F4000N_revD.pdf - 第42页
F4000N Series Operating Manual Section 5: Point T ype & Function Reference Part # 562187N - 1 Rev . D Sep 201 2 41 © 20 12 Fisnar Inc. The program will run in the following pattern and consists of the follow ing inst…
F4000N Series Operating Manual
Section 5: Point Type & Function Reference
Part # 562187N-1
Rev. D Sep 2012
40
© 2012 Fisnar Inc.
Instruction
Display Shows
6
Type 3 to specify three rows, and then press
ENTER.
Step & Repeat
Address, 8
---------------------
X Offset:
Y Offset:
Unit: mm
7
In the above example, the X Offset between
parts is 30 mm.
Type 30 to specify an X Offset of 30 mm, and
then press ENTER.
Step & Repeat
Address, 8
---------------------
X Offset:
Y Offset:
Unit: mm
8
In the above example, the Y Offset between
parts is 25 mm.
Type 25 to specify 25 mm, and then press
ENTER.
Step & Repeat
Address, 8
---------------------
X Offset: 30
Y Offset:
Unit: mm
9
The display will prompt you to select 1. S Path or
2. N. Path.
Selecting S Path will cause the first row 1 to 4 to
be dispensed, then the second row 4 to 1, and
then the third row 1 to 4.
Selecting N PATH will cause the first row 1 to 4
to be dispensed, then the second row 1 to 4, and
then the third row 1 to 4.
Press 1 to select S PATH, and then press
ENTER.
Step & Repeat
Address, 8
---------------------
1. S Path
2. N Path
Select:
10
The program is now complete.
Press F1/ENTER, and then select End Program
to mark address 9 as the new End Program
instruction.
Press the 7 key then press ENTER.
Press RUN to run the program.
F4000N Series Operating Manual
Section 5: Point Type & Function Reference
Part # 562187N-1
Rev. D Sep 2012
41
© 2012 Fisnar Inc.
The program will run in the following pattern and consists of the following instructions:
Address
Instruction
1
Dispense End Setup:
H.Speed = 100 mm/s, L.Speed = 15 mm/s, L.Length = 5mm
2
Z Clearance:
Relative 10 mm
3
Point Dispense Setup:
Disp.Time = 0.25 s Tail Time = 0.10 s
4
Dispense Point
5
Dispense Point
6
Dispense Point
7
Dispense Point
8
Step & Repeat X:
Cols: 4, Rows: 3, X Off: 30mm, Y Off: 25mm, Addr. 4, S Path
9
End Program
1
2
3
4
8
7
6
5
9
10
11
12
F4000N Series Operating Manual
Section 5: Point Type & Function Reference
Part # 562187N-1
Rev. D Sep 2012
42
© 2012 Fisnar Inc.
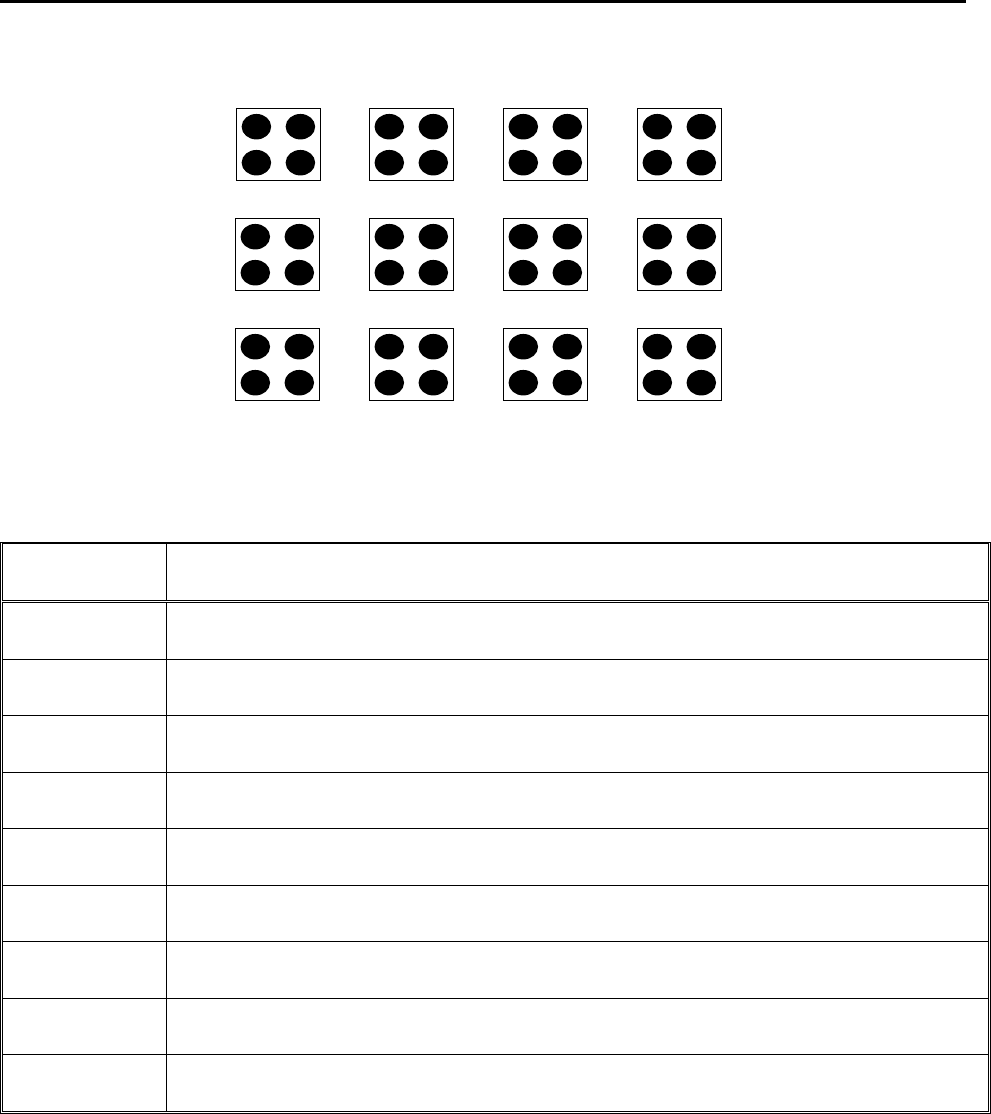
The previous example was done using S Path. The difference between S Path and N Path
is the order in which the pieces are run:
Step & Repeat X:
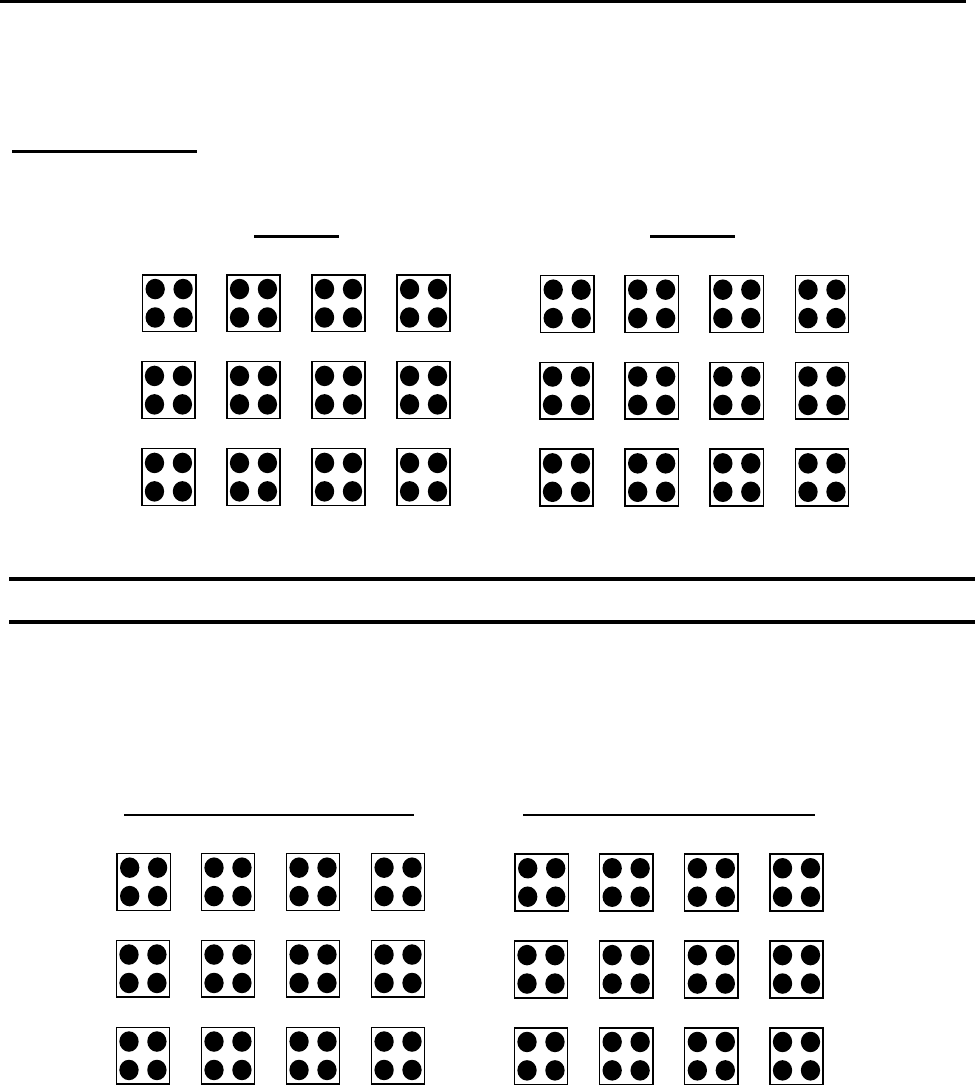
1.11 Step & Repeat Y
Step & Repeat Y works just as Step & Repeat X does, with one difference: priority is given
to the Y-axis instead of the X-axis.
1
2
3
4
5
6
7
8
9
10
11
12
N PATH
1
2
3
4
8
7
6
5
9
10
11
12
S PATH
1
6
7
12
2
5
8
11
3
4
9
10
Step & Repeat Y - S PATH
1
4
7
10
2
5
8
11
3
6
9
12
Step & Repeat Y - N PATH