00191370-02.pdf - 第237页
Manuel d’utilisation HS-50 6 Fonctions du système Vision Version du logiciel SR.501.xx Edition 12/99 FR 6.5 Appr entissage marque 237 t I I t NOTE 6 Une marqu e mal centrée p rovo que un déport de report. Å Ap puyer s ur…
6 Fonctions du système Vision Manuel d’utilisation HS-50
6.5 Apprentissage marque Version du logiciel SR.501.xx Edition 12/99 FR
236
t IIt
6.5.6.1 Option "centrer"
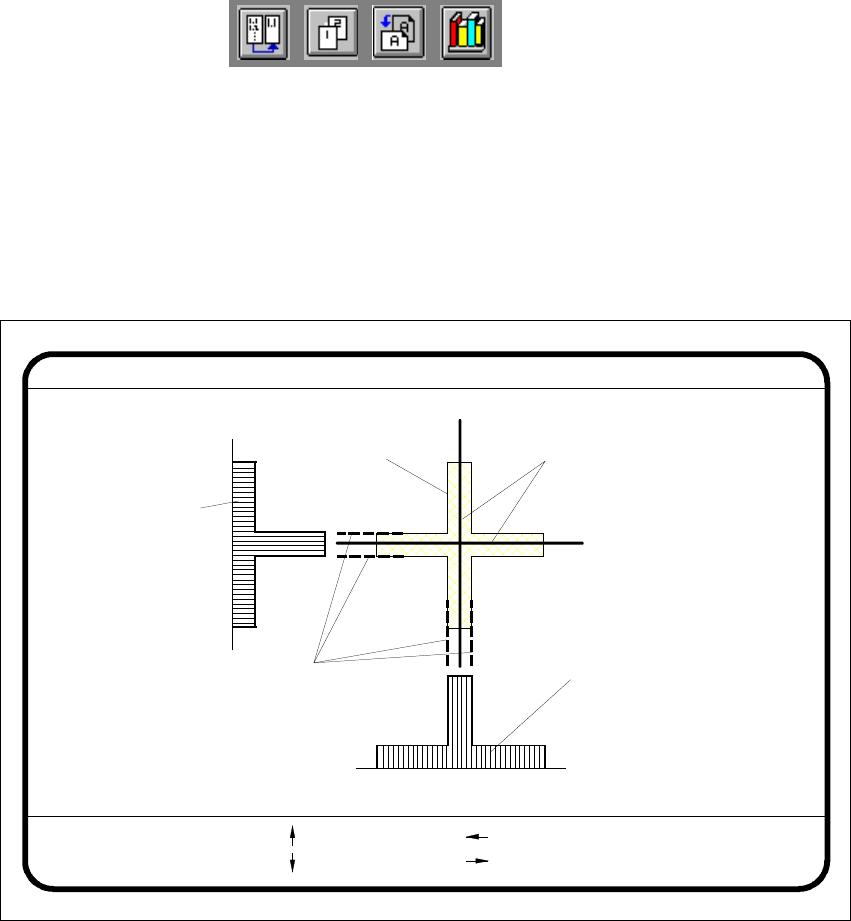
Cliquer sur le bouton de commande "centrer", et le menu "Tester marque" est masqué. L’image
vidéo est visualisée sur l’écran. Cette image visualise la structure 2D de la marque et les profils
des lignes et des colonnes de la structure 1D, permettant la détermination exacte du centre de la
marque. Les en-têtes et les bas de page sont en sus visualisés. 6
6
Fig. 6.5 - 24 Menu "Tester marque", image vidéo "centrer"
La fonction "centrer" détecte le centre de la marque sur le plan logiciel. Les paramètres de cette
fonction (bordures de la structure de la marque) sont sélectionnables en mode dialogue. Le sys-
tème propose des marquages des lignes de bordure en fonction des positions possibles des bor-
dures. 6
Å Le marquage de la ligne de bordure affichée actuellement dans l’en-tête est déplacée à l’aide
des touches de déplacement curseur.
Å Appuyer sur la touche "RETURN" pour saisir la position du marquage de la ligne de bordure
proposé ou de la ligne de bordure, dont le positionnement a été modifié. Ensuite, le système
visualise le marquage de ligne de bordure suivant qui doit être soumis à validation. L’ordre de
l’interrogation est ’bord de marque gauche, "bord de marque droit", "bord de marque en ht."
(supérieur), "bord de marque en bas" (inférieur). Cette annotation est affichée dans l’en-tête.
Le résultat du centrage de la marque est signalisé par l’affichage d’une croix. Les valeurs de dé-
calage en X et Y du centre de la marque sont transcrites dans la zone des données de la marque.6
bord ok
no. marque = 8 bord = bordure de marque gauche
Ret :
centrer marque
: en haut
: en bas
: à droite
: à gauche
marque
Résultat: croix de centrage
Marquage des lignes de bordure
avec les touches de déplacement curseur
Profil des lignes de
la marque
Profil des
colonnes de
la marque
Manuel d’utilisation HS-50 6 Fonctions du système Vision
Version du logiciel SR.501.xx Edition 12/99 FR 6.5 Apprentissage marque
237
t IIt
NOTE 6
Une marque mal centrée provoque un déport de report.
Å Appuyer sur la touche "ESC" pour quitter cette option et basculer de nouveau vers le menu
"Tester marque".
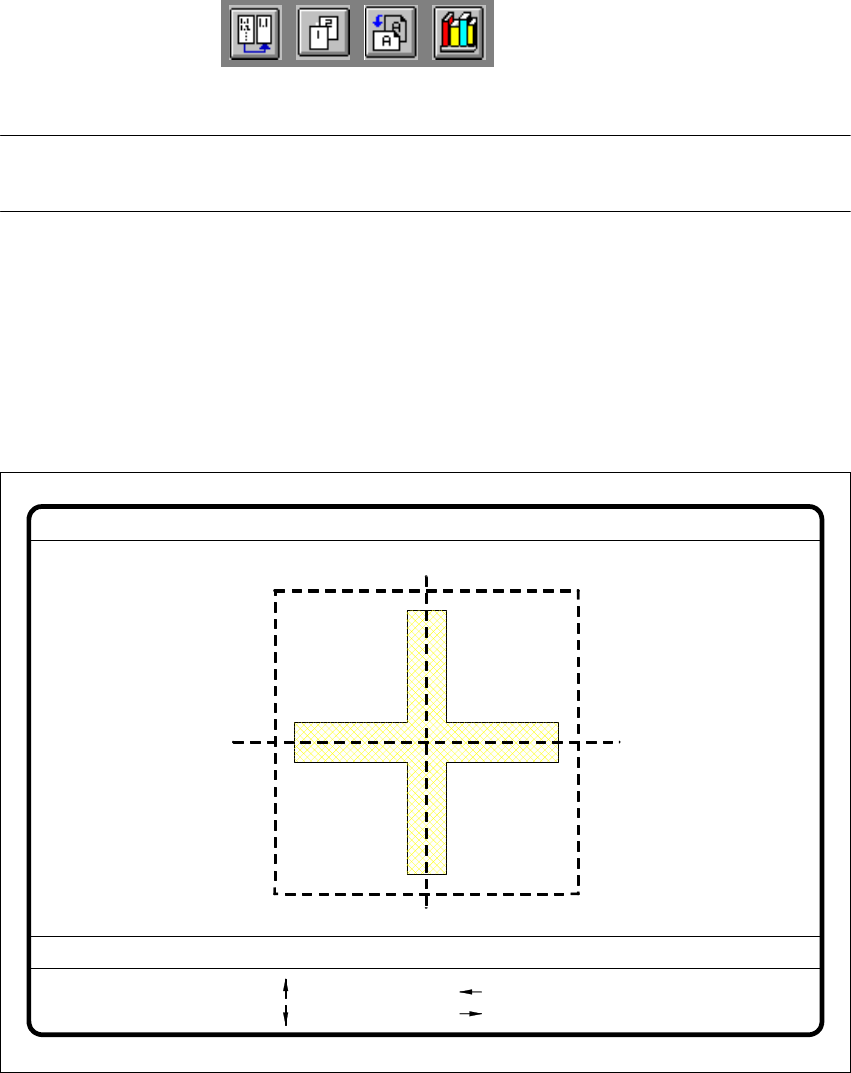
6.5.6.2 Option "tester"
Le menu "Tester marque" est masqué et l’image vidéo visualisée sur l’écran, après avoir cliqué
sur le bouton de commande "tester". 6
6
Fig. 6.5 - 25 Menu "Tester marque", image vidéo "tester"
Les dimensions du champ de la structure du modèle et celles du champ de recherche modèle sont
enregistrées sur le calculateur de station. Ces dimensions sont requises pour la calculation des
courses de déplacement réalisée au cours du test des angles du champ de recherche. Les offsets
de centrage d’une marque éventuellement évalués auparavant sont également pris en considé-
ration lors de la calculation des courses de déplacement. 6
no. marque = 8 qualité = 70tester marque
tester
1..6 : pas x/y
Ret :
Larg. pas x/y = ...
: axe x +
: axe x -
: axe y +
: axe y -
6 Fonctions du système Vision Manuel d’utilisation HS-50
6.5 Apprentissage marque Version du logiciel SR.501.xx Edition 12/99 FR
238
t IIt
Ensuite, 6
– le déroulement du test est visualisé sur l’image vidéo,
– l’en-tête, recélant l’option, le numéro de la marque et le coefficient de qualité, est visualisée,
– les panneaux de paramétrage et les séquences des commandes sont visualisés dans le bas
de page, et le test déterminant le coefficient de qualité de la marque est lancé.
Å Appuyer sur la touche "RETURN" pour répéter le test.
Å La position du portique est modifiée à l’aide des touches de déplacement curseur. Le pas est
changé en tapant les chiffres 1 .... 6.
La caméra à PCB balaye les 4 angles du champ de recherche et lance une instruction de mesure.
L’unité d’analyse Vision (MVS) transmet la qualité de la marque au contrôleur de machine à cha-
que lancement d’une instruction de mesure. La valeur la plus mauvaise (worst case) obtenue du-
rant ce test est visualisée dans l’en-tête de l’image vidéo. 6
Le coefficient de qualité varie entre 0 (= médiocre) à 100 (= très bonne). Veiller à ce que le coef-
ficient de qualité de la marque et du point d’encre ne soit pas inférieur à la valeur 40. Sinon, il est
recommandé de choisir une autre marque. 6