Q170226E01 中文版.pdf - 第292页
rh5 服务手册 7.3数字操作员 7.3 − 1 1 da3s ec − 84 − 310 − a0 7.3 数字 操 作 员 7.3 .1 输入偏移值(Cn − 00) 判决编号。 da3sec − 8 4 − 310 − a0 显示 程序 备注 1 [菜单] 选择检查功能F1:NC轴慢 跑检查F2:NC轴移动检 查F3:NC数据教学 按“F1”(NCAXISJOGCHECK)后,按ORG手动,1块模 式。 2 将数字操作员设置为所…
rh5
服务手册
7.2交流伺服电机调整
da3sec−84−300−a0
7.2
−
20
22
选定项目
位
号
。
−
错
说明
命令输入
序列信号
输入
参考
−Ence
控制模
式
b/a
1/1
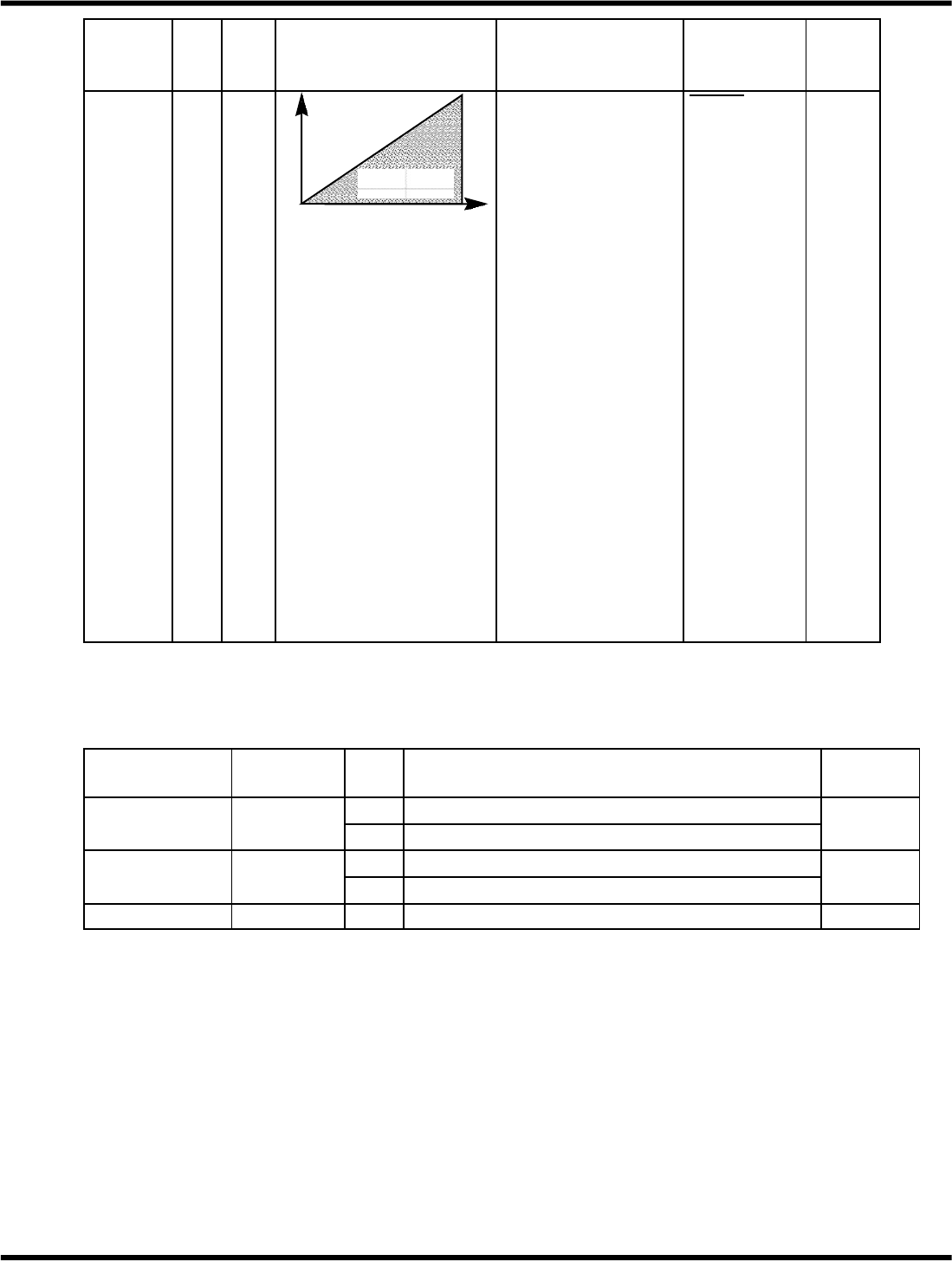
电机转速
速度控制范围
在−a
控制速度时:
•
输入速度命令从
IN−A。
•
在−B不能使用。
转矩控制中:
扭矩命令(IN−B)速度限制
(IN−A)
在调速方面:
速度命令(IN−A)
=参考=
•
在极限转速范围
外
与极限速度之差成正
比的扭矩被负反馈以
将速度恢复到极限范
围内。 故电机限速值
根据负荷情况而变
化。
•
联系我们电机转速下
降
不断地经过
扭矩命令
p−con
关闭:扭矩
控制
on: 速度控
制
0/0
=参考=
第02−:保留
用户常量Cn
−
02(内存开关)列表
选定项目
位号。
−
错
说明
参考资料
反向转弯模式
0
0
设置常规武器公约方向的正常转弯。
0
1
在CW方向设置正常转弯。
编码器错误
1
只有SRBY
0
检测编码器故障。
0
1
不检测编码器故障。
保留
2−f
不要设置。
rh5
服务手册
7.3数字操作员
7.3
−
1
1
da3sec−84−310−a0
7.3
数字操作员
7.3.1
输入偏移值(Cn
−
00)
判决编号。
da3sec−84−310−a0
显示
程序
备注
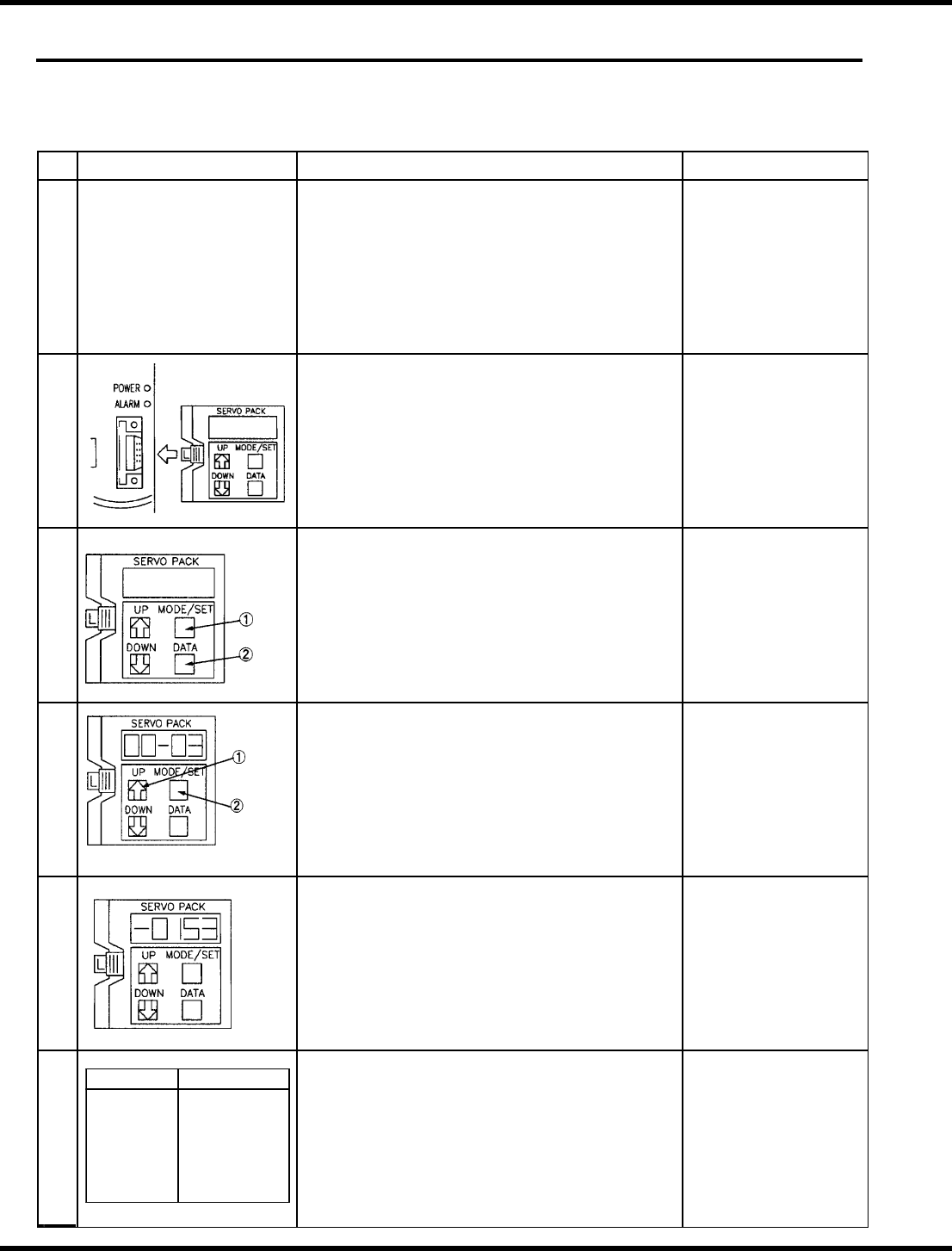
1
[菜单]
选择检查功能F1:NC轴慢
跑检查F2:NC轴移动检
查F3:NC数据教学
按“F1”(NCAXISJOGCHECK)后,按ORG手动,1块模
式。
2
将数字操作员设置为所需的驱动程序。
•
设置数字操作员将显
示更改为“运行”。
3
按模式/设置键将显示更改为Cn−00,然后按数据键更改
为00−00。
4
按三
次。
按三次向上键显示到00−03,然后按模式/设置4个−
数字数字。
5
按上键增加值,下键减少值。 使用UP和DOWN键,将监
视器显示设置为±0.00毫米。
6
[N C轴JOG检查]
按“SEMI”−“1BLOCK”−“重置”和“开始”
并移动X/Y/Z轴。 然后按
“MANU”−“1BLOCK”−“ORG”和“F1”(NCAXIS JOG
CHECK)
以确保每个轴指示±0.00毫米。
•
值以外的值
±0.00毫米,应调整
为±0.00毫米使用向
上和向下键。
数控轴
现任职务
XY桌子
X=+0.00毫米
Y=+0.00毫米
Z轴(盒式)
0.00毫米
装载机宽度
调整
*****
卸载宽度
调整
*****
表宽
调整
*****
rh5
服务手册
7.3数字操作员
da3sec−84−310−a0
7.3
−
2
2
显示
程序
备注
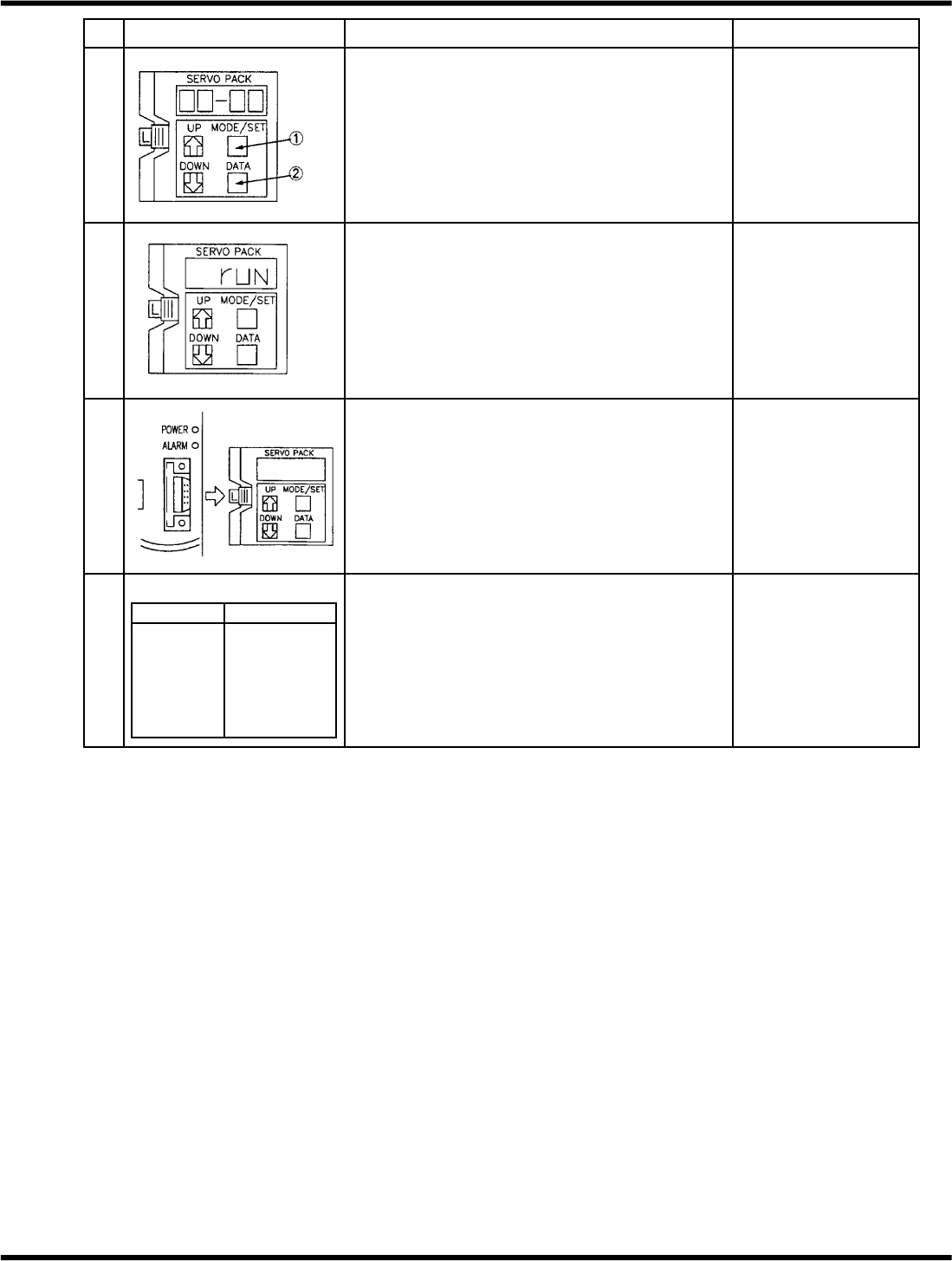
7
按模式/设置键将显示更改为Cn−03,然后按下三次
DOWN键将显示更改为00−00。
8
按DATA键将显示更改为Cn−00,然后按模式/设置更改为
“运行”。
9
从驱动器上拆下数字操作员,关闭机器一次电源。
10
[N C轴JOG检查]
打开电源,按“F1”(NCJOG CHECK),以确保每个轴设
置为±0.00毫米。
•
值以外的值
±0.00毫米应调整到,
设置为±0.00毫米使用
向上和向下键。
数控轴
现任职务
XY桌子
X=+0.00毫米
Y=+0.00毫米
Z轴(盒式)
0.00毫米
装载机宽度
调整
*****
卸载宽度
调整
*****
表宽
调整
*****