YS100操作.pdf - 第119页
3-12 3 3.3 详细 监控屏的 「详细」画面 ,是用于 把握目 前生产中 的基板程序的 更为详细的 生产状态的画面 。 监控屏:详细 26310-L1-00 · 生 产 开 始 显示生产开 始的时间 ( 完成基板选择的时 间 )。一般 ,生产数量 设定为 “0 ” 。 · 更 新 显示更新数据 的时间 。 生产数量显示 为到 目 前为 止已经完成生产的 基板数量 。 · 生 产 结 束 预 定 显示预定结束生产的时 间。生产…
3-11
3
· 运 转 率
指一台机器的运转率。该运转率不受上位机和下位机的状态影响。根据下列公式算出。一般贴片机的运转率大致在
40 〜 70% 左右。
( 所有工作台的累计贴装时间+所有工作台的累计传送时间 )÷[ 所有工作台的 ( 生产结束时间-生产准备结束时间 ) -所有
工作台的累计待机时间 ]×100 =运转率 (%)
·累计贴装时间 ∶贴装头动作时间的合计
·累计传送时间 ∶传送 ( 传入 / 传出 ) 基板时间的合计
·累计待机时间 ∶等待上位机和下位机的时间的合计
·生产结束时间 ∶切换为生产下一种基板的时间
·生产准备结束时间 ∶按下 START 按钮后机器开始运行的时间
· [ 初 始 化 ] 按 钮
刷新生产数据的管理信息。即指画面上显示的各个数据及目前的生产数量、下料数量、预定生产数量和预定下料数量。
初始化后,「生产设计」画面中的「生产数量」的数值也被初始化。
3-12
3
3.3 详细
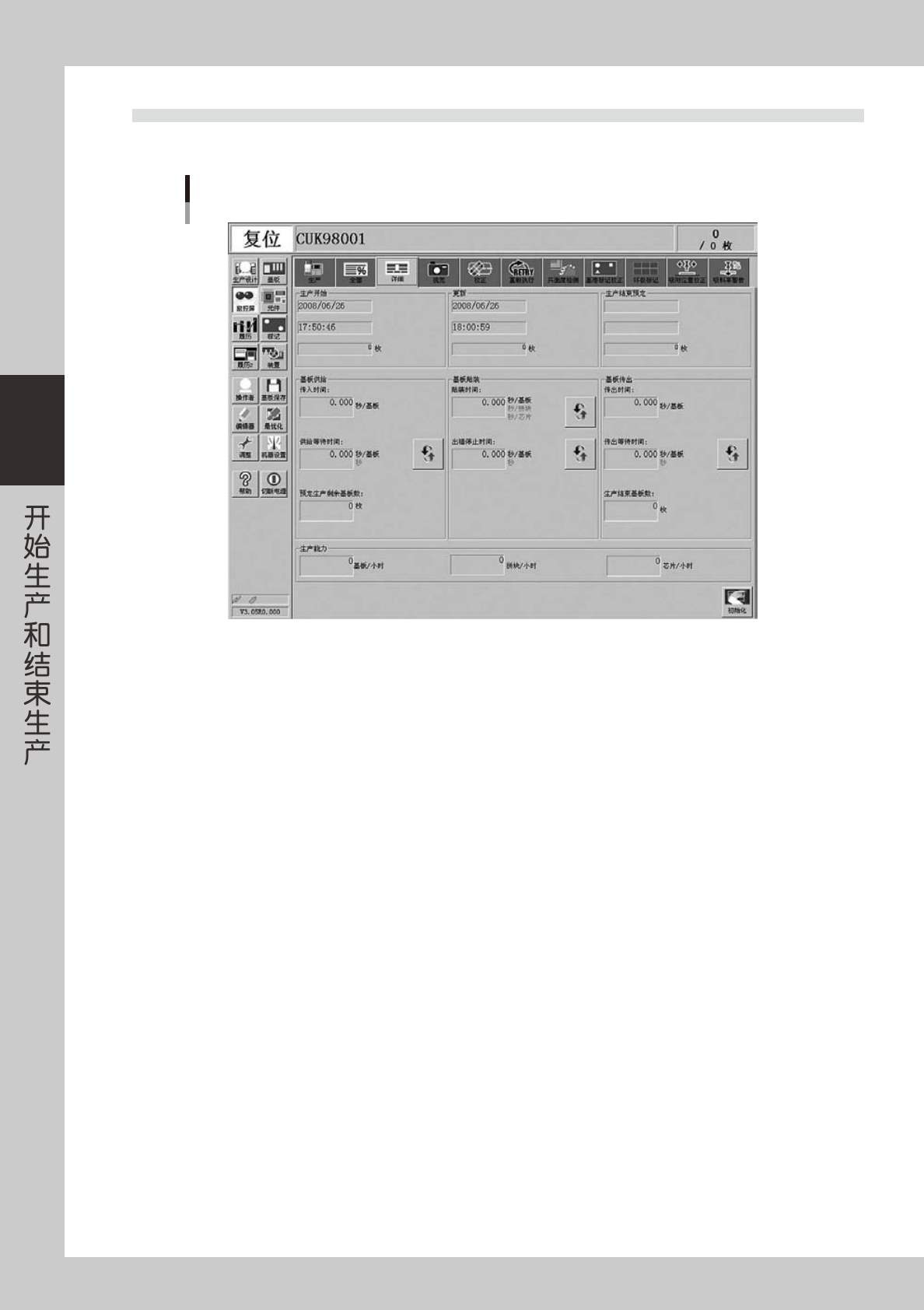
监控屏的「详细」画面,是用于把握目前生产中的基板程序的更为详细的生产状态的画面。
监控屏:详细
26310-L1-00
· 生 产 开 始
显示生产开始的时间 ( 完成基板选择的时间 )。一般,生产数量设定为“0”。
· 更 新
显示更新数据的时间。生产数量显示为到目前为止已经完成生产的基板数量。
· 生 产 结 束 预 定
显示预定结束生产的时间。生产数量显示为在「生产设计」画面输入的预定生产数量。但是,如果事先没有输入预定生产数量,
该栏为空白。
· 传 入 时 间 ( 秒 / 基 板 )
入口基板台传送带传送的平均时间。
· 供 给 等 待 时 间 ( 秒 / 基 板、 秒 )
机器等待传入基板的时间。但是,如果机器处于贴装状态时,基板等待被传入的时间不被计数。按 [ 单位切换 ] 按钮,显示平
均 1 块基板等待供给的时间和累计等待供给的时间。
· 预定生产剩余基板数 ( 枚 )
指预定生产数量减去完成生产数量的数值。
· 贴 装 时 间 ( 秒/基 板、 秒/拼 块 、 秒/芯 片 )
指贴装基板的时间。该时间中包括识别基板标记 ( 基准标记、坏板标记等 ) 的时间,吸附、识别、贴装、点胶、重新执行动作、
吸嘴交换、元件丢弃时间等。按 [ 单位切换 ] 按钮,显示平均 1 块基板的贴装时间、平均 1 块拼块的贴装时间和平均 1 块
芯片的贴装时间。
· 出 错 停 止 时 间 ( 秒/ 基 板 、 秒 )
指机器因错误而停机的时间。从出错开始到按下 [ERRORCLEAR] 键的时间。但是不包括恢复作业的时间。按 [ 单位切换 ] 按钮,
显示平均 1 块基板因错误而停机的时间和累计出错停机的时间。
· 传 出 时 间 ( 秒/ 基 板 )
出口基板台传送带传送的平均时间。
3-13
3
· 传 出 等 待 时 间 ( 秒/ 基 板 、 秒 )
指机器等待基板传出的时间。但是等待传出状态,正好与贴装状态(机器正在贴装)和等待供给状态(等待上位机供给基板)
相重叠时,不被计算。按 [ 单位切换 ] 按钮,显示平均 1 块基板等待传出的时间和累计等待传出的时间。
· 生 产 能 力
· 基 板 /小 时
平均 1 个小时能够生产的基板数量。显示从平均贴装时间和平均传送时间逆算出来的数值。但是,该时间不包括等待基板供
给的时间和因出错而停机的时间。
· 拼 块 /小 时
平均 1 个小时能够生产的拼块数量。
该数值是从平均贴装时间和基板信息的 1 块基板的拼块数逆算而来。
· 芯 片/小 时
平均 1 个小时能够生产的芯片数。
该数值是从「全部」选项卡中平均贴装 1 块芯片所需的时间(TACT 全部)逆算而来。
· [ 初 始 化 ] 按 钮
刷新生产数据的管理信息。即指画面上显示的各个数据及目前的生产数量、下料数量、预定生产数量和预定下料数量。
初始化后,「生产设计」画面中的「生产数量」的数值也被初始化。