00191370-02.pdf - 第183页
Manuel d’utilisation HS-50 6 Fonctions du système Vision Version du logiciel SR.501.xx Edition 12/99 FR 6.1 Systèmes Vision montés sur la machine automatique de report 183 t I I t 6 Fig. 6.1 - 2 S ystème de caméra à comp…
6 Fonctions du système Vision Manuel d’utilisation HS-50
6.1 Systèmes Vision montés sur la machine automatique de report Version du logiciel SR.501.xx Edition 12/99 FR
182
t IIt
A part l’utilisation d’appareils mécaniques de haute précision, des systèmes optiques de centrage
et de reconnaissance des PCB -des soi-disants systèmes Vision- sont exploités pour satisfaire
ces exigences. 6
La machine automatique de report est équipée de quatre portiques (voir fig. 6.1 - 1
). Une tête re-
volver DLM1, munie d’un système individuel de caméra approprié à la reconnaissance optique du
positionnement des composants (voir fig. 6.1 - 2
), est montée sur chacun de ces portiques. Un
système de caméra, approprié à la reconnaissance optique du positionnement des PCB (voir fig.
6.1 - 3
), est monté sur la face inférieure du support de la tête de report fixé sur chaque portique.6
Unités d’analyse Vision 6
Les deux unités d’analyse Vision sont intégrées à la baie de commande (voir pos. 1 et 2 de fig.
6.1 - 4
). Les caméras à composants et les caméras à PCB, conjugées aux unités d’analyse Vision,
constituent le système Vision. 6
Les signaux vidéo électriques, émis par les systèmes de caméra à composants et PCB, sont
transmis aux unités d’analyse Vision (voir pos. 1 et 2 de fig. 6.1 - 4
). Les valeurs mesurées y sont
comparées aux valeurs modèles définies dans la description des composants, respectivement
des marques apposées sur les PCB. Les facteurs de correction de chaque position de report sont
calculés en fonction des résultats de cette comparaison. 6
En outre, les composants sont identifiés en fonction de leur formes de boîtier. Le composant n’est
pas reporté, lorsque le modèle synthétique ne correspond pas à la mesure de son boîtier. 6
Le système Vision permet également de reconnaître le positionnement des modules de distribu-
tion. Des marques, apposées sur les modules de distribution, servent à l’évaluation de l’écart de
positionnement de chaque module de distribution. Cette procédure permet d’augmenter la fiabilité
de prise, en particulier des composants de petite taille. 6
6.1.1 Système de caméra à composants monté sur la tête revolver
Le système de caméra de reconnaissance optique des composants (voir pos. 2 de fig. 6.1 - 2) est
constitué essentiellement des sous-groupes suivants: 6
– Système optique à lentilles
– Puce CCD appropriée à l’élaboration d’un tracé électronique du composant
– Amplificateur de caméra CCD
– Trois niveaux d’éclairage -bas, moyen et haut- permettant l’éclairage optimal des compo-
sants de différente géométrie
– Carte ’contrôle de l’éclairage’ appropriée au réglage de l’intensité des différents niveaux
d’éclairage
Manuel d’utilisation HS-50 6 Fonctions du système Vision
Version du logiciel SR.501.xx Edition 12/99 FR 6.1 Systèmes Vision montés sur la machine automatique de report
183
t IIt
6
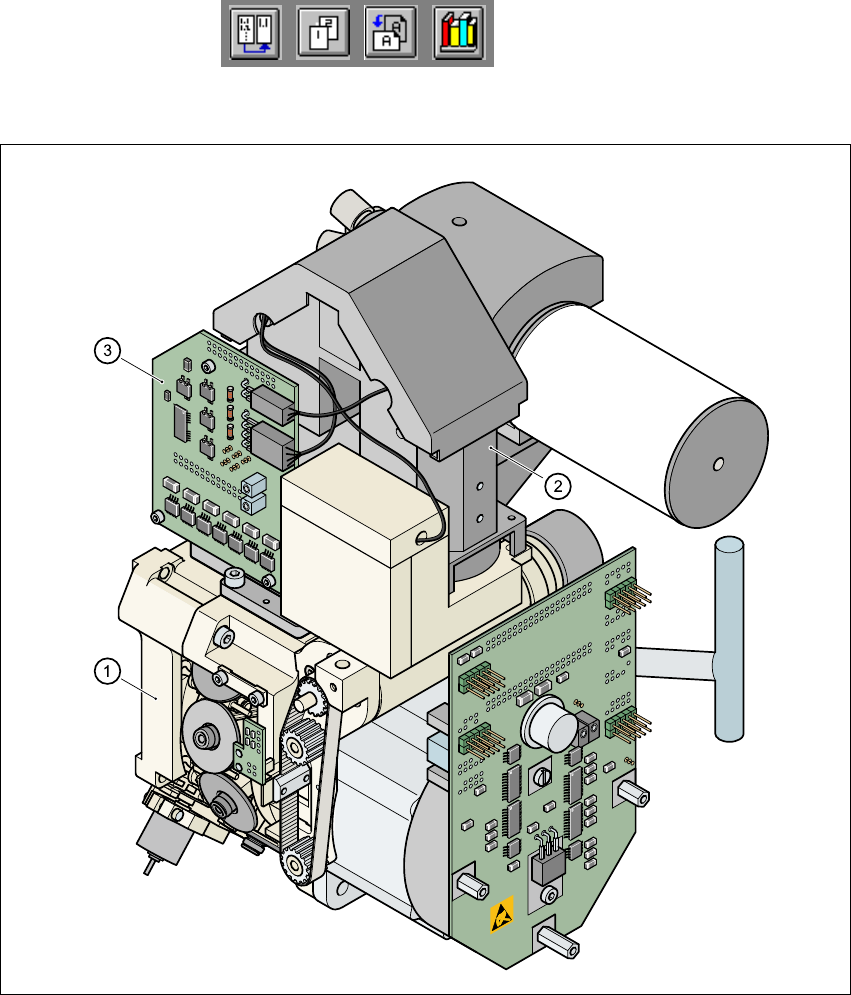
Fig. 6.1 - 2 Système de caméra à composants
(1) Tête revolver 12 buses/DLM1
(2) Caméra de reconnaissance optique des composants, 24x24
(3) Carte de contrôle de l’éclairage des composants
Le système de caméra de reconnaissance optique des composants est fixé sur la face supérieure
de la tête revolver à l’aide de quatre vis tête six pans. Deux goupilles cylindriques le bloque sur
sa position 6
Le système de caméra à composants permet de centrer et de reporter visuellement les compo-
sants faisant partie de la gamme 0402 à S032. La taille des composants peut donc varier entre
1,0 mm x 0,5 mm et 18,7 mm x 18,7 mm maxi et leur épaisseur entre 0,3 mm et 6 mm. La dimen-
sion mini de trame des pattes peut s’élever à 0,5 mm. 6
6 Fonctions du système Vision Manuel d’utilisation HS-50
6.1 Systèmes Vision montés sur la machine automatique de report Version du logiciel SR.501.xx Edition 12/99 FR
184
t IIt
6.1.2 Systèmes de caméra de reconnaissance optique du positionnement des
PCB
6
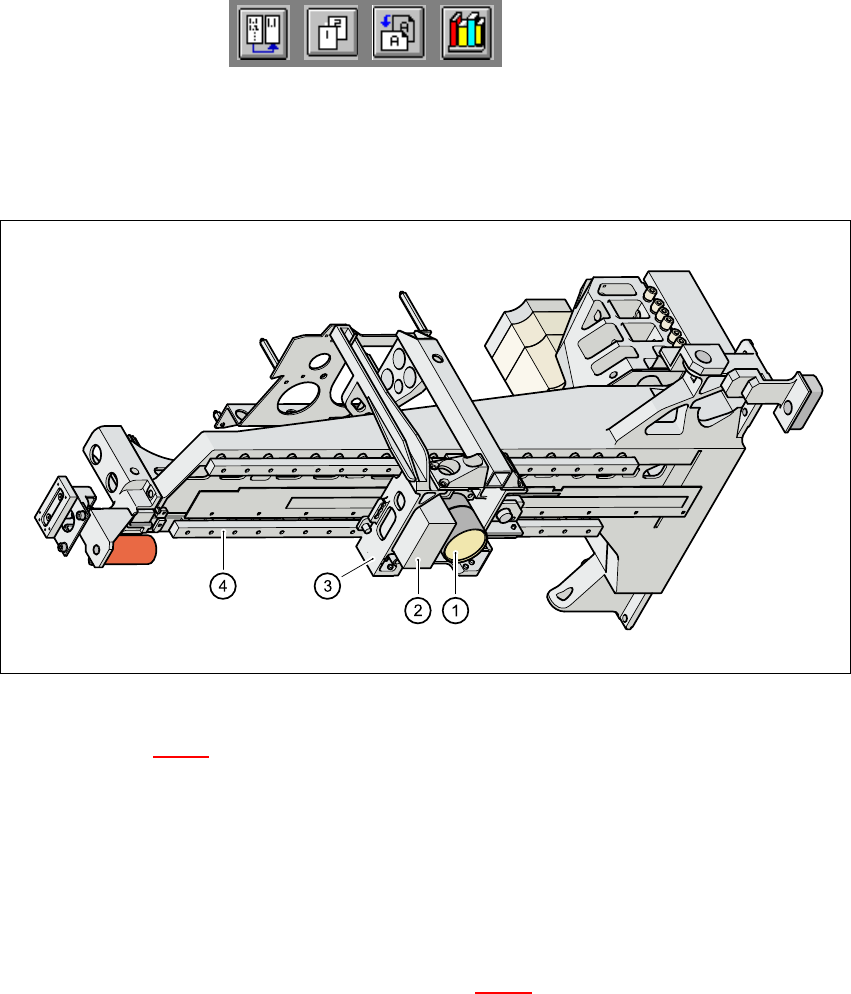
Fig. 6.1 - 3 Système de caméra de reconnaiss. optique du positionn. des PCB,
portique élémentaire - vue d’en bas
Légende de fig. 6.1 - 3
(1) Caméra à PCB - optique et éclairage
(2) Amplificateur de la caméra à PCB
(3) Support de la tête
(4) Portique
6
Le système de caméra à PCB (voir pos. 1 et 2 de fig. 6.1 - 3
) se compose essentiellement des
composantes suivantes: 6
– Système optique à lentilles
– Puce CCD
– Amplificateur de caméra CCD
– Un niveau d’éclairage approprié à l’éclairage des marques et des points d’encre apposés
sur les PCB
Le système de caméra de reconnaissance optique du positionnement des PCB est fixé sur le sup-
port de la tête revolver monté sur la face inférieure du portique. Ce système centre en série les
PCB d’une dimension de 50 mm x 50 mm à 368 mm x 460 mm (2’ x 2’ à 14,5’ x 18’). L’épaisseur
des PCB peut se situer entre 0,5 mm et 4,5 mm. 6