HP-830选择性涂覆机操作手册及保养说明书.pdf - 第76页
东莞市海派自动化科技有限公司 DONGGUAN HAIPAI AUTOMATION TECHNOLOGY CO,.LTD 电话: 0769-84966029 传真: 0769-84966039 地址:东莞市大岭山镇月山村兴月路 3 号海派科技园 75 2. 富士伺服驱动器参数设置步骤。 图 8- 5 富士驱动器调试步骤 3. 富士驱动器故障代码及排查。 功能 错误代码 错误原因 排除方法 过电流 OC1 伺服放大器输出的电流超出规定值 …
东莞市海派自动化科技有限公司
DONGGUAN HAIPAI AUTOMATION TECHNOLOGY CO,.LTD
电话:0769-84966029 传真:0769-84966039 地址:东莞市大岭山镇月山村兴月路 3 号海派科技园
74
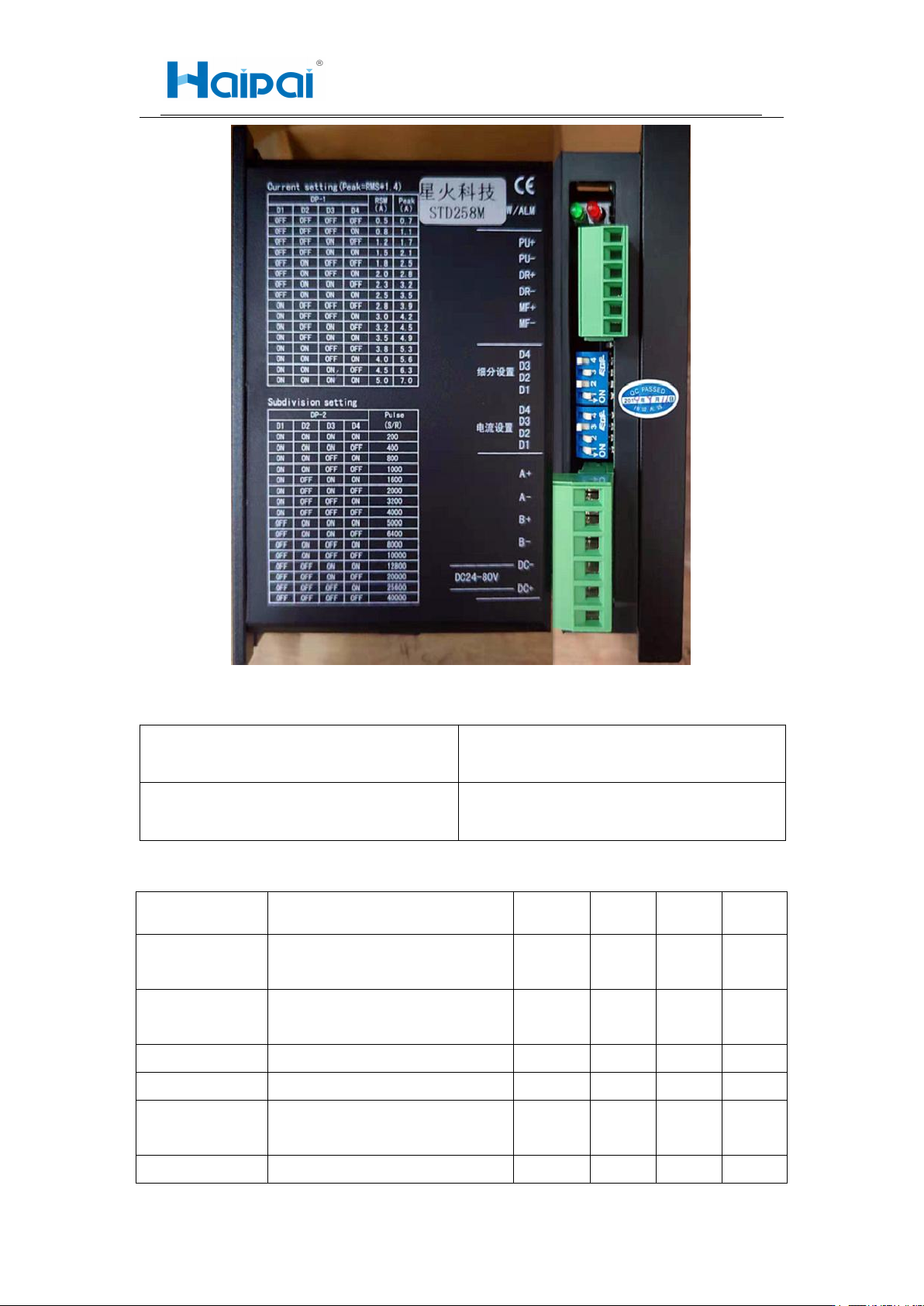
图 8- 4 步进驱动参数
细分(脉冲数)
2000(固定不变)
电流
4.5A-6.5A
9.1.5.
富士伺服驱动器常规参数设置。
功能参数代码
说明
U
Z
X
Y
脉冲指令类型
PA1-3
电机始终往一个方向运动时调节此参
数
0
0
0
0
电机旋转方向
PA1-4
电机运动方向与实际方向相反时调节
此参数
0/1
0/1
0/1
0/1
电机脉冲数 PA1-5
电机旋转一圈的脉冲量
10000
10000
10000
10000
增益模式 PA1-13
将增益模式调为自动
10
10
10
10
增益
PA1-15
如果振荡就把值小一点,在不振的情
况下越大越好
18
18
18
18
抱闸输出 PA3-52
Z 轴刹车信号输出
0
1
0
0
东莞市海派自动化科技有限公司
DONGGUAN HAIPAI AUTOMATION TECHNOLOGY CO,.LTD
电话:0769-84966029 传真:0769-84966039 地址:东莞市大岭山镇月山村兴月路 3 号海派科技园
75
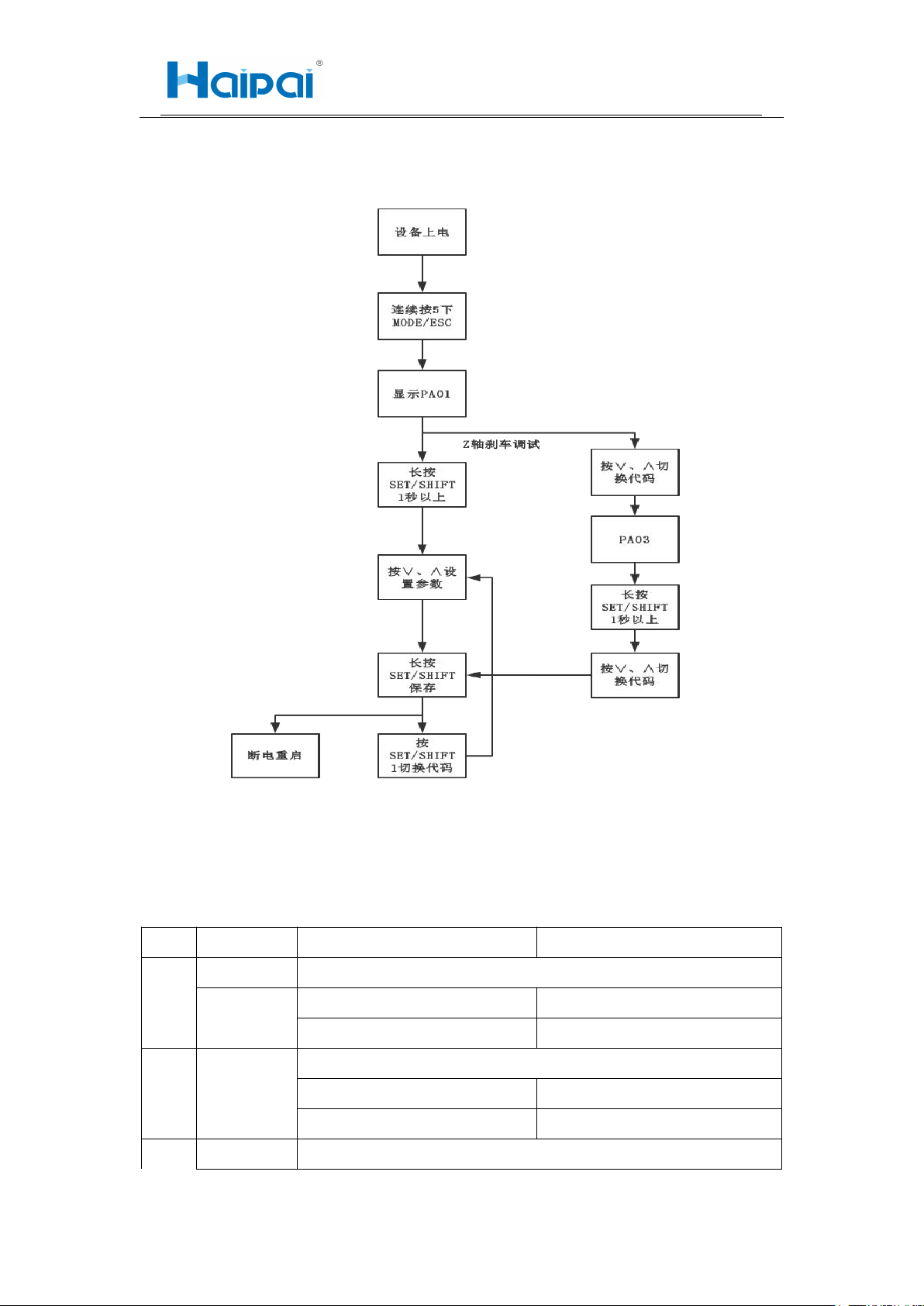
2. 富士伺服驱动器参数设置步骤。
图 8- 5 富士驱动器调试步骤
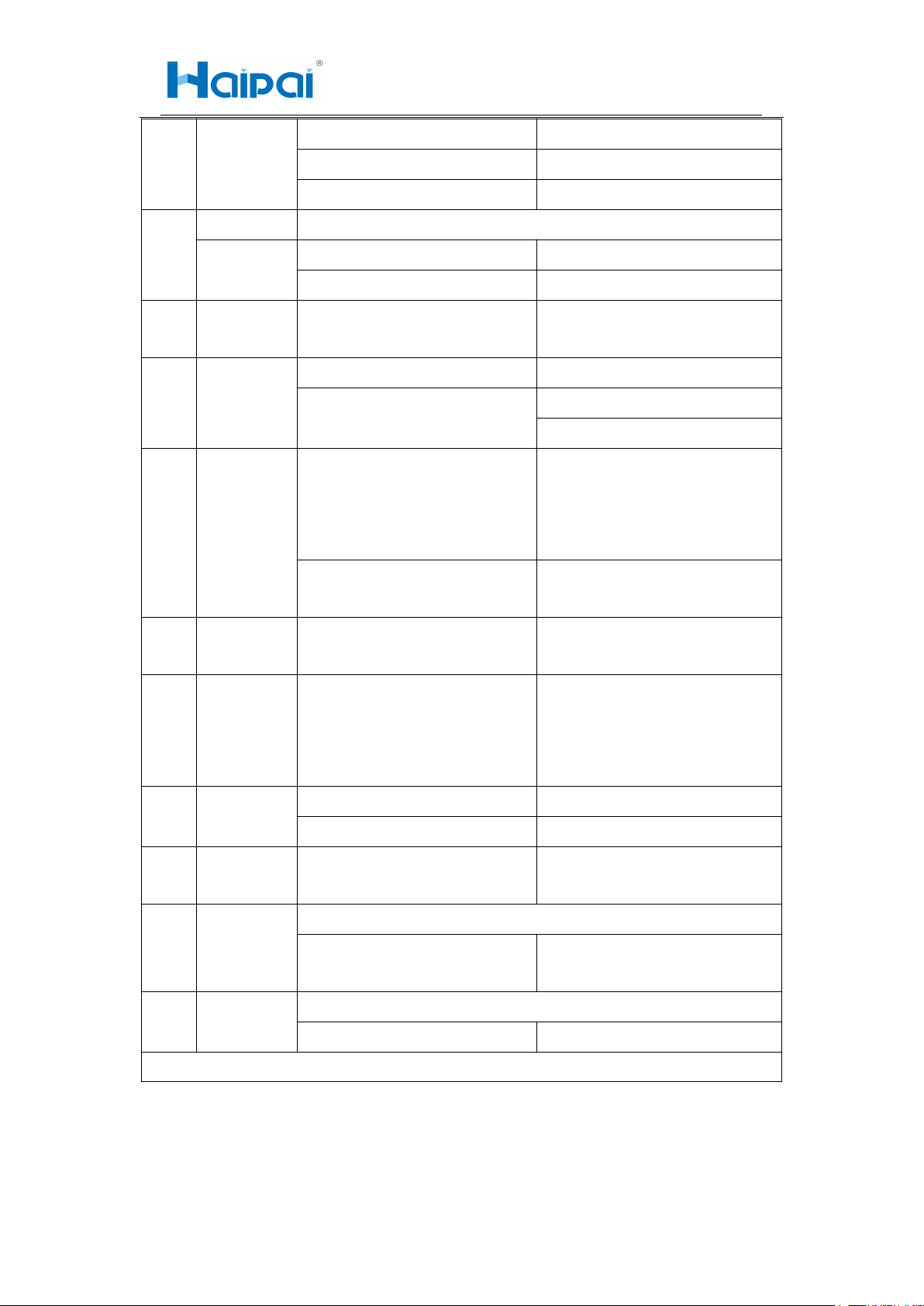
3.
富士驱动器故障代码及排查。
功能
错误代码
错误原因
排除方法
过电流
OC1
伺服放大器输出的电流超出规定值
OC2
电机动力线匹配错误
检查 U/V/W/PE 的配线情况
伺服放大器损坏
更换伺服放大器
超速
OS
伺服电机转速超过最高转速的 1.1 倍
动力线匹配错误
检查 U/V/W/PE 的配线情况
齿轮比设置错误
核对驱动器参数
过电压
HU
伺服放大器内部直流电压高于上限值
东莞市海派自动化科技有限公司
DONGGUAN HAIPAI AUTOMATION TECHNOLOGY CO,.LTD
电话:0769-84966029 传真:0769-84966039 地址:东莞市大岭山镇月山村兴月路 3 号海派科技园
76
电源电压过高
确认电源电压是否规范
外部再生电阻器配线错误
修改外部再生电阻的配线
再生晶体管损坏
更换伺服放大器
编码器
异常
EC1
内置于伺服电机的编码器发生异常(但通信正常)
EC2
编码器数据异常
查找并排除干扰源
编码器出现故障
更换伺服放大器
组合异
常
CE
电机与伺服放大器功率、型号不匹
配。
更换相互匹配的电机和驱动器(有可能
是打电箱盘时驱动器位置放错了)
再生晶
体管过
热
CH
内置于放大器的再生晶体管过热
再生电力过大
延长减速时间
加外接电阻
编码器
通讯异
常
EC
电机内部编码器脱落或者损坏
拆下电机端编码器看里面接线是否有脱
落(*此项需注意谨慎以免对电机端编
码器造成二次损害),联系设备厂商要
求更换伺服电机
配线断裂或接触不良、干扰等
检查编码器延长线焊接是否良好,线序
是否有误,和驱动器接触是否良好
控制电
路异常
CE
伺服放大器及现故障
若重新上电仍然报警,更换伺服放大器
过载
OL1、OL2
OL1 瞬间转矩过大,OL2 长时间转矩过
大,电机卡死、机械太重、加减速度
过快、运行速度过快、伺服放大器损
坏
检查动力线 U/V/W/PE 配线,确认制动
器(带刹车)是否打开,调整电机加减
速度的时间及运行速度,排除电机卡死
原因。更换伺服放大器。
主路电
压不足
LUP
电源电压过低
改善电源电压
一般断电瞬间会出现此现象
此情况不用管
无使能
POF
使能信号未接通
确保脉冲线内的 24V 和 0V 已接入驱动
器
偏差超
出
OF
P2-62 偏差超出检测值大于伺服放大器内部设定的位置偏差
*动力配线的连接错误,*增益低。*脉
冲频率的加减速过急
检查动力配线 U/V/W/PE 的配线,*调整
增益,*延长加减速时间
初始化
错误
E
编码器内部初始位置不对
编码器出现故障
更换伺服放大器
注*常见报警代码有:OC1、OC2、CE1、CE2、EC、OL1、OL2、POF。
4. 系统故障:分为操作系统故障和涂覆系统故障。如操作系统出现故障操作
人员应及时联系设备厂商进行系统维护,切勿擅自进行维修,避免对工控
机造成二次损坏,否则后果自行承担。涂覆系统故障一般为涂覆程序丢失,