HP-830选择性涂覆机操作手册及保养说明书.pdf - 第31页
东莞市海派自动化科技有限公司 DONGGUAN HAIPAI AUTOMATION TECHNOLOGY CO,.LTD 电话: 0769-84966029 传真: 0769-84966039 地址:东莞市大岭山镇月山村兴月路 3 号海派科技园 30 一个产品同时流入设备。 7. 出 板方 式: “普通 出板” 在产 品流出 设备 时产品 感应 到“出 板感应 器” 并脱 离 “ 出 板 感 应 器 ” 后 “ 定 位 气 缸 ” 下 …
东莞市海派自动化科技有限公司
DONGGUAN HAIPAI AUTOMATION TECHNOLOGY CO,.LTD
电话:0769-84966029 传真:0769-84966039 地址:东莞市大岭山镇月山村兴月路 3 号海派科技园
29
源开关。
12. 使用顶板:设备运行中防止产品晃动而加装的一个功能。
13. 使用离子风机:在设备加装离子风机后勾选此项。可开启风机抽风。
14. 使用胶阀 1-4:在硬件加持的情况下,此项为胶阀升降气缸的上下位置传感
器是否使用,勾选时为使用。
15. 使用胶阀偏转 1-4:在硬件加装的情况下,此项位偏转气缸位置传感器是否
使用,勾选时为使用。
5.1.8.
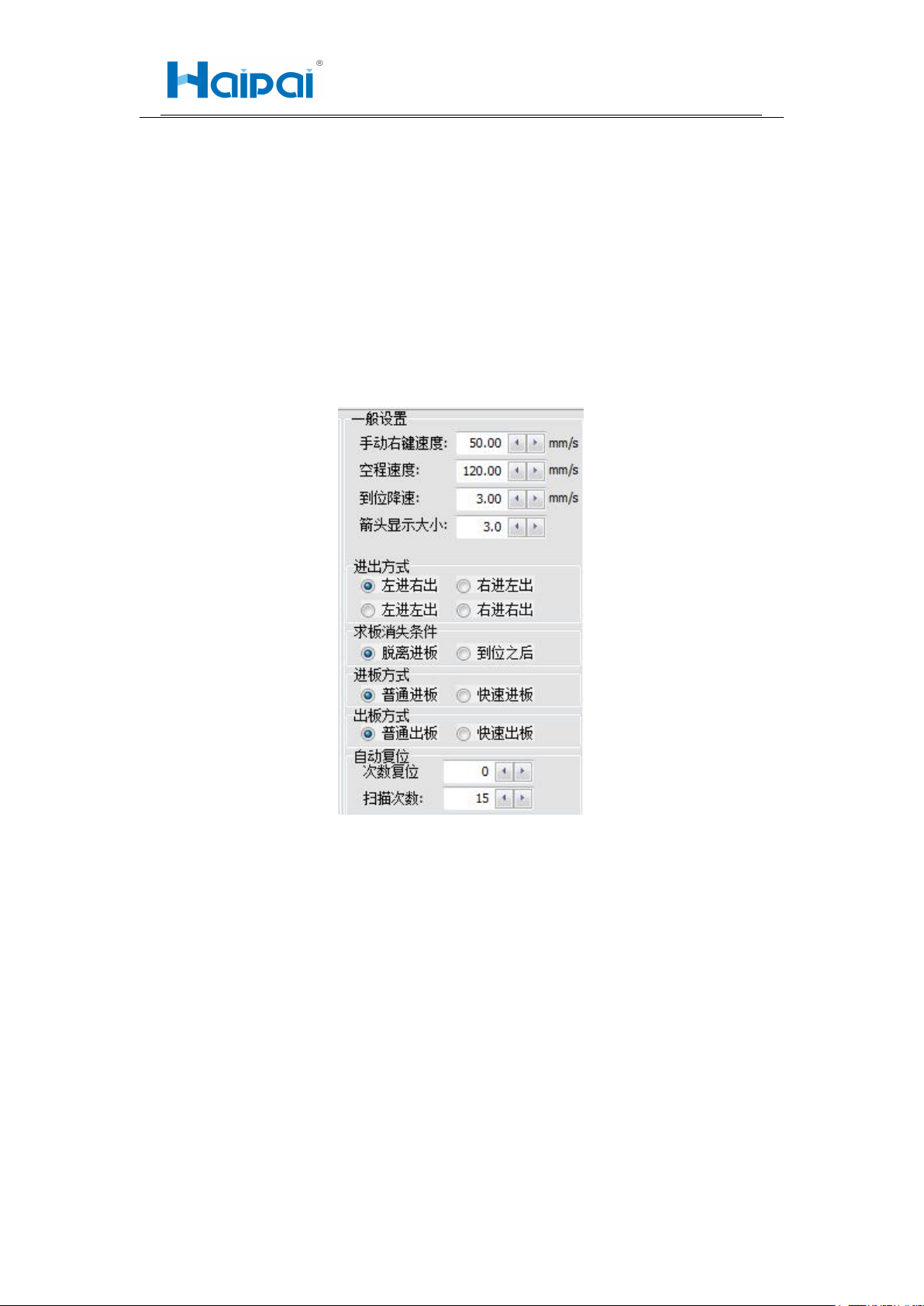
一般设置功能介绍
图 4- 9 一般功能
1. 手动右键速度:右键点击轴方向运动时的速度。此速度一般在轨迹编辑时
对运行轨迹进行微调所用到。微调时速度要求要低不能太快,太快容易撞
枪阀。
2. 空程速度:程序运行空轨迹时的速度。
3. 箭头显示大小:
4. 进出方式:为进出产品方式,可根据需求自行选择。
5. 求板信号消失条件:设备运行时本设备向前机发出的要板信号。
6. 进板板方式:“普通进板”为前一个产品完全流出设备“出板感应器”后,
后一个产品再流入本设备。“快速进板”为前一个产品开始流出本设备时后
东莞市海派自动化科技有限公司
DONGGUAN HAIPAI AUTOMATION TECHNOLOGY CO,.LTD
电话:0769-84966029 传真:0769-84966039 地址:东莞市大岭山镇月山村兴月路 3 号海派科技园
30
一个产品同时流入设备。
7. 出板方式:“普通出板”在产品流出设备时产品感应到“出板感应器”并脱
离“出板感应器”后“定位气缸”下降设备进入下一个产品的加工流程。
“快速出板”为在产品流出设备时产品感应到“出板感应器”后“定位气
缸”下降设备进入下一个产品的加工流程。
8. 自动复位:勾选此项功能在设备自动运行的过程中,设备运行流程达到设
定的次数后设备会进行一次归零动作。
9. 扫描次数:扫码器读档失败后的最高读档次数,次数可设。
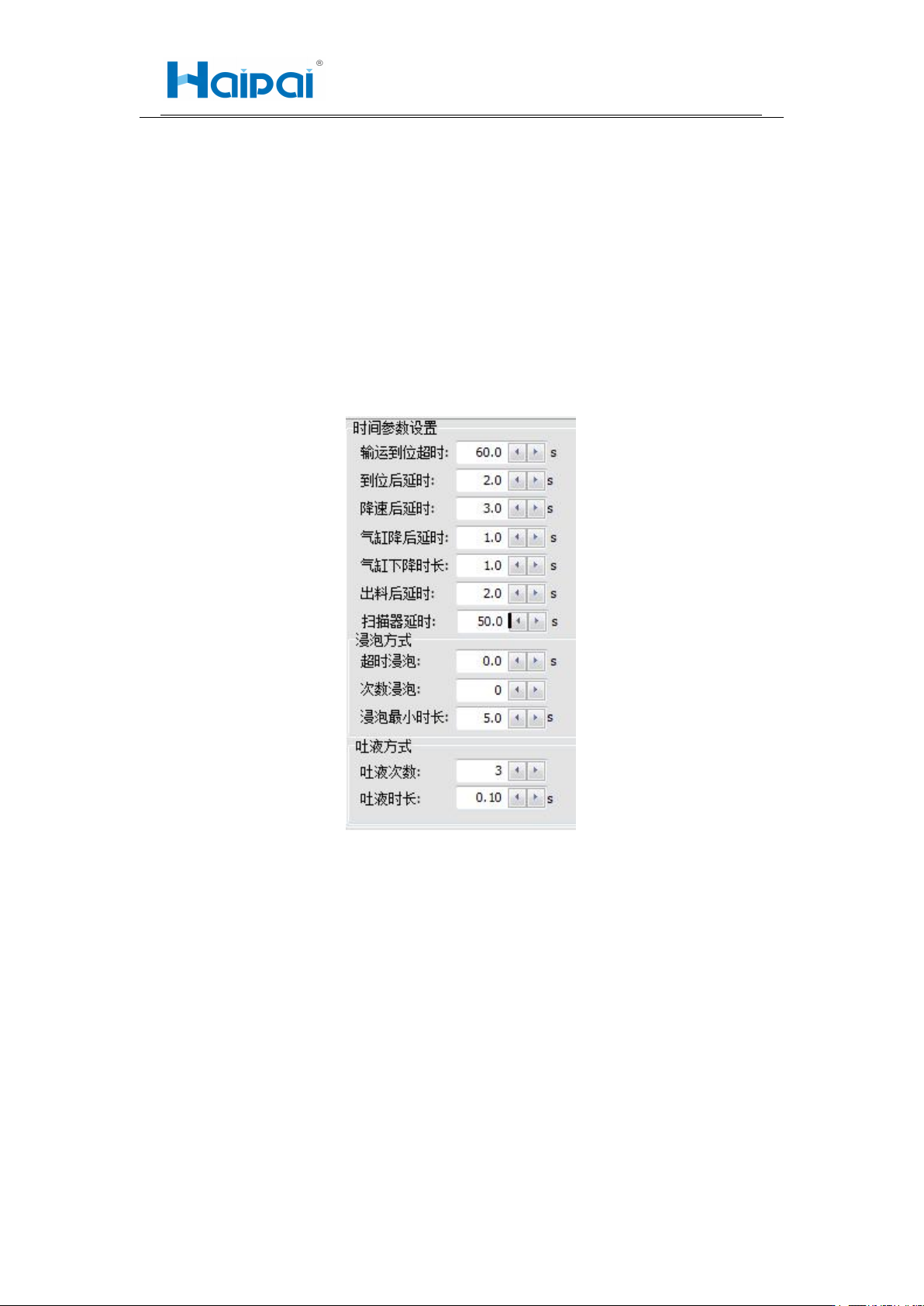
5.1.9. 时间参数设置
图 4- 10 时间参数
1. 输送到位超时:“进板感应器”感应到信号到“到位感应器”感应到信号
的时间。如在设定的时间内“到位感应器”未感应到信号设备提示到位超
时报警。
2. 到位后延时:设备运行过程中“到位感应器”感应到信号后延时一段时间
关闭输送。
3. 降速后延时:到位后输送作低速运行的时间。
4. 气缸下降延时:产品流出时“出板感应器”感应到信号,“定位气缸”延
时所设时间再下降。
5. 气缸下降时长:气缸下降所用时间,可根据实际情况设置时长。

东莞市海派自动化科技有限公司
DONGGUAN HAIPAI AUTOMATION TECHNOLOGY CO,.LTD
电话:0769-84966029 传真:0769-84966039 地址:东莞市大岭山镇月山村兴月路 3 号海派科技园
31
6. 出料后延时:产品加工完成流出设备时,产品脱离“出板感应器”关闭输
送的时间。
7. 扫描器延时:扫码器在扫码时的反应时间。
8. 浸泡方式:与前面基本参数设置一致。
9. 吐液方式:与前面基本参数设置一致。
5.1.10. 端口设置
图 4- 11 端口设置
1. 使用称重报警:设备外部胶量称重报警端口,勾选为使用称重报警。
2. 称重端口:称重信号端口。
3. 停机下限:胶量低于下限值设备停止工作
4. 报警下限:胶量低于下限值设备发出报警信号,但不停机。
5. 去皮值:涂料容器重量。
6. 剩余胶量测试:通过 COM 口信号读取胶桶内剩余胶量