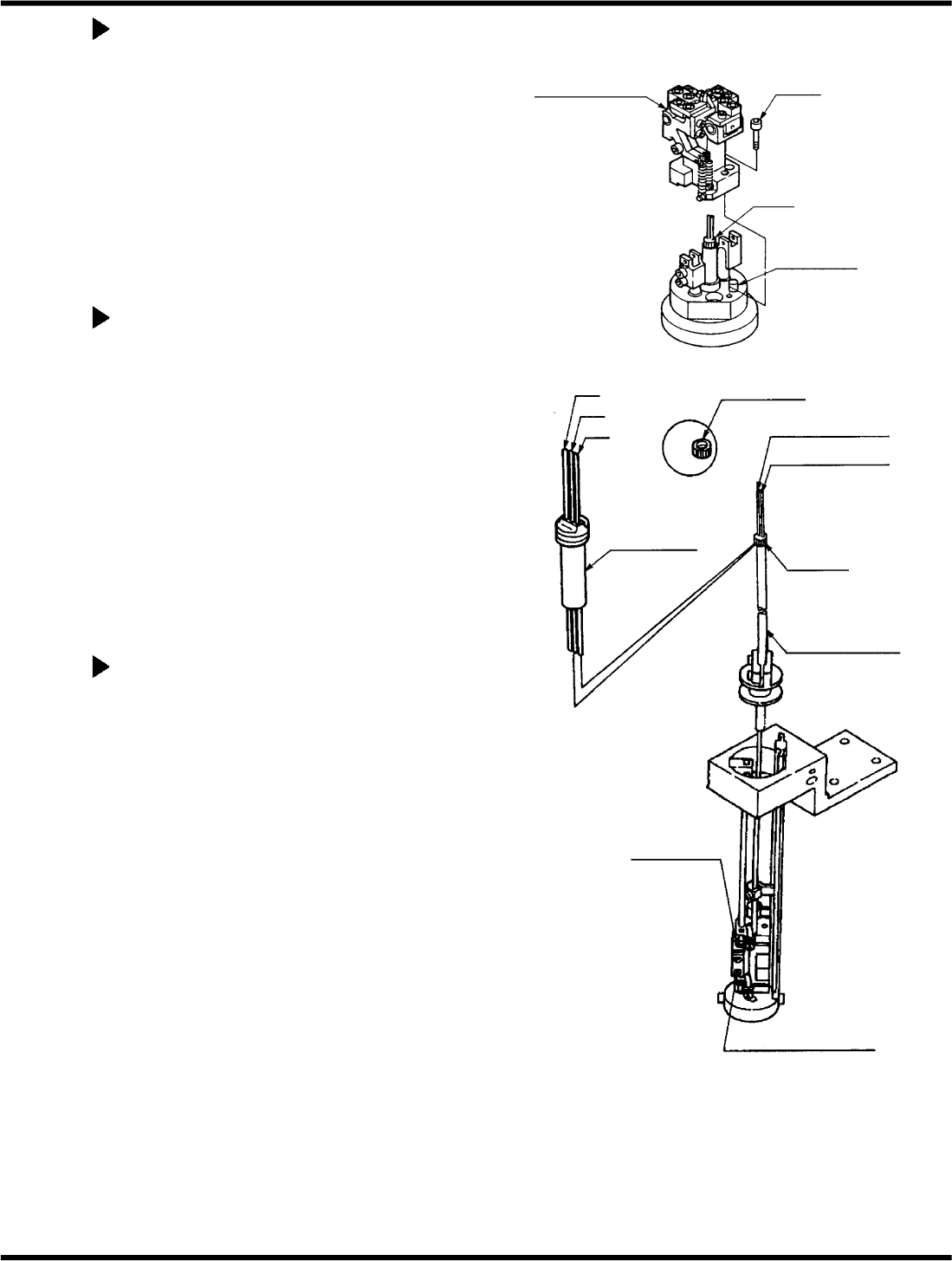
把子弹放好
1.
将墨盒连接到导向销杆上。
2.
拧紧安装螺母,将墨盒固定到位。
=参考=
拧紧安装螺母,用旋塞固定墨盒,
不要用手松开。
设置切割和锁定身体
1. 将墨盒与定位销对齐,并用螺栓B(X2)将其固
定到位)。
设置导向卡盘单元
1.
将导向卡盘单元与定位销对齐并连
接。
2.
检查导向销高度是否正确,位置是否正
确。 然后用螺栓A(x4)将其固定到位)。
切割和固定身体
螺栓B
导杆
定位销
允许范围
0.3 −
0.5
毫米
导针高度
Bolt
A
定位销
向导恰克

rh5
服务手册
5.21选择器组导针更换
da3sec−83−9d0−a0
5.21
−
2
4
=备忘录=