F4000N_revD.pdf - 第38页
F4000N Series Operating Manual Section 5: Point T ype & Function Reference Part # 562187N - 1 Rev . D Sep 201 2 37 © 20 12 Fisnar Inc. 1.9 GOT O Address The GOTO Address function causes the program to jump to a speci…
F4000N Series Operating Manual
Section 5: Point Type & Function Reference
Part # 562187N-1
Rev. D Sep 2012
36
© 2012 Fisnar Inc.
1.8 Dispense ON / OFF
The Dispense ON / OFF instruction will allow the user to program an instruction which will
turn the dispenser ON or OFF.
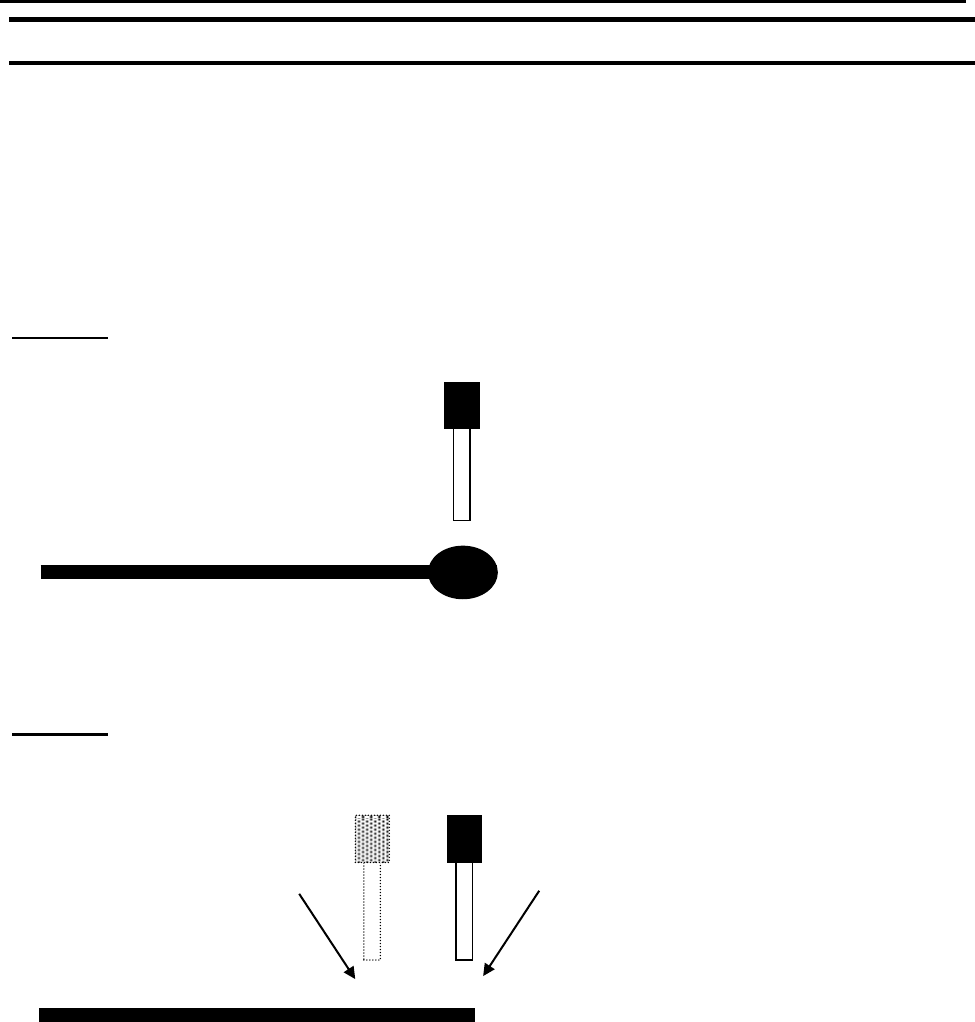
This is useful for turning the dispenser OFF before the end of a line to prevent excess
material at the line end.
Problem: Too much material at the end of the line.
Solution: Turn the dispenser OFF before the end of the line.
To register a DISPENSE OFF instruction, jog the tip to the XYZ location where you want
the dispenser OFF, enter that location as a Line Passing point, then press the ENTER key
and select Dispense ON / OFF.
Press 1 to select Dispenser ON, or press 2 to select Dispenser OFF.
Turn Dispenser Off here
Continue moving to end of line
F4000N Series Operating Manual
Section 5: Point Type & Function Reference
Part # 562187N-1
Rev. D Sep 2012
37
© 2012 Fisnar Inc.
1.9 GOTO Address
The GOTO Address function causes the program to jump to a specified memory address.
1.10 Step & Repeat X
Step & Repeat X allows a group of instructions to be run repeatedly, stepping a given
distance in the X-axis or Y-axis between each cycle.
Step & Repeat X is useful when a fixture is mounted on the robot, which holds many
identical work pieces aligned in rows and columns. The user needs only to create a
program for the first work piece in the fixture, and then use the Step & Repeat function to
dispense to the other work pieces.
The Step & Repeat function will allow the user to define the number of rows, the number
of columns, the X Offset between each part, and the Y Offset between each part.
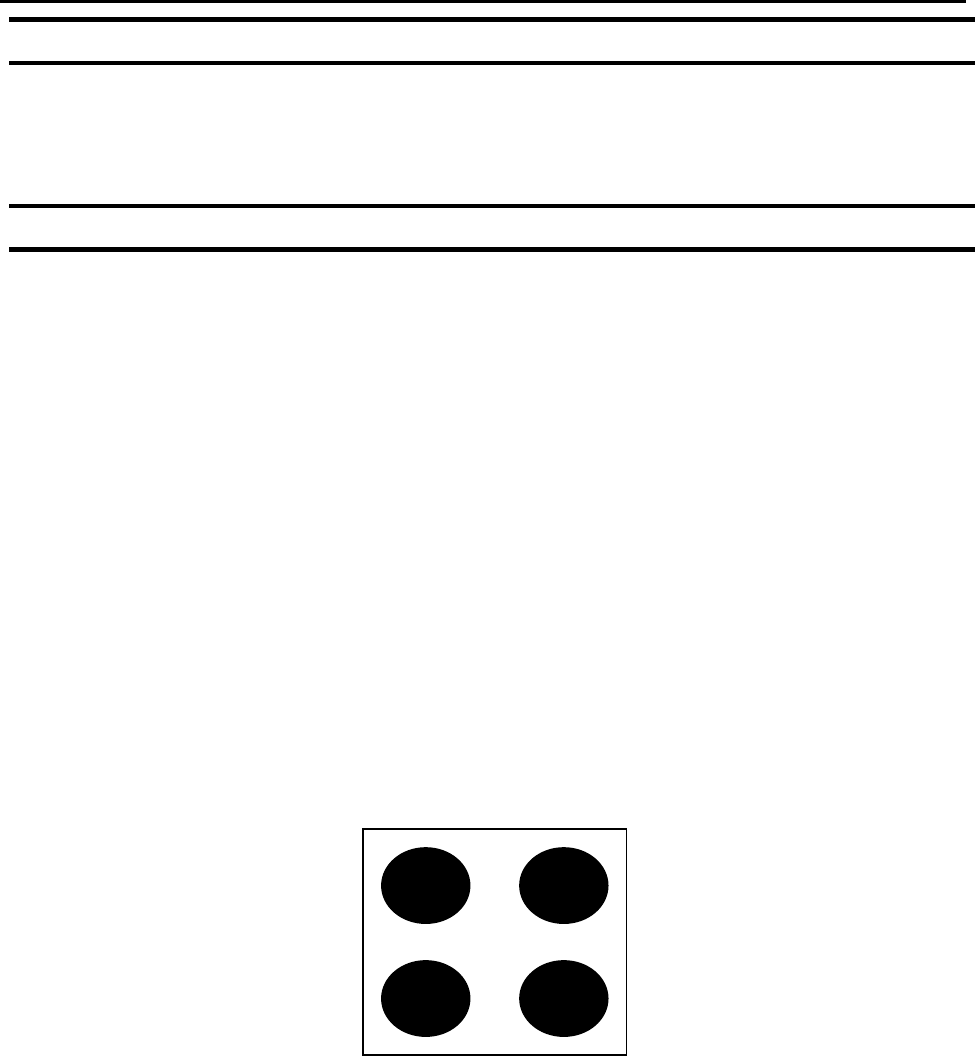
If, for example, we have a program (number 20) which dispenses four dots of material on
a work piece:
F4000N Series Operating Manual
Section 5: Point Type & Function Reference
Part # 562187N-1
Rev. D Sep 2012
38
© 2012 Fisnar Inc.
The program would consist of the following eight instructions:
Address
Instruction
1
Dispense End Setup:
H.Speed = 100 mm/s, L.Speed = 15 mm/s, L.Length = 5mm
2
Z Clearance:
Relative 10 mm
3
Point Dispense Setup:
Disp.Time = 0.25 s Tail Time = 0.10 s
4
Dispense Point
5
Dispense Point
6
Dispense Point
7
Dispense Point
8
End Program
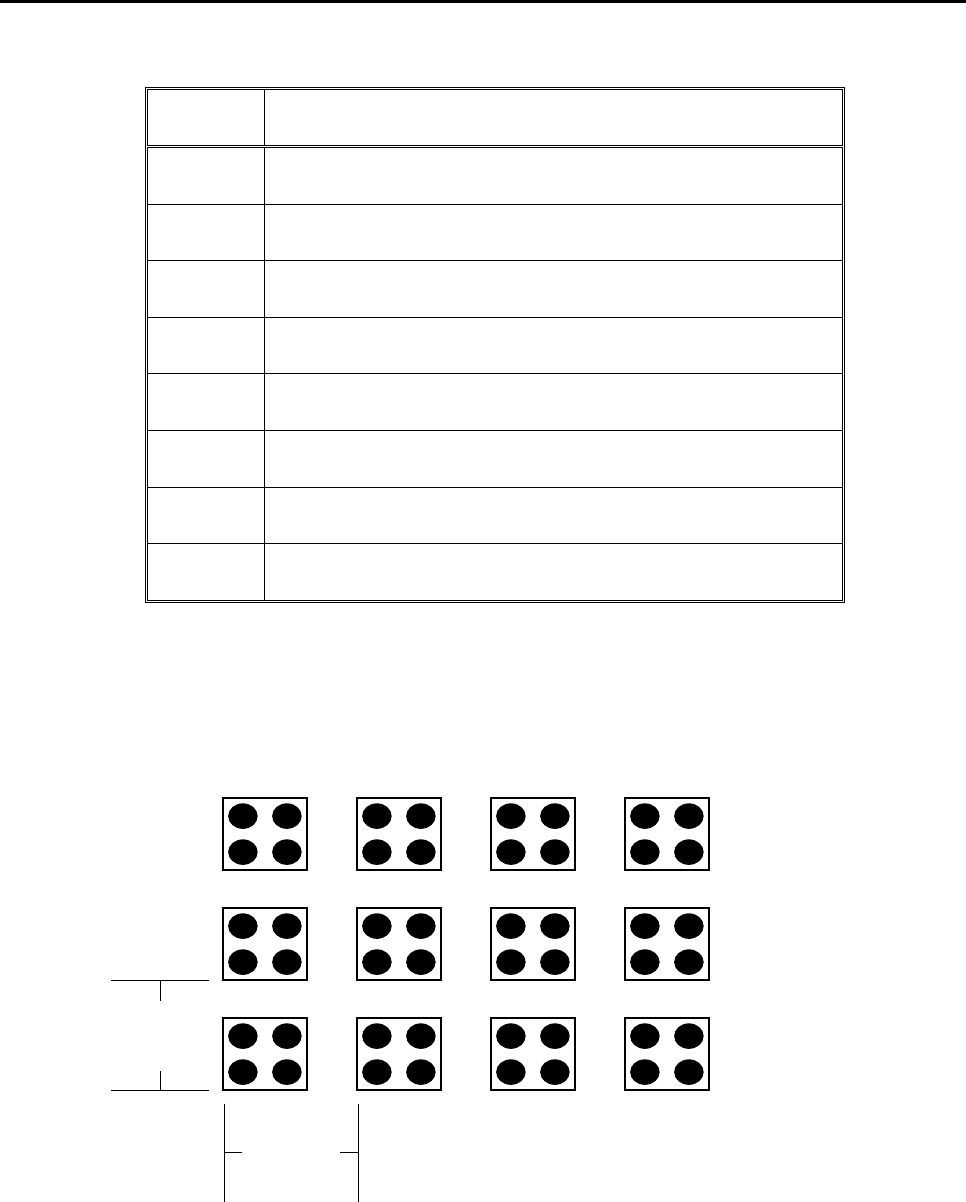
If a fixture is made which holds (12) work pieces, in four columns by three rows:
A Step & Repeat X instruction can be used to repeat the program at the additional (11)
locations.
Y Offset
25 mm
X Offset
30 mm