AIM 编程手册 QD057-03.pdf - 第52页
4. 元件数据设置 QD057-03 42 AIM 编程手册 4.3.4 Shape Process 详情 Body (主体) Location Pi n Length ( 定位销长度) 存在定位销时, 以毫米为单位来定位其在元件主体上的位置。 在使用压入贴装功能时需要该 设置。 Lead (引脚) Check Point (检 查位置) 设置进行引脚检查的位置 (从引脚的末端开始测 量) 。如果设置为 0,则在引脚的 30% 的位 置…
QD057-03 4. 元件数据设置
AIM 编程手册 41
Result (结果)
设置检查元件引脚的检查类型,通常是设置为 [Inspect]。检查项目说明如下。
Quantity (引脚数量)
设置要素中的引脚数目。
Pitch (间距)
设置要素中引脚的间距。
Width (宽度)
设置要素中的引脚宽度。
Length (长度)
设置要素中的引脚长度。
Width Tolerance (宽度公差值)
设置要素中引脚宽度的公差值。
Length Tolerance (长度公差值)
设置要素中引脚长度的公差值。
Center Tolerance (中心公差值)
设置要素中引脚的弯曲程度公差值。
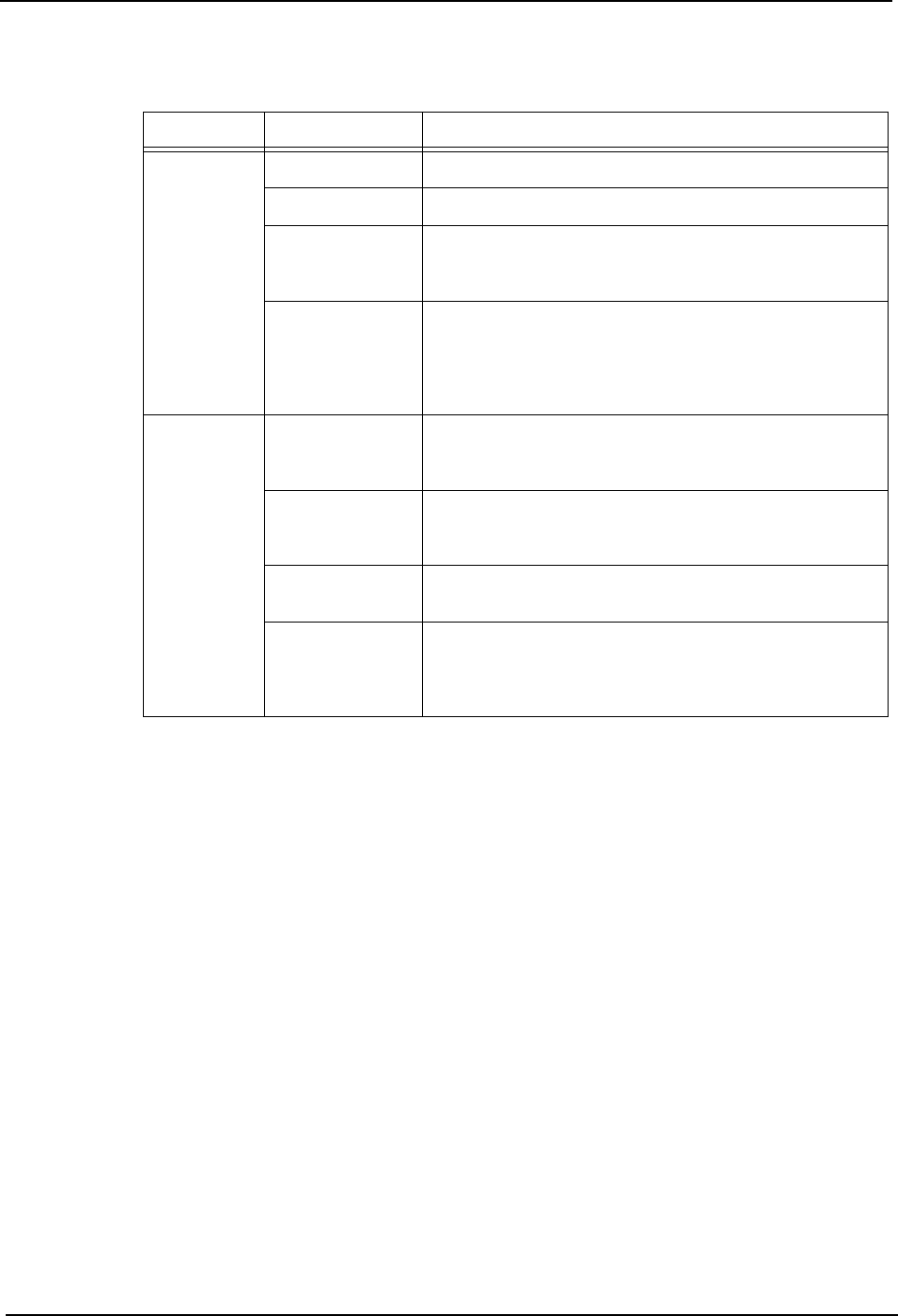
组 设置 说明
Vision
Processing
Options
(影像处理
选项)
Inspect 这是无特殊形状的标准元件的指定设置。
Don't Inspect 不检查元件。
Virtual Lead 用来限制引脚。当元件正在被检测时,影像处理进程
会验证在引脚范围内是否不存在引脚。此功能有助于
极性检查。
Matrix 行列输入 BGA、倒装芯片元件的球形栅格时,用 2 行
要素数据定义 1 个要素。此时将第一行的要素的
Result 设置为 “Inspect”,将第二行的要素的
Result 设置为 “Matrix”。“Matrix”表示此元件为
栅格类型,且由 2 个连续的要素数据定义 1 个要素。
CheckItems
(检查项
目)
No Length
Tolerance
Check
不进行引脚长度的误差检查。引脚长度分布不规则时
选择。
No Width
Tolerance
Check
不进行引脚宽度的误差检查。引脚宽度分布不规则时
选择。
First Pin
Check
用于检测第一根测出引脚左边没有引脚的引脚。( 从
左至右测试引脚 )。
Last Pin Check 启用引脚检查功能。若是从左到右处理引脚的影像,
则检查最后发现的引脚的右边是否有引脚。若是从上
到下处理引脚的影像,则检查最后发现的引脚的下边
是否有引脚。
4. 元件数据设置 QD057-03
42 AIM 编程手册
4.3.4 Shape Process 详情
Body (主体)
Location Pin Length (定位销长度)
存在定位销时,以毫米为单位来定位其在元件主体上的位置。在使用压入贴装功能时需要该
设置。
Lead (引脚)
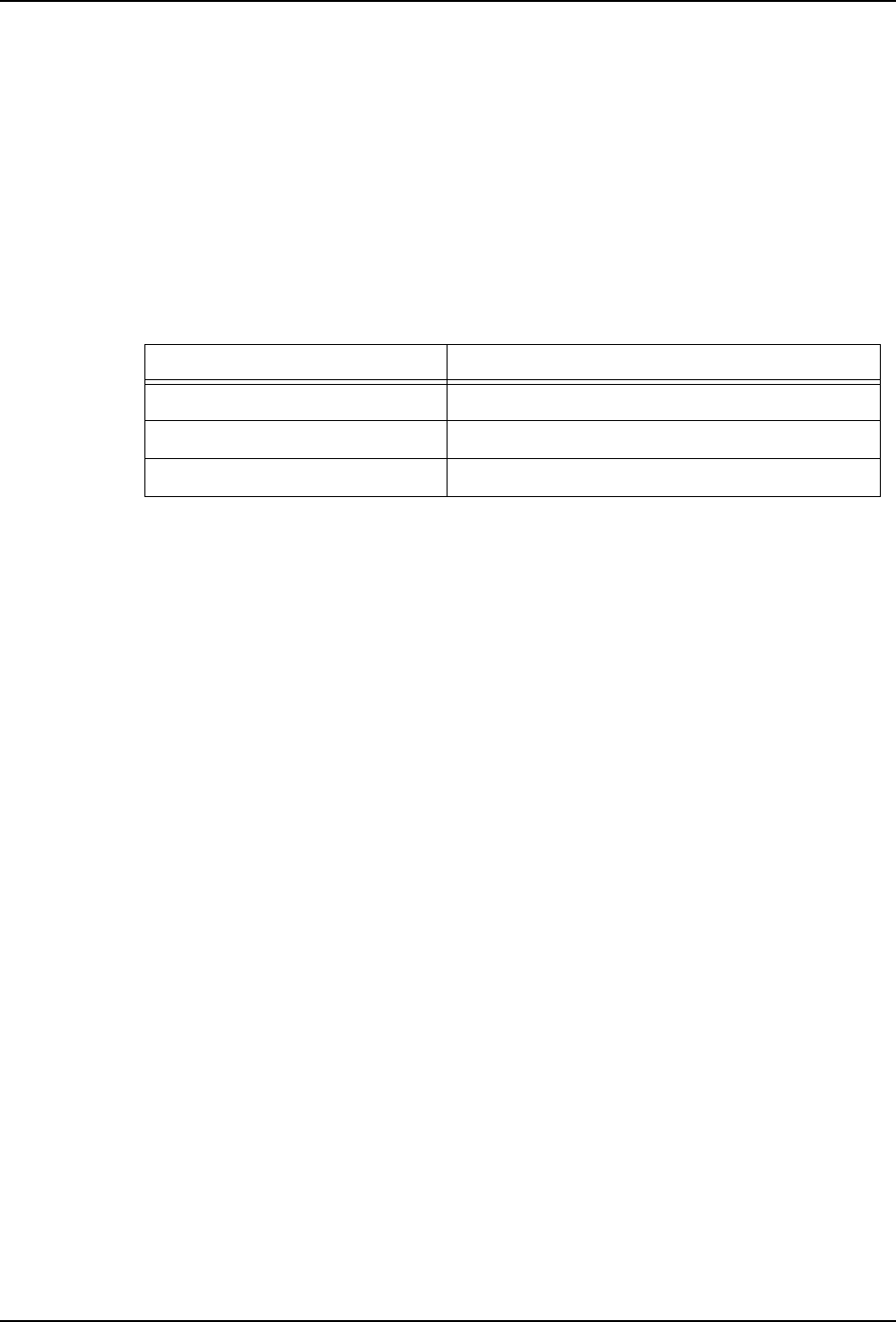
Check Point (检查位置)
设置进行引脚检查的位置 (从引脚的末端开始测量)。如果设置为 0,则在引脚的 30% 的位
置进行检查。以下的设置适用于多数元件的通用指导。
Quantity Check Limit (数量检查限制)
设置引脚的测出率。设置为 100% 时,若未能测出所有引脚则会出错。设置为 90% 时,若未
能测出 90% 以上的引脚则会出错。通常情况下设置为 100%。
Lead Brightness (引脚亮度)
自动判断引脚 (锡球)亮度有困难时,设置引脚的亮度水平。引脚越亮,需设置越高的值。
设置为 0 时则由影像处理自动判断亮度。
Process-Nozzle (处理 - 吸嘴)
Minimum Diameter (最小直径)
设置可吸取的吸嘴的最小直径。
Maximum Diameter (最大直径)
设置可吸取的吸嘴的最大直径。
Name (名称)
特殊吸嘴时使用此设定。通常情况下设置的是吸嘴所吸取的圆形大小,但若吸嘴不是圆形而
是特殊形状的,则设置其名称为不对称吸嘴。
Process-Pick (处理 - 吸取)
Do Auto Offset (设置自动修正)
设置是否对吸取修正量进行自动修正。若选择 “No” ,则元件吸附位置将为元件中央。然
而,因供料器倒下等原因有可能导致不能吸取元件中央。这时则通过影像识别计算偏移量并
反馈至吸取位置,使得吸取位置尽量靠近中央。
因此若吸取位置偏离中央,将 “Do Auto Offset”设置为 “Yes”,则可对吸嘴中心和元件
中心的位置间的修正量进行计算,其结果被反馈至控制软件,从下一个元件开始即可吸取其
中央位置。
OffsetX,Y (修正值 X,Y)
通常情况下,吸嘴吸取元件的位置是元件外形的中心位置。然而如果形状特殊外形,则有可
元件类型 设置
SOP/QPF 10-90% (标准值为 30%)
PLCCs/SOJ 50-70% (标准值为 60%)
BGA/FlipChip 50%
QD057-03 4. 元件数据设置
AIM 编程手册 43
能无法吸取该位置。此时需设置元件吸取位置的修正值。该修正值即凹槽中心与元件中心的
距离,若设置为 0 则吸取位置是在凹槽中心。在元件吸取的位置上指修正量 X,Y 的值,并
且在影像处理期间,相机视野的中心位置要与吸嘴的中心位置相吻合。
OffsetZ (修正值 Z)
此设置用于使凹槽中元件的吸取位置向上或向下偏移。
Tray Pick OffsetZ (料盘吸取修正值 Z)
此设置用于使料盘凹槽中的吸取位置向上或向下偏移。
Soft Pick Speed (缓冲销速度)
设置吸取元件后上升至搬运高度的速度与 Z 轴最高速度的比值 (%)。
Enable Pressure Sensor (启动压力传感器)
在使用 1 吸嘴工作头时设置是否需要通过 220gf 吸取使用了外形数据的元件。如果设置为
“Yes”,就通过压力控制吸取元件;但是选择了“No”时,则不能通过压力来吸取元件。只
有AIM机器上的1吸嘴工作头才能应用此设置,并且此设置比缓冲吸取设置的优先级别更高。
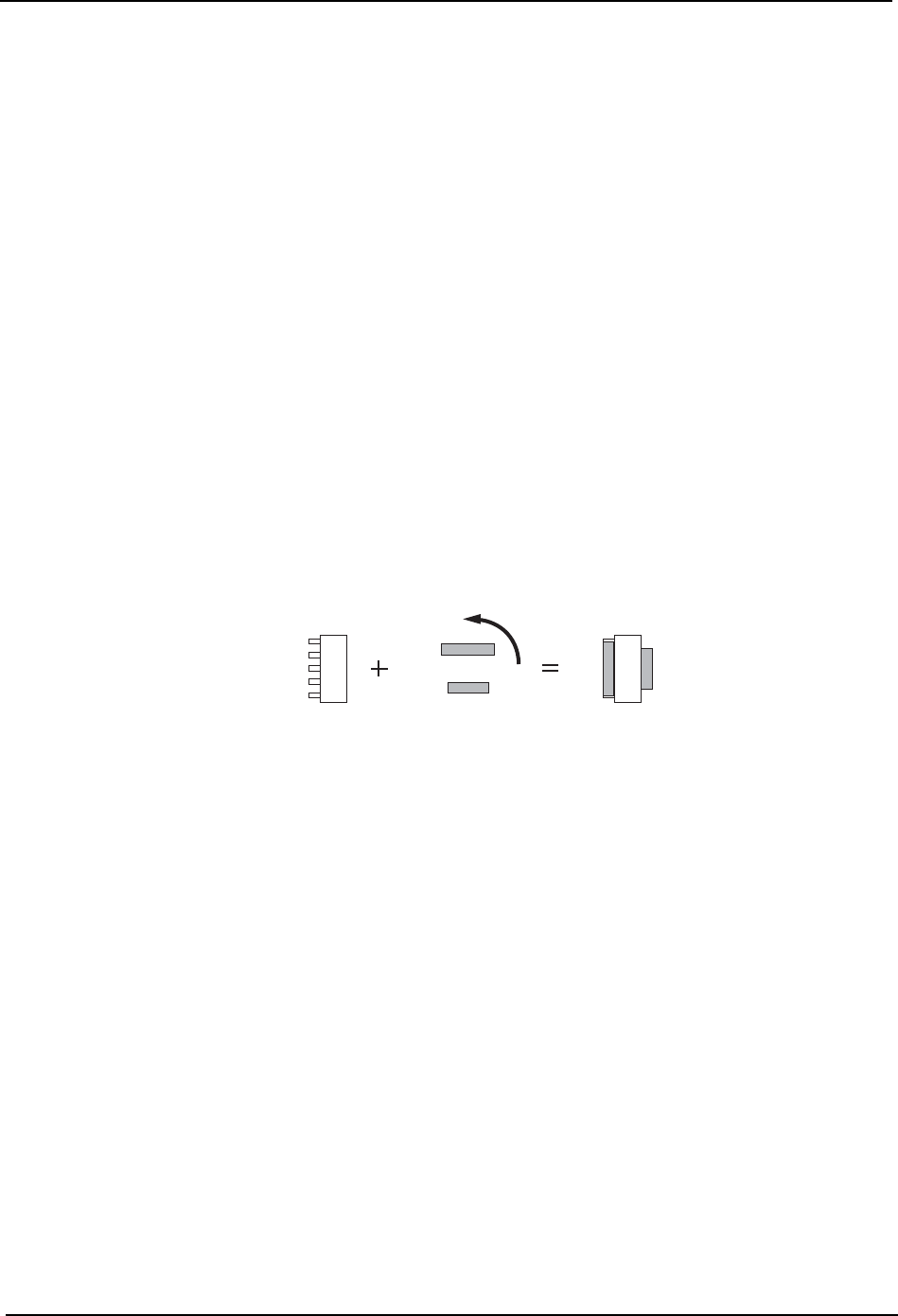
Offset Q (修正值 Q)
修正值 Q 指定用通用吸嘴执行吸取操作时的吸嘴角度。如果元件方向为 “0”度,就不用使
用已存在的不对称的吸嘴(比如机械夹具)来吸取其他元件了。为修正值 Q 输入一个数值,
吸嘴就能旋转到一个可以进行吸取操作的位置,而不需要编辑元件的外形数据。1 吸嘴工作
头支持修正值 Q。
ToleranceX/ToleranceY (公差值 X/ 公差值 Y)
设置吸嘴中心与元件中心不吻合的公差值。如果公差值过大,机器将排斥元件。如 IC 元件,
在公差值 X 和公差值 Y 中输入一个为 1.0mm 的值。而其他的元件,输入的值大概是主体尺寸
的 40%-50% 即可。
ToleranceQ (公差值 Q)
设置吸嘴与在 Q 方向上元件中心之间误差的公差值。一般来说,输入的 Q 公差值是 30 度,
如果元件主体的直径大于 20mm 的话,输入的值为 15 度。
Shuttle Speed (往复臂速度)
设置往复臂向机器内运送 MTU 上的料盘的速度。4 为最快速度,1 为最慢速度。
Magazine Speed (料盘单元速度)
设置升降 MTU 内的料盘单元时的加减速度。
Process-Place (处理 - 贴装)
OffsetZ (修正值 Z)
设置元件贴装高度的修正值。
ᑺ㾦ᯊⱘ
ܗӊᔶ
ᄬᏆՓ⫼ⱘ
ᴎẄ།
প2.
90 ᑺ
1;735*6