AIM 编程手册 QD057-03.pdf - 第135页
QD057-03 6. 在机器上编制 Job (使用 MEdit) AIM 编程手册 125 料带的送料方法 1. 参照前述的表格,请按下所指定的先行送 料次数的送料开关,送出元件料带 。 料带的返回方法 1. 参照前述的表格,请按下所指定的先行送 料次数的返回开关,返回元件料带 。 备注 ) 拉紧杠杆是为了在正确旋转时防止顶部的薄膜松散而设置的 ( 如,料带向前送料 )。当反方向 旋转时,则顶部的薄膜就有可能松散。 通过打开拉紧杠杆来…
6. 在机器上编制 Job (使用 MEdit) QD057-03
124 AIM 编程手册
6.5.4 吸取测试时供料器送料次数和料带的返回方法
当执行吸取测试时,需要供给元件,因为测试时不会自动供给元件并且存在依靠供料器的送
料操作需要一定的时间来进行。送料数列举如下。
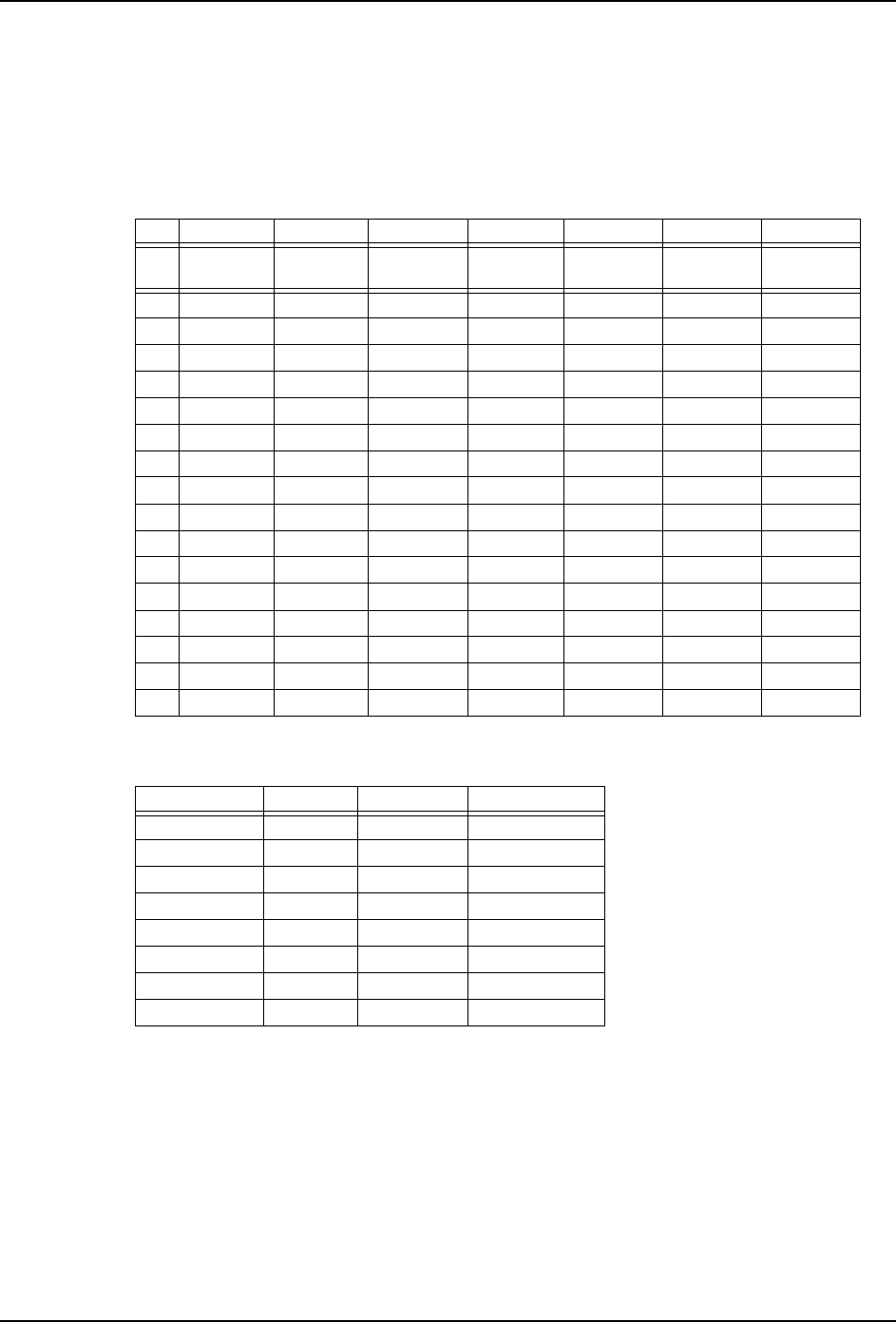
基于供料器类型和间距表的送料数
料带供料器
料管供料器
备注 ) ()中的数字表明可以对吸取测试的元件进行这么多次送料。但是,有时会出现 Y 轴移动了公
差值出错就不能执行吸取测试的情况,这是因为吸取的位置会根据校正平衡值或任何吸取的位
移量 (元件的尺寸或更小一些)的变更而变更,这样吸取的位置就有可能在有效的移动范围
外,因此就导致不能执行测试。
W08 W12 W16 W24 W32 W44 W56
间
距
送料次数 送料次数 送料次数 送料次数 送料次数 送料次数 送料次数
11 × × × × × ×
21 × × × × × ×
4 1 3 (1) 3 (1) 4 4 4 4
8 2 (1) 2 (1) 3 3 3 3
12 2 (1) 2 (1) 2 (1) 2 (1) 2 (1) 2 (1)
16 2 (1) 2 (1) 2 (1) 2 (1)
20 2 (1) 2 (1) 2 (1) 2 (1)
24 2 (1) 2 (1) 2 (1) 2 (1)
28 (1) (1) (1)
32 (1) (1) (1)
36 (1) (1)
40 (1) (1)
44 (1)
48 (1)
52 (1)
56 (1)
供料器宽度 类型 溜槽类型 送料次数
24 mm 1S Top (1)
24 mm 1S Bottom ×
24 mm 1L Top ×
24 mm 1L Bottom ×
48 mm 2S Top (1)
48 mm 2S Bottom ×
48 mm 2L Top ×
48 mm 2L Bottom ×
QD057-03 6. 在机器上编制 Job (使用 MEdit)
AIM 编程手册 125
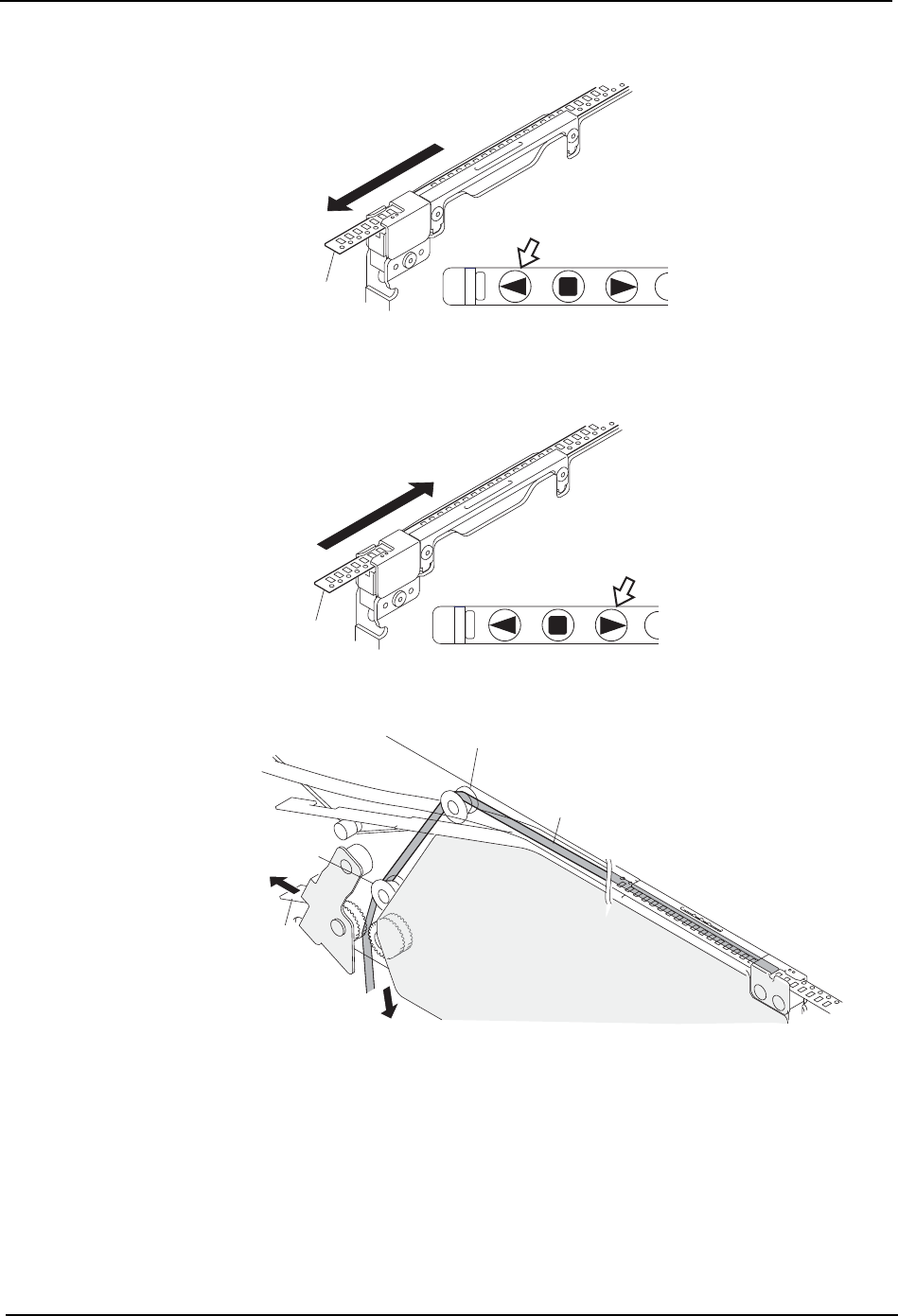
料带的送料方法
1. 参照前述的表格,请按下所指定的先行送料次数的送料开关,送出元件料带。
料带的返回方法
1. 参照前述的表格,请按下所指定的先行送料次数的返回开关,返回元件料带。
备注 ) 拉紧杠杆是为了在正确旋转时防止顶部的薄膜松散而设置的 ( 如,料带向前送料 )。当反方向
旋转时,则顶部的薄膜就有可能松散。通过打开拉紧杠杆来消除松散,通常是拉紧顶部的薄膜
再将拉紧杠杆返回。
䕧䗕᭭ᏺ
ERR
PWR
1
2
4
NXTFDR006S
䕧䗕᭭ᏺ
ERR
PWR
1
2
4
NXTFDR181S
㽚Ⲫ᭭ᏺ
ᢝ㋻ᴴᴚ
䕀ࡼ䕈Ϟ
䕀ࡼ䕈ϟ
NXTFDR008S
6. 在机器上编制 Job (使用 MEdit) QD057-03
126 AIM 编程手册
6.6 影像处理测试 (V.3.81 以后:只是在 H01 工作头中
对应)
在影像处理测试功能中,能够进行以下的作业。
·调整机器上的影像处理高度
·确认影像处理结果
·确认和编辑 Job
注意 ) 请预先进行吸取测试,在决定了吸取位置的状态下进行测试。
6.6.1 重要事项
·能够选择的料站仅限于初始料站。
·影像处理测试时即使 Job 中指定的吸嘴没有被全部安装,也能够开始测试。因此,
自动运转中使用的吸嘴与影像处理测试中使用的吸嘴有可能不同。
·影像处理测试中使用的元件不被计算成使用数。在 Fujitrax Verifier 的剩余数
中发生相当于该数量的偏差。
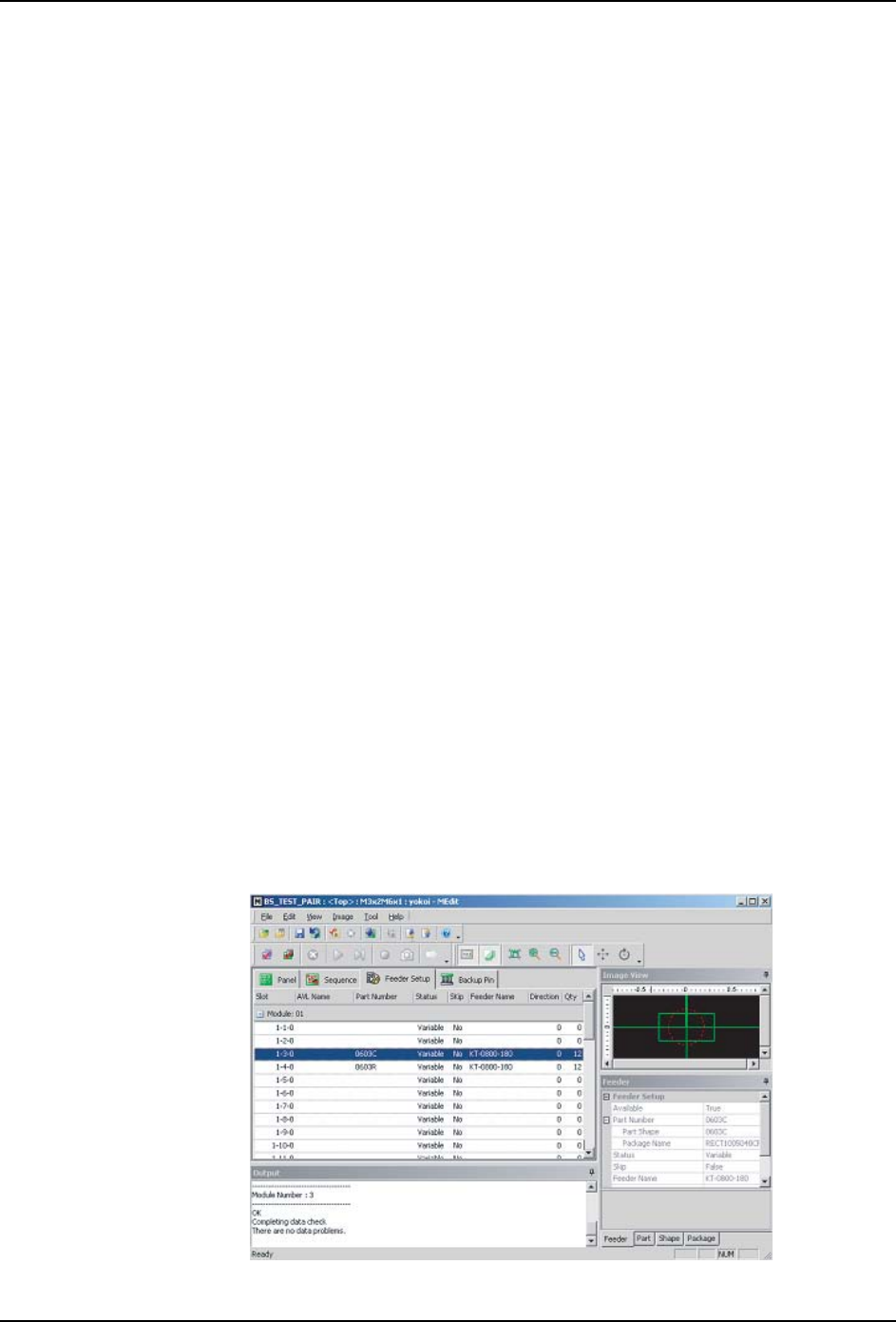
6.6.2 操作方法
1. 将想要进行影像处理测试的 Job 传输给机器,等待模组的所有的操作面板上显示初始画
面。
2. 请启动 MEdit,必要时请进行注册。
3. 从 [ 文件 ] 中单击 [ 打开现在的 Job]。显示 [ 选择要编辑的 Job] 的对话框。
4. 从画面左侧选择配置了想要进行影像处理测试的机器的生产线,另外,从画面右侧选择
想要进行影像处理测试的机器。选择的 Job 名被自动地显示在 [ 选择要编辑的 Job] 对话
框内。
5. 请选择想要进行影像处理测试的模组。
6. 请选择 [ 供料器安装 ] 标签页。
7. 请选择想要进行影像处理测试的料站。
35*(