00191370-02.pdf - 第193页
Manuel d’utilisation HS-50 6 Fonctions du système Vision Version du logiciel SR.501.xx Edition 12/99 FR 6.2 Système Vision des PCB 193 t I I t Géométrie des marques 6 Choisir to ujours u ne géom étrie bi en struc turée, …
6 Fonctions du système Vision Manuel d’utilisation HS-50
6.2 Système Vision des PCB Version du logiciel SR.501.xx Edition 12/99 FR
192
t IIt
– Les coordonnées de chaque marque (au moins 2) sont alors transcrites manuellement dans
le fichier de la carte ou enregistrées dans le fichier de la carte à partir du fichier CAO. Les coor-
données et les paramètres des structures des marques du PCB devant être équipé de com-
posants sont ainsi saisis dans le système en tant que données du modèle.
– Au cours de l’opération de report, les paramètres des marques sont définis à leur tour, grâce
aux méthodes de traitement des images et des procédés 2D et 1D. La fenêtre de recherche
modèle est balayée à pas de moxel sur le champ de recherche, et la concordance la plus
grande des demi-teintes de la marque de référence avec celles de la marque recherchée du
PCB est analysée (processus de corrélation). La corrélation maximale est obtenue, lorsque la
marque de référence correspond à la marque recherchée.
– Le procédé 1D de comparaison modèle-marque est lancé, en fonction de la définition exacte
de la géométrie et des coordonnées de la marque, après qu’elle ait été trouvée. La géométrie
exacte de la marque et les coordonnées sont alors définies d’après le processus de corréla-
tion, en fonction des profils des colonnes et des lignes (voir fig. 6.2 - 2
). La position, le déport
de rotation et le cisaillement du PCB sont déterminés à partir des coordonnées acquises.
Les marques de rebut (= points d’encre) sont également saisies et analysées d’après les mé-
thodes susmentionnées.
6.2.5 Critères de création des marques
En règle générale, les mêmes critères sont valables aussi bien pour les marques que pour les
marques de rebut (points d’encre): univocité de la géométrie des marques et structures aisément
reconnaissables, se détachant clairement de leur environnement. 6
Exploitation de structures comme marques 6
Il est possible d’utiliser, au sein du layout, des structures clairement identifiables au lieu de mar-
ques. Cependant, tenir compte du fait que le vernis épargne entraîne une altération du contraste.6
Application des marques 6
Apposer les marques à un endroit recélant le moins possible de structure, duquel elle ressort de
son environnement.Veiller à ce qu’un espace libre, calculé du centre de la marque et correspon-
dant à la taille de la marque + 1 mm, soit disponible sur chaque côté de la marque. 6
Types de marque 6
Il existe 2 types de marque: 6
– Marques positives
La marque est posée en relief sur le substrat du PCB.
– Marques négatives
La marque est gravée dans le substrat du PCB.
Manuel d’utilisation HS-50 6 Fonctions du système Vision
Version du logiciel SR.501.xx Edition 12/99 FR 6.2 Système Vision des PCB
193
t IIt
Géométrie des marques 6
Choisir toujours une géométrie bien structurée, parallèle à l’axe et marquante. 6
Géométrie des marques recommandée: rectangle, carré ou cercle 6
Propriétés 6
– Faible teneur en informations (les marques peuvent être facilement confondues avec des mar-
ques d’essai)
NOTE 6
Veiller à ce qu’aucune structure similaire ne soit présente dans le champ de recherche des
marques. 6
– Faible encombrement au sein du layout
– Très résistantes aux divers procédés d’étamage (par ex. à l’étamage à chaud)
Dimensions recommandées des marques 6
– pour carrés et rectangles: longueur latérale 1,2 mm à 2,2 mm
– pour les cercles diamètre 1,2 mm à 2,2 mm
Double croix et croix simple 6
Propriétés de la double croix 6
– Grande teneur en informations
– Encombrement important au sein du layout
– Sensibilité à un étamage forcé (le cuivre nu est plus avantageux)
– Le risque court que quatre positions erronées soient reconnues comme les bonnes, lorsque la
qualité des marques laisse à désirer.
Propriétés de la croix simple 6
– Teneur en informations moins grande que celle de la double croix
– Encombrement réduit au sein du layout par rapport à celui nécessité par la double croix
– Moins sensible que la double croix à l’étamage
6 Fonctions du système Vision Manuel d’utilisation HS-50
6.2 Système Vision des PCB Version du logiciel SR.501.xx Edition 12/99 FR
194
t IIt
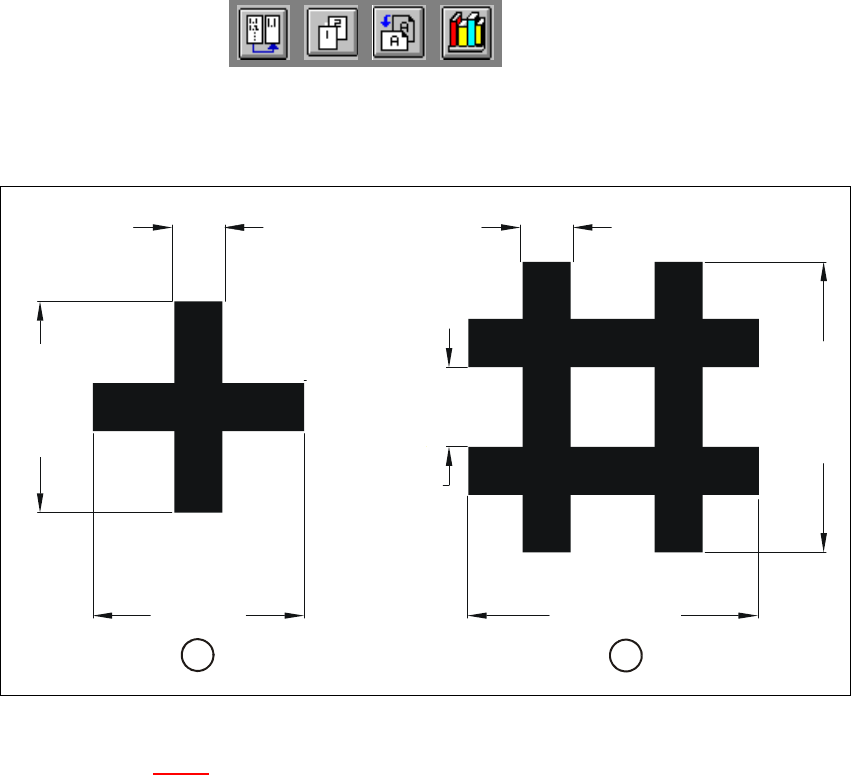
Dimensions des marques: simple croix et double croix 6
6
Fig. 6.2 - 3 Simple croix et double croix ayant des dimensions idéales
Légende de fig. 6.2 - 3
(1) Simple croix
(2) Double croix
La longueur (l) et largeur (b) mini d’une marque dépendent de l’épaisseur de ses traits (s) et de
sa structure. 6
– Longueur (l) et largeur (b)
Veiller à ce que la longueur et la largeur de la croix simple soit de 0,9 mm et de 1,8 mm pour
la double croix, afin de reconnaître dûment cette marque. Les cotes idéales d’une croix simple
correspondent à 2,0 m et celles d’une double croix à 2,75 mm. Normalement, leur longueur et
largeur sont identiques.
– Epaisseur des traits (s)
L’épaisseur des traits peut s’orienter aux largeurs traditionnelles des structures; elle dépend
en sus du type de marque utilisé. Veiller cependant à ce que l’épaisseur des traits soit d’au
moins 0,3 mm. L’épaisseur idéale des traits de ces deux types de marque est de 0,5 mm.
– Distance entre les traits (a)
La distance entre les traits s’oriente également au type de marque utilisé. Elle ne doit en aucun
cas être inférieure à 0,5 mm. La distance idéale entre les traits d’une double croix est de
0,75 mm.
l=2,75 mm
l=2,0 mm
b=2,0 mm
s=0,5 mm s=0,5 mm
b=2,75 mm
a=0,75 mm
2
1