AIM 编程手册 QD057-03.pdf - 第131页
QD057-03 6. 在机器上编制 Job (使用 MEdit) AIM 编程手册 121 检查和编辑料盘中的吸取高度 18.显示出 [Measur e Pickup Heigh t] 步骤。 在 [Cavity] 组 中, 在要执行吸取检测 的地方指 定凹槽的位置 ( 元件必须 出现在凹槽中 )。 备注 ) 料盘有一定的偏差, 因此, 在多个凹槽中要决定一个最适合的吸取高度时要先执行测量。 (Fuji 建议对中心凹槽和四个边角的凹槽…
6. 在机器上编制 Job (使用 MEdit) QD057-03
120 AIM 编程手册
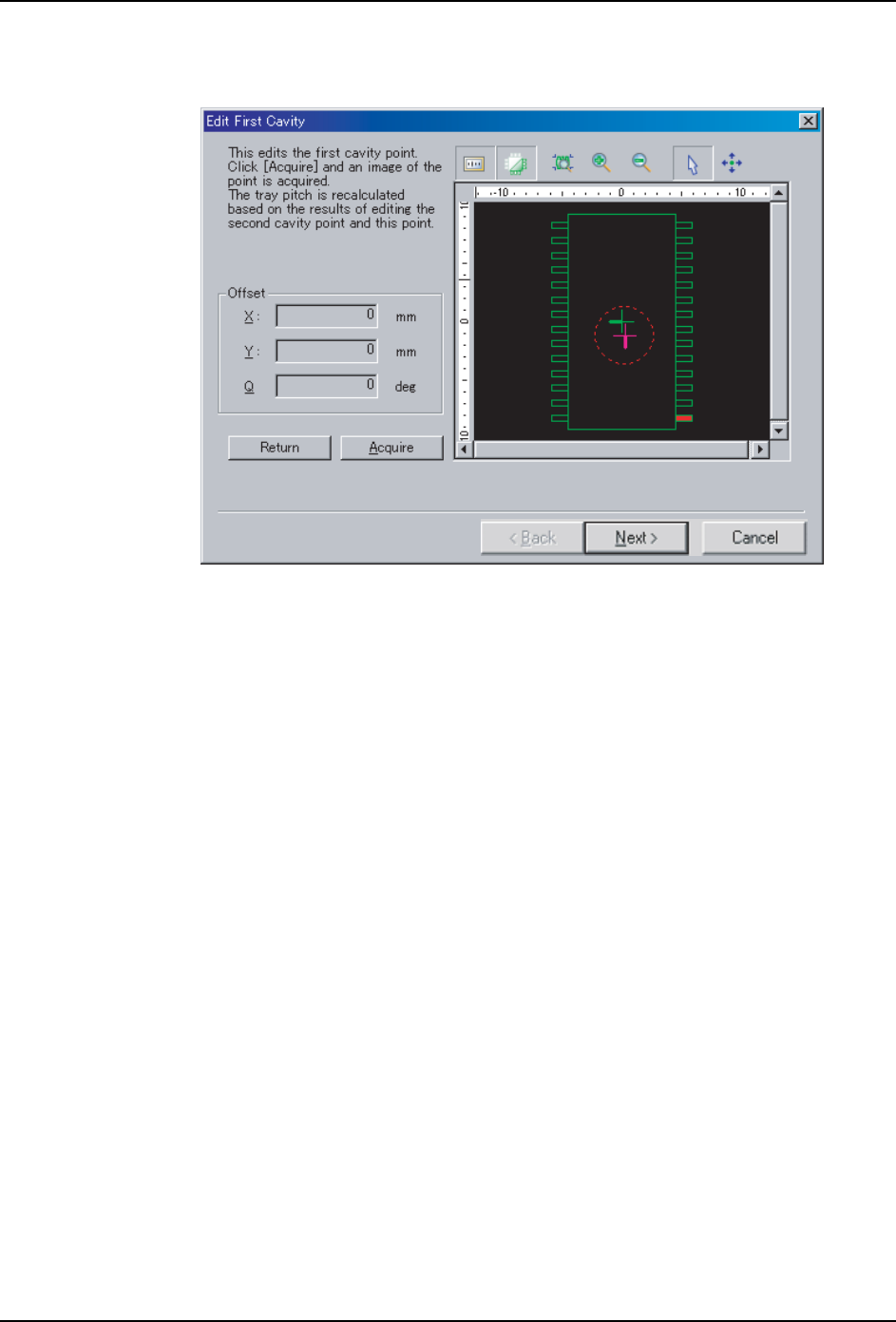
12.单击 [Acquire] 来获取料盘中首次指定的料站的元件的影像。获取的元件的影像显示如
下。
13.通过显示的影像检查 X- 和 Y- 方向上的吸取位置。如果吸取的位置需要移动,单击定位
按钮 ( 该按钮有四个箭头 ) 接着在显示的画面的影像中单击要执行吸取的地方 ( 自动更
改 [Offset] 的值 )。
14.如果元件的吸取位置正确,单击[Next]。如果没有执行料盘的间距测试,请回到18步骤。
15.显示第二次指定的凹槽 ( 如果已经测量了间距 )。单击 [Acquire] 获取料盘中第二次指
定的元件的影像。显示获取的元件的影像。
16.通过显示的影象,检查 X- 和 Y- 方向上第二次吸取的位置。如果吸取的位置需要移动,
单击定位按钮 ( 该按钮有四个箭头 ) 接着在显示的画面的影像中单击要执行吸取的地方
( 自动更改 [Offset] 的值 )。
17.如果元件的吸取位置正确,单击 [Next]。如果还没有执行吸取的高度测试,请继续执行
步骤 24。
NXTEJM022Ea
QD057-03 6. 在机器上编制 Job (使用 MEdit)
AIM 编程手册 121
检查和编辑料盘中的吸取高度
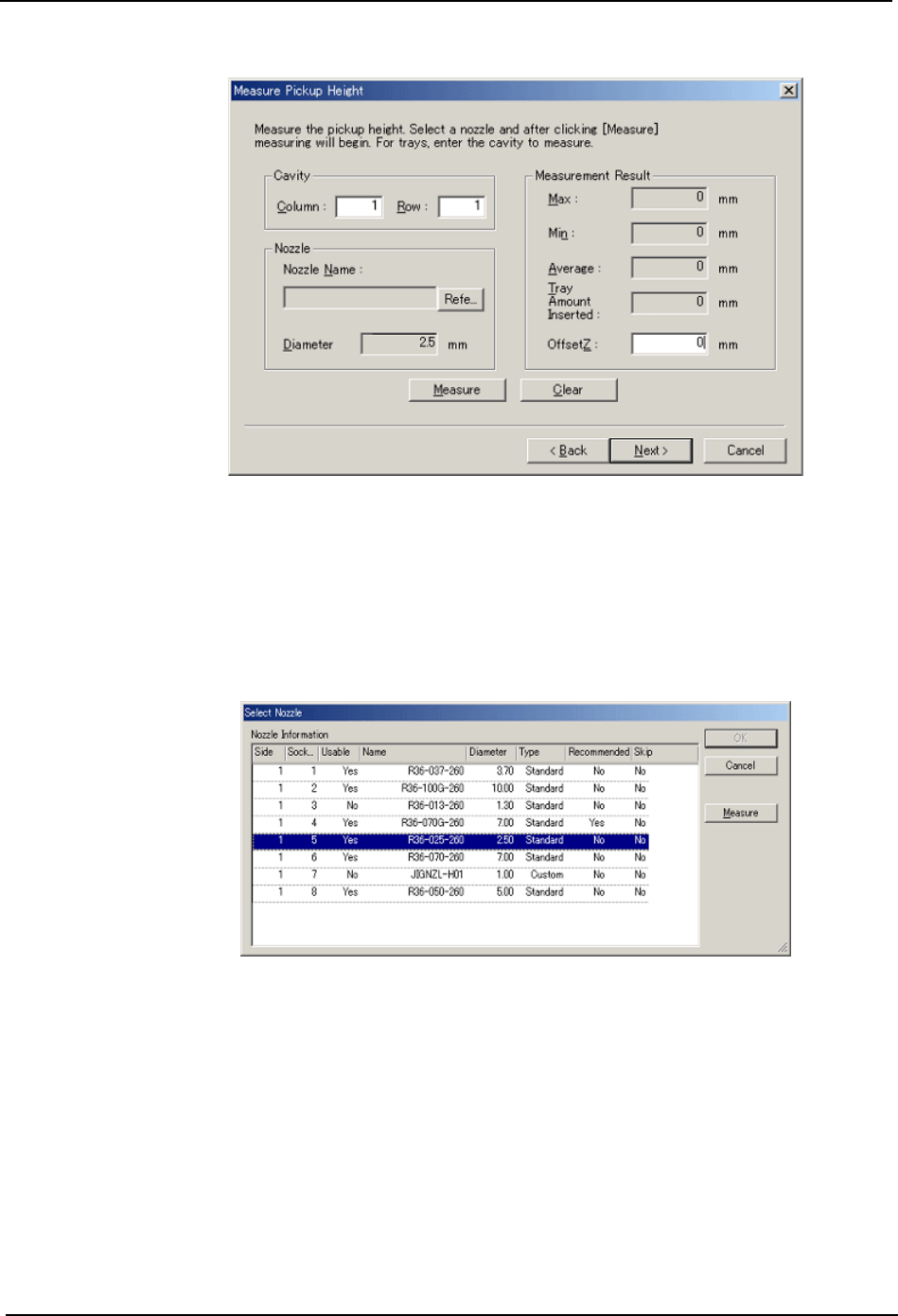
18.显示出 [Measure Pickup Height] 步骤。在 [Cavity] 组中,在要执行吸取检测的地方指
定凹槽的位置 ( 元件必须出现在凹槽中 )。
备注 ) 料盘有一定的偏差,因此,在多个凹槽中要决定一个最适合的吸取高度时要先执行测量。(Fuji
建议对中心凹槽和四个边角的凹槽进行测量 )。
19.单击 [Ref.] 来对使用的吸嘴或吸爪 (仅限于工作头关闭)进行指定检测。
备注 ) 机器能够辨别是哪个吸嘴或吸爪出现在模组中 ( 如果机器执行了检测)。在这种情况下指定的
Job 吸嘴和吸爪可用来进行高度测量,吸嘴和吸爪是自动选择的。
6. 在机器上编制 Job (使用 MEdit) QD057-03
122 AIM 编程手册
20.在弹出的对话框中选择要进行测量的吸嘴或吸爪接着单击 [OK]。
备注 ) 如果模组还没执行校正且不能得知哪个吸嘴或吸抓出现在吸嘴站上,单击 [Measure] 让模组来
检查出现了哪个吸嘴或吸爪。
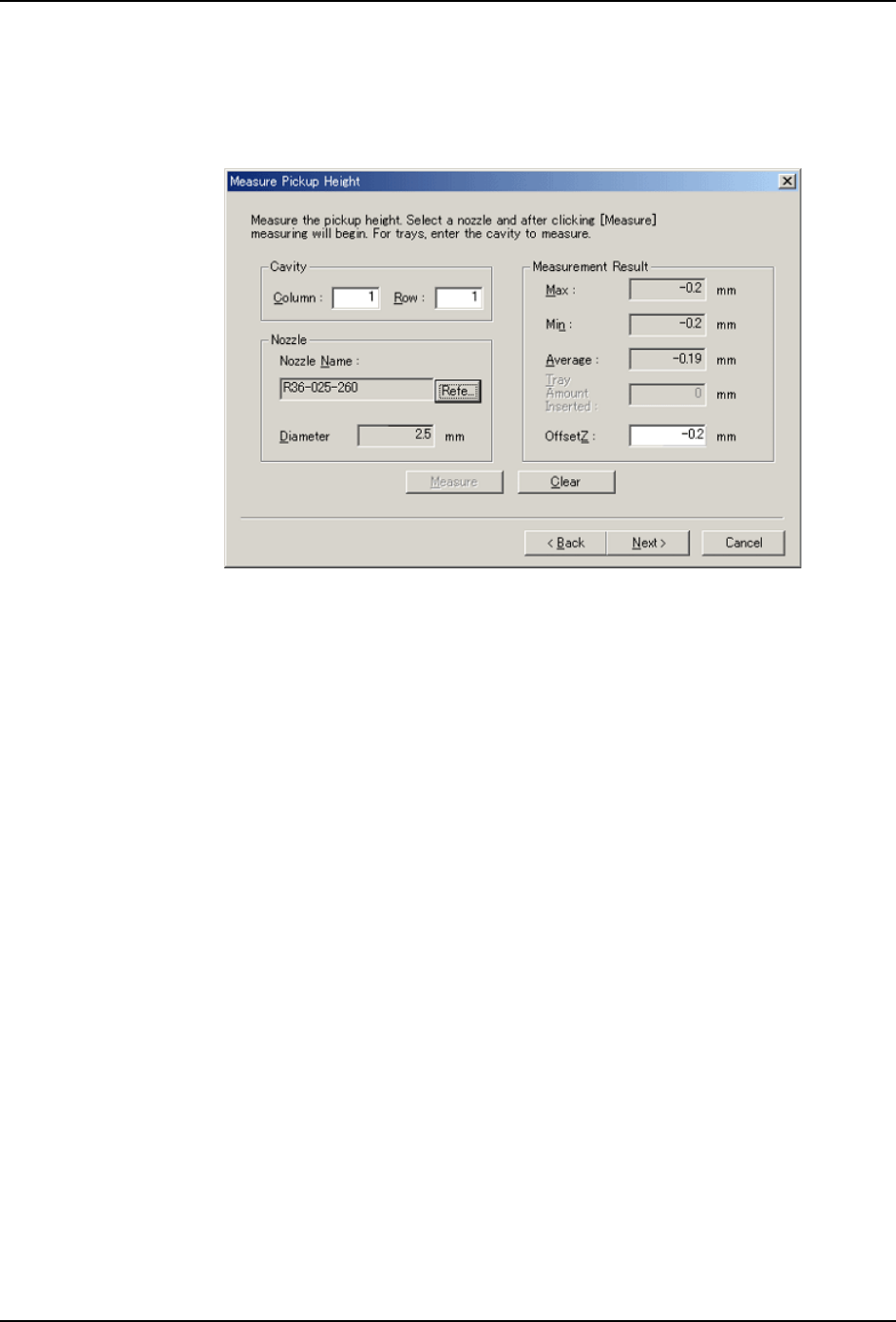
21.单击 [Measure] 开始执行吸取高度测试。
22.显示测试的结果且自动决定 Z 的位移量。也可通过手动来编辑该值。
备注 ) 当出现一步错误时,将弹出如下对话框。在对话框中单击 [Yes] 将头部向下移动 1mm 后再重新
测量。如果吸取的位置上还没有元件,将会发生同样的错误。如果还不确定元件是否出现,请
在供料器中检查元件的状态。
注意 ) 在关闭工作头的情况下进行测量,即使在较低的位置吸嘴(吸爪)不能与元件接触,但是 Z 轴
最低位置将作为测量结果显示出来。如果再次进行测量,吸嘴(吸爪)位置低于先前测量结果
-1.5mm,测量值将会发生很大的改变。可以接受的测量结果是大约与元件实际接触时测量的位
置相同的测量值,所以要进行反复测量直到结果大约与先前一致。
23.一旦决定了 Z 的位移量并且已经接受了结果值,单击 [Next]。