F4000N_revD.pdf - 第95页
F4000N Series Operating Manual Section 6: Sample Programs Part # 562187N - 1 Rev . D Sep 201 2 94 © 20 12 Fisnar Inc. Addr. Command Notes 0004 Dispense Dot (180, 20, 35) Dispenses a dot at X: 180 mm, Y: 20 mm, Z: 35 mm (…
F4000N Series Operating Manual
Section 6: Sample Programs
Part # 562187N-1
Rev. D Sep 2012
93
© 2012 Fisnar Inc.
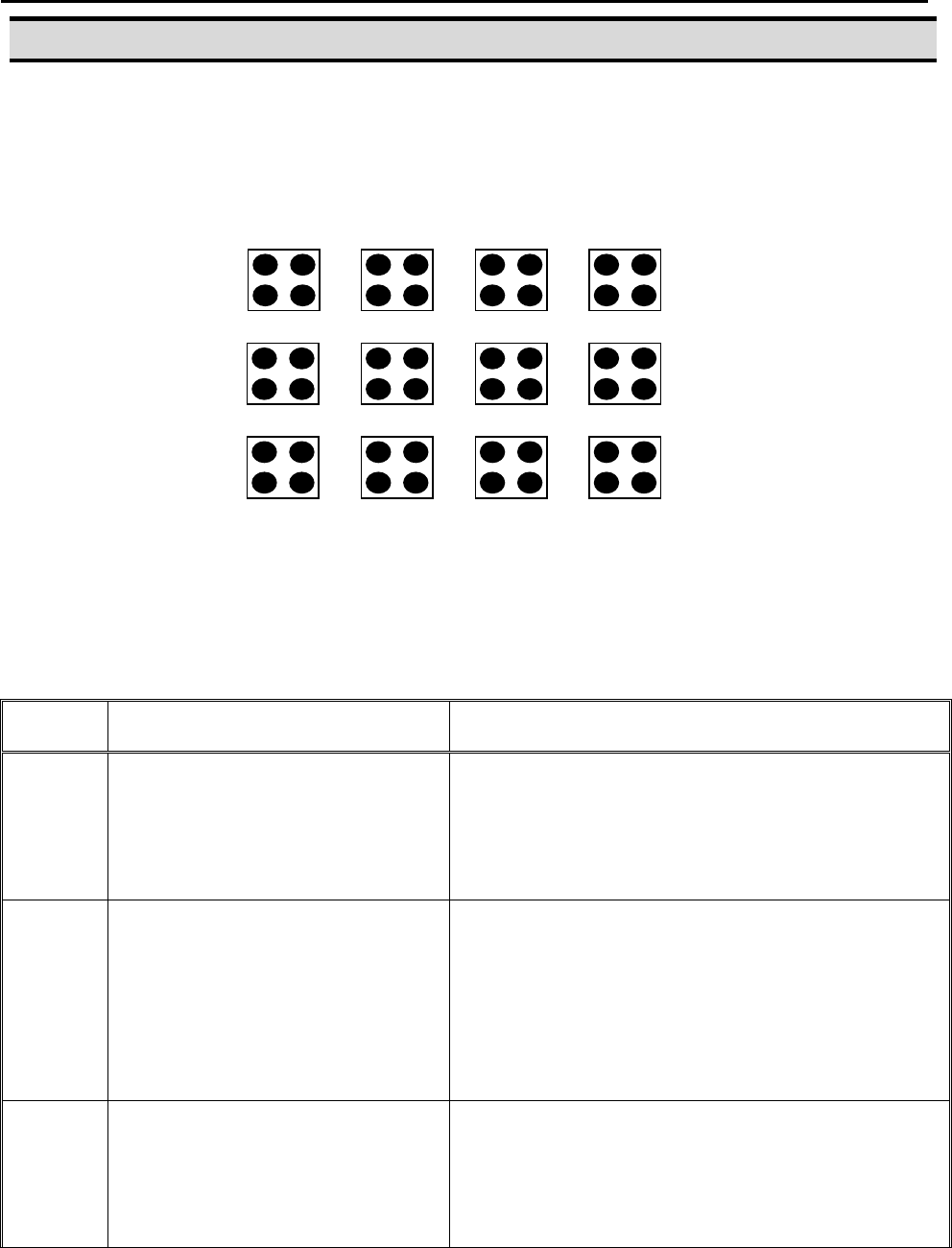
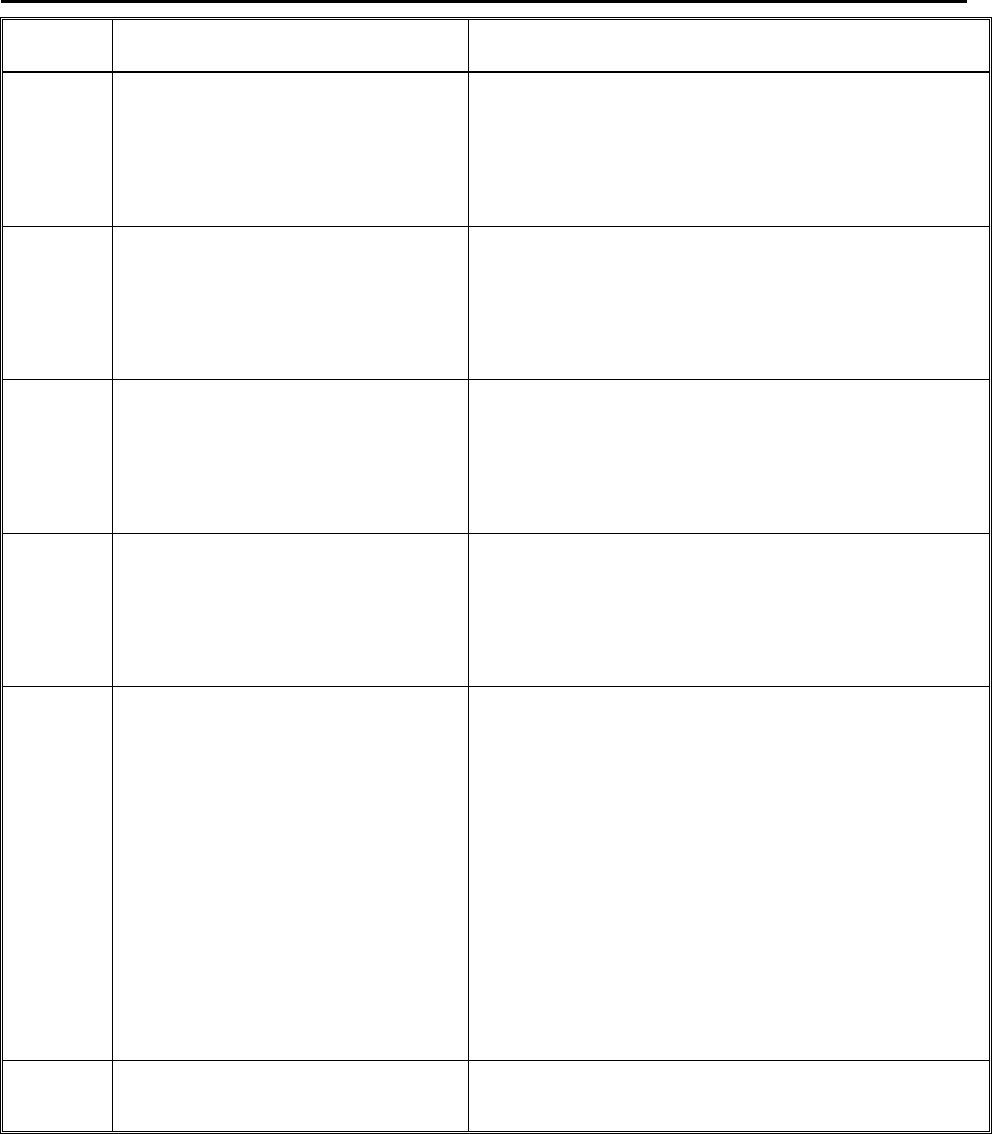
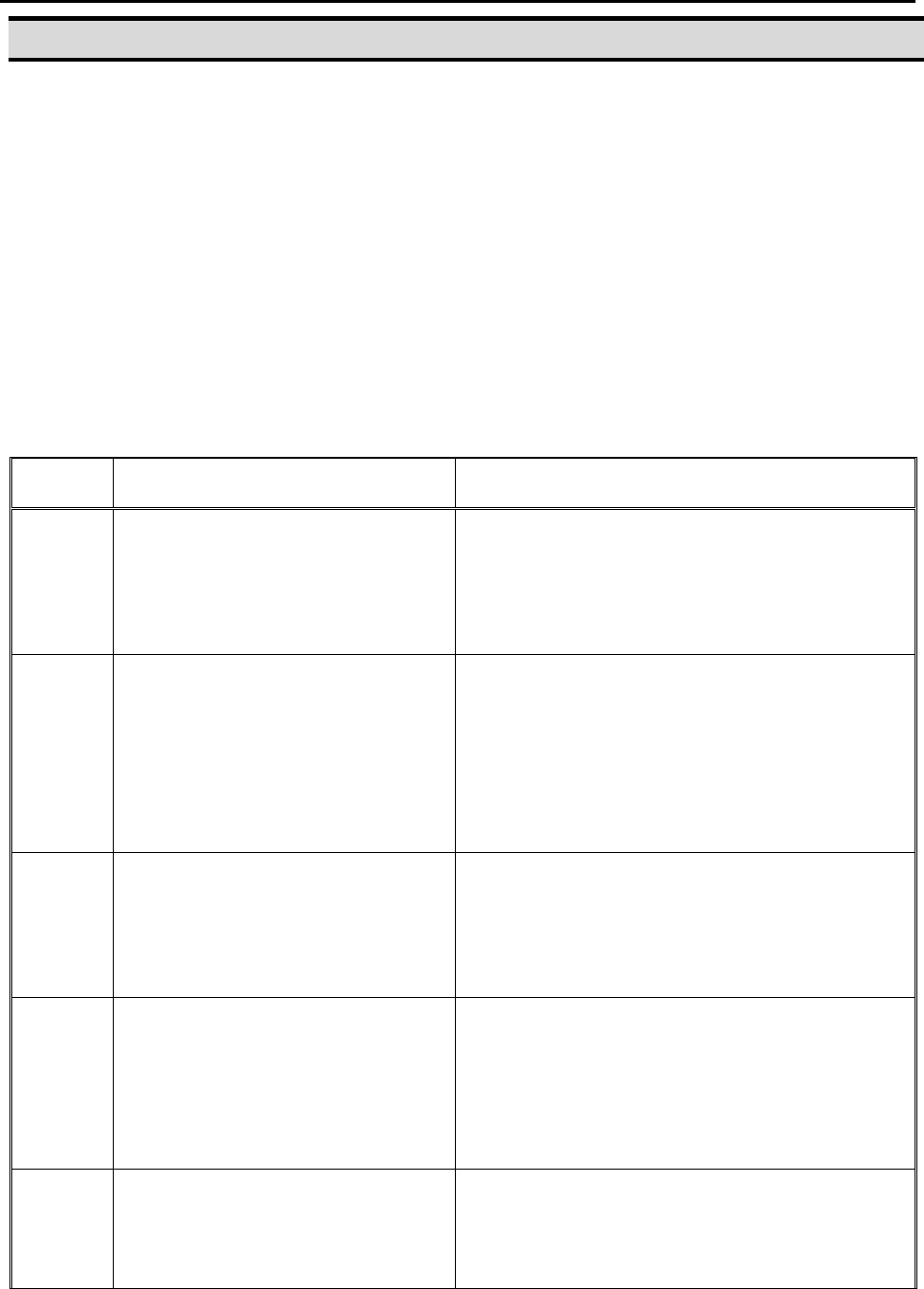
3. Step & Repeat – Sample Program
The program below will dispense four dots on each work piece.
There are three rows and four columns of parts loaded on the robot for a total of 12 parts.
The parts are 25 mm apart in the X-axis.
The parts are 30 mm apart in the Y-axis.
Addr.
Command
Notes
0001
Point Dispense Setup
- Dispense Time: 0.50 sec
- Tail Time: 0.25 sec
Sets the dispensing time for all dots to 0.5
seconds.
Sets the waiting time, after dispensing a dot, to
0.25 seconds.
0002
Dispense End Setup
- H. Speed: 75 mm/sec
- L. Speed: 15 mm/sec
- L. Length: 10 mm
Programs the robot to rise, after dispensing.
The tip will rise 10 mm (L. Length) at
15 mm/sec (L. Speed) then continues rising at
75 mm/sec (H. Speed) to the Z Clearance
height.
0003
Z Clearance
- 20 mm
- Relative
Sets the Z Clearance value to 20 mm relative
to the point location.
The maximum height the tip will rise after
dispensing is 20 mm above the Dot.
1
2
3
4
8
7
6
5
9
10
11
12
F4000N Series Operating Manual
Section 6: Sample Programs
Part # 562187N-1
Rev. D Sep 2012
94
© 2012 Fisnar Inc.
Addr.
Command
Notes
0004
Dispense Dot (180, 20, 35)
Dispenses a dot at
X: 180 mm, Y: 20 mm, Z: 35 mm
(First Part, first dot)
0005
Dispense Dot (180, 25, 35)
Dispenses a dot at
X: 180 mm, Y: 25 mm, Z: 35 mm
(First Part, second dot)
0006
Dispense Dot (185, 20, 35)
Dispenses a dot at
X: 185 mm, Y: 20 mm, Z: 35 mm
(First Part, third dot)
0007
Dispense Dot (185, 25, 35)
Dispenses a dot at
X: 185 mm, Y: 25 mm, Z: 35 mm
(First Part, four dot)
0008
Step & Repeat Y
- Columns: 4
- Rows: 3
- X Offset: 25 mm
- Y Offset: 30 mm
- Start Address: 4
- 'S' Path
Registers the Step & Repeat instruction.
The robot will repeat addresses 0004 – 0007
to complete a matrix of 4x3 (12) parts.
The distance between parts is 25 mm in the
X-axis and 30 mm in the Y-axis.
The robot will follow an 'S' path, through the
parts.
0009
End Program
Ends the program. Returns the tip to the home
position.
F4000N Series Operating Manual
Section 6: Sample Programs
Part # 562187N-1
Rev. D Sep 2012
95
© 2012 Fisnar Inc.
4. Input / Output Signal Processing – Sample Program
The program below assumes a fixture holding 12 parts. The robot will move to the first
part, then close output signal # 1 for 0.25 seconds.
The robot will then check the status of input signal #1 at the first part.
If the signal is closed, the robot will dispense a dot then move to the next part.
If the signal does not close within (2) seconds, the robot will skip this part and move to the
next part. This process will be repeated for all (12) parts.
Addr.
Command
Notes
0001
Point Dispense Setup
- Dispense Time: 0.50 sec
- Tail Time: 0.25 sec
Sets the dispensing time for all dots to 0.5
seconds.
Sets the waiting time, after dispensing a
dot, to 0.25 seconds.
0002
Dispense End Setup
- H. Speed: 75 mm/sec
- L. Speed: 15 mm/sec
- L. Length: 10 mm
Programs the robot to rise, after
dispensing.
The tip will rise 10 mm (L. Length) at
15 mm/sec (L. Speed) then continues rising
at 75 mm/sec (H. Speed) to the Z
Clearance height.
0003
Z Clearance
- 20 mm
- Relative
Sets the Z Clearance value to 20 mm
relative to the point location.
The maximum height the tip will rise after
dispensing is 20 mm above the Dot.
0004
Dummy Point (180, 20, 25)
Registers a 'Dummy' point at:
X: 180 mm, Y: 20 mm, Z: 25 mm
The tip will move to this XYZ location, but
will do nothing. This point is just above the
first part in the fixture.
0005
Set INPUT / OUTPUT
- Output
- Port #: 1
- Status: 1
Closes output signal # 1.
Output is turned 'on.'