AIM 编程手册 QD057-03.pdf - 第127页
QD057-03 6. 在机器上编制 Job (使用 MEdit) AIM 编程手册 117 向模组发送更改设置 18.显示出进行测 试的吸取位置 的位移量。检 查结果,如果 结果可被接受, 单击 [Finish]。 可以单击 [Back ] 返回到吸取测试的以前的 步骤。 19.弹出对话框询问是 否将结果送回到模组中去。单击 [Yes] 将新的位移量数据送回到模组 中去。 20.弹出对话框询问是 否要运行检测的数据。单击 [ Yes]…
6. 在机器上编制 Job (使用 MEdit) QD057-03
116 AIM 编程手册
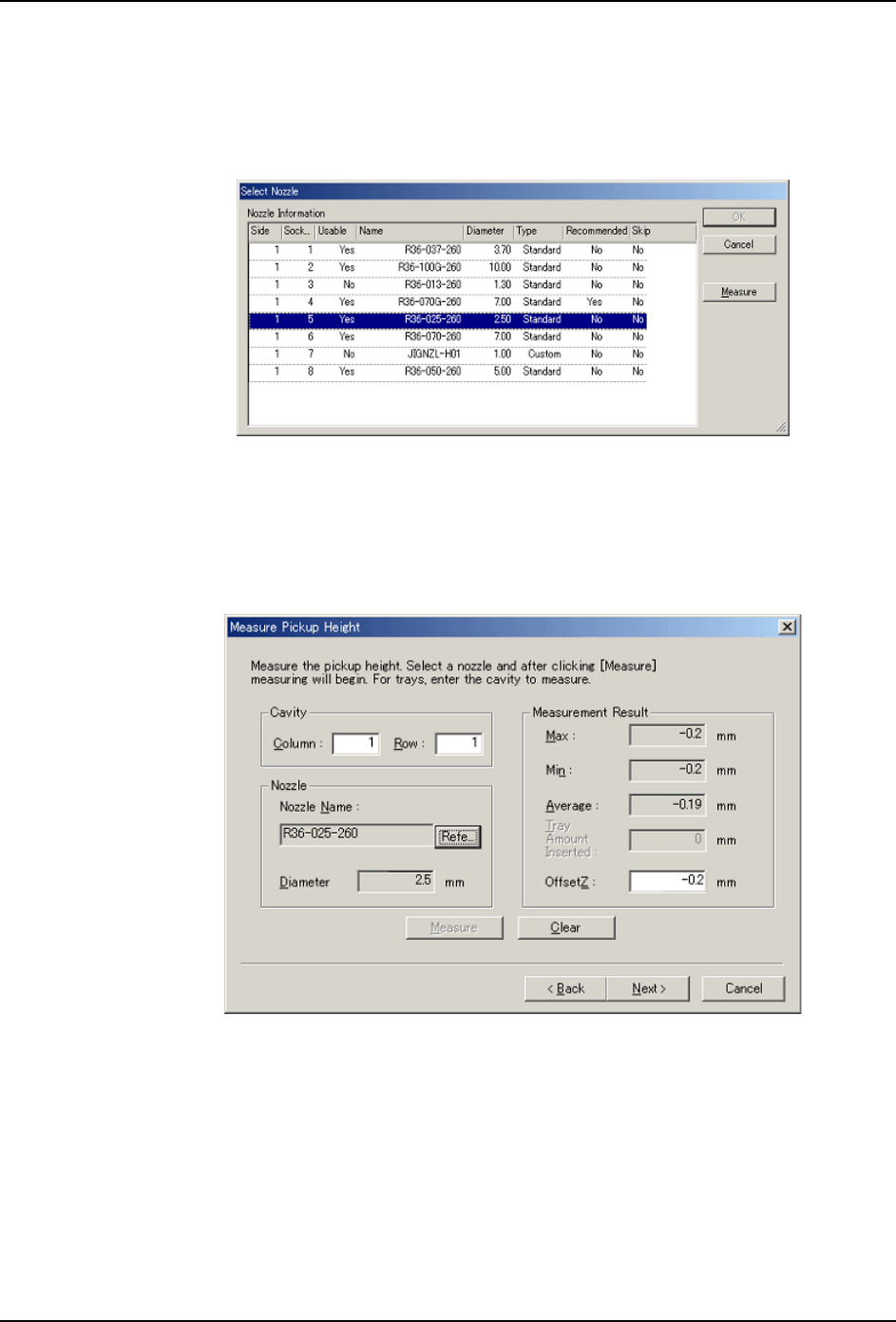
13.弹出[Measure Pickup Height]步骤。请确认已经将元件放在正确的位置 (请参考“6.6.4
供料器送料数和吸取测试的料带返回方法”),接着单击 [Ref.] 来对所使用的吸嘴或吸
爪 (仅限于工作头关闭)进行指定测试。
备注 ) 机器能够辨别出模组中所出现的吸嘴和吸爪 ( 指通过机器执行的检测 )。如果 Job 指定的吸嘴
和吸抓可用做高度尺寸,则该吸嘴和吸抓是通过自动选择的。
14.在弹出的对话框中选择吸嘴或吸爪(仅限于工作头关闭)要使用的尺寸,接着单击 [OK]。
备注 ) 如果模组还没有执行校正则不就不可能知道吸嘴平台上出现的吸嘴和吸爪,单击 [Measure] 检
测出现了吸嘴和吸爪的模组。
15.单击 [Measure] 开始执行吸取高度测试。
16.显示测试的结果同时自动决定 Z 方向的位移量。同时还可以通过手动来编辑该值。
备注 ) 当出现一步错误时,将弹出如下对话框。在对话框中单击 [Yes] 将头部向下移动 1mm 后再重新
测量。如果吸取的位置上没有元件,将会发生同样的错误。如果还不确定元件是否出现,请在
供料器中检查元件的状态。
注意 ) 在关闭工作头的情况下进行测量,即使在较低的位置吸嘴(吸爪)不能与元件接触,但是 Z 轴
最低位置将作为测量结果显示出来。如果再次进行测量,吸嘴(吸爪)位置低于先前测量结果
-1.5mm,测量值将会发生很大的改变。可以接受的测量结果是大约与元件实际接触时测量的位
置相同的测量值,所以要进行反复测量直到结果大约与先前一致。
17.一旦决定了 Z 的位移量并且该结果被接受后单击 [Next]。
QD057-03 6. 在机器上编制 Job (使用 MEdit)
AIM 编程手册 117
向模组发送更改设置
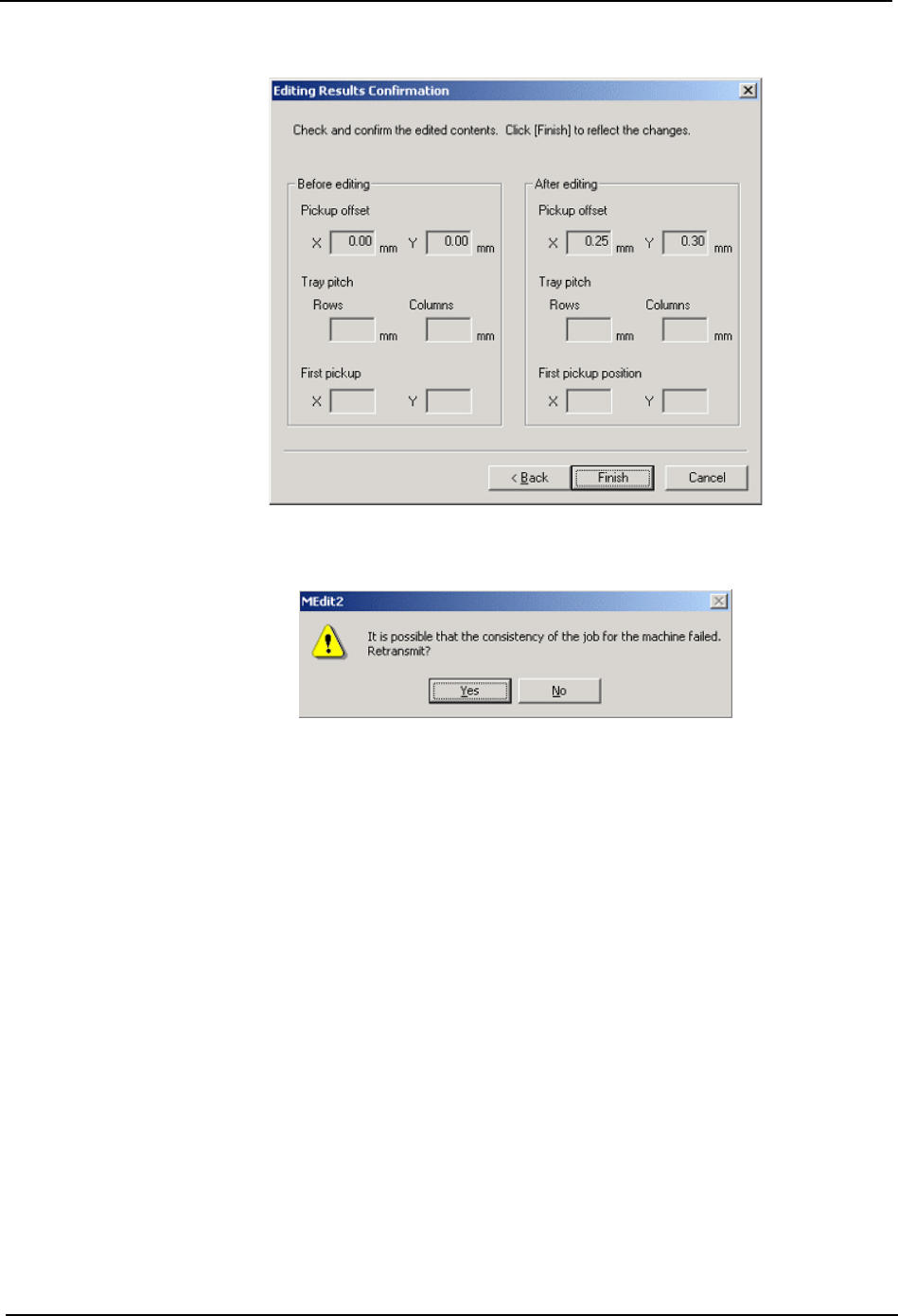
18.显示出进行测试的吸取位置的位移量。检查结果,如果结果可被接受,单击 [Finish]。
可以单击 [Back] 返回到吸取测试的以前的步骤。
19.弹出对话框询问是否将结果送回到模组中去。单击 [Yes] 将新的位移量数据送回到模组
中去。
20.弹出对话框询问是否要运行检测的数据。单击 [Yes] 用检测数据检测 Job 数据。
21.选择要将更改的 Job 数据发送到模组的模组接着单击 [OK]。请注意,如果同一元件出现
在多个模组中,选择有同种元件的所有模组,这点很重要。
6. 在机器上编制 Job (使用 MEdit) QD057-03
118 AIM 编程手册
6.5.3 在料盘中测试吸取位置
使用该功能检测和编辑间距,即供料器中吸取元件的 X-,Y- 和 Z 方向上的位置。
启动吸取测试
1. 将吸取位置要被测试的 Job 传送到机器中,等待主屏幕显示模组中的所有操作电路板。
2. 如果有必要的话,启动并登录到 MEdit 中。
3. 在 [File] 菜单中单击 [Open Current Job]。弹出 [Acquire current production job]
对话框。
4. 在左边的面板中选择吸取位置要进行测试的机器的生产线,接着在右边面板中选择机
器。选择的 Job 名会自动显示在弹出的 [Job Name] 对话框中。
5. 从要进行测试的料盘吸取位置数据的模组中选择模组。
6. 选择 [Feeder Setup] 标签页。
7. 选择将要执行吸取测试的料槽。
8. 在 [Tool] 菜单中选择 [Pickup Check]。相关模组的操作面板的背景颜色会边为紫色,
者说说明模组正在测试中。模组不能更改为该种模式有多种原因,且不能更改的现象会
导致错误发生。
NXTEJM007