YS100操作.pdf - 第131页
3-24 3 ■ 「 观 察 状 态」 观察状态 是指 , 通过单 击 [ 个 别检查 ] 按 钮或 [ 全部 检查 ] 按钮,使机 器记忆即时的吸料率 , 此后的吸料率 无论是得到了 改善 还是进一 步恶化 ,都 通过颜色的 变化 告知。 因此对吸 料率异常 的元件 ,只要 记忆 ( 观察状态 ) 当时 的吸料率 ,当 解除 异常 原 因 ,重新开始运行 后 ,如果吸料率 得到 了改善 , 显示行由 「粉 红」变成 「 黄色」 …
3-23
3
· 送 料 器 类 型
显示正在使用的送料器的类型。
· 吸 料 率 ( % )
显示各元件的吸料率。根据下列公式算出。
1 - ([ 出错次数 ]÷[ 消耗数 ]) =吸料率
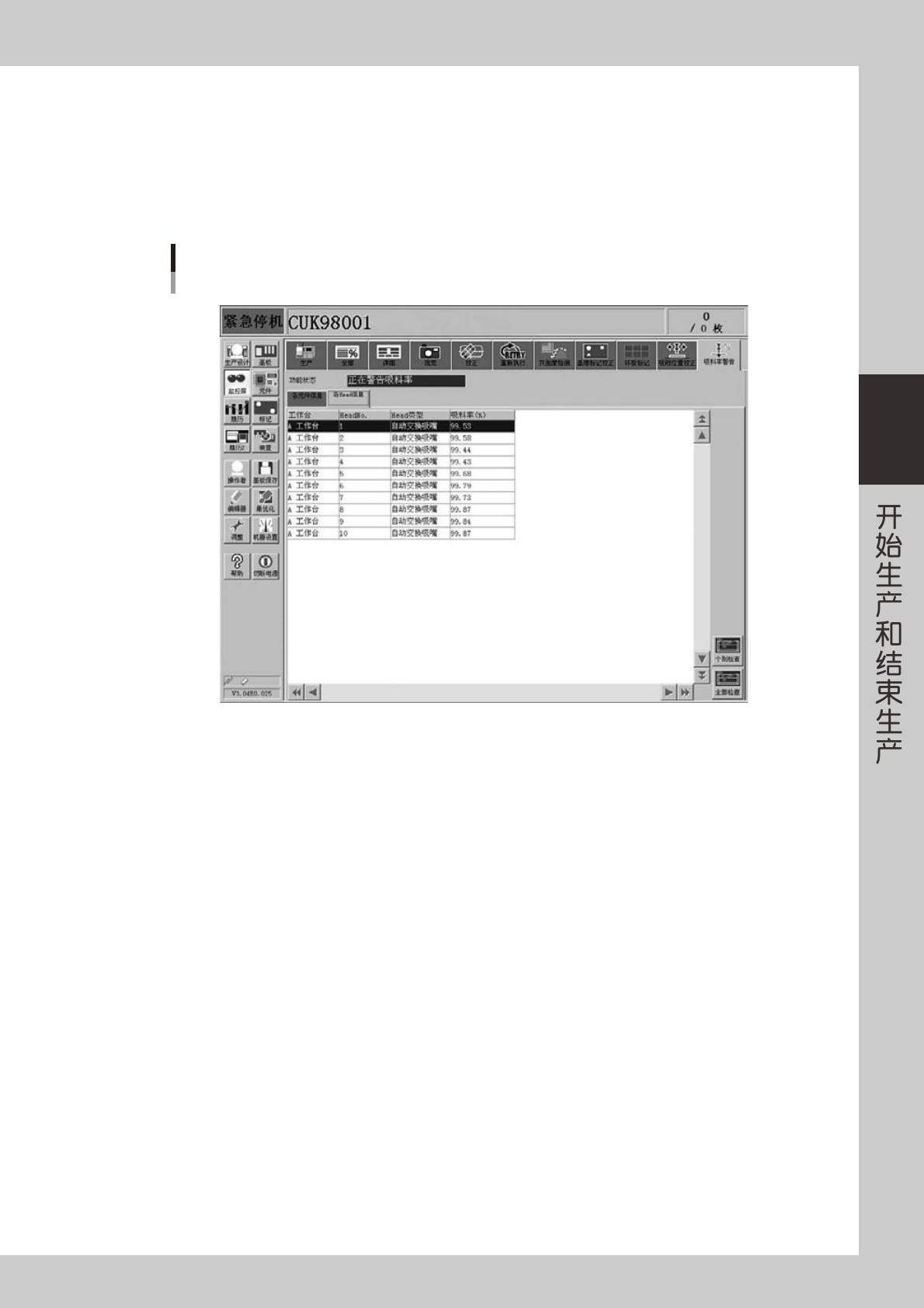
「各 Head 信息」选项卡画面
监控屏:吸附率警告
各Head信息
26318-L1-00
· 工 作 台
显示对象的工作台。
· HeadNo.
显示正在使用的贴装头的号码。
· H e a d 类 型
显示正在使用的贴装头的类型。
· 吸 料 率 ( % )
显示各贴装头的吸料率。根据下列公式算出。
1-([ 出错次数 ]÷[ 消耗数 ])= 吸料率
· [ 个 别 检 查 ] 按 钮
从吸料率呈异常状态的元件 ( 由 (「红色」表示的行 ) 中,选择任意的元件 ( 行 ) 并按该按钮,该元件变为「观察状态」。
· [ 全 部 检 查 ] 按 钮
按该按钮,所有吸料率异常的元件 ( 由 (「红色」表示的行 ) 全部都变为「观察状态」。
3-24
3
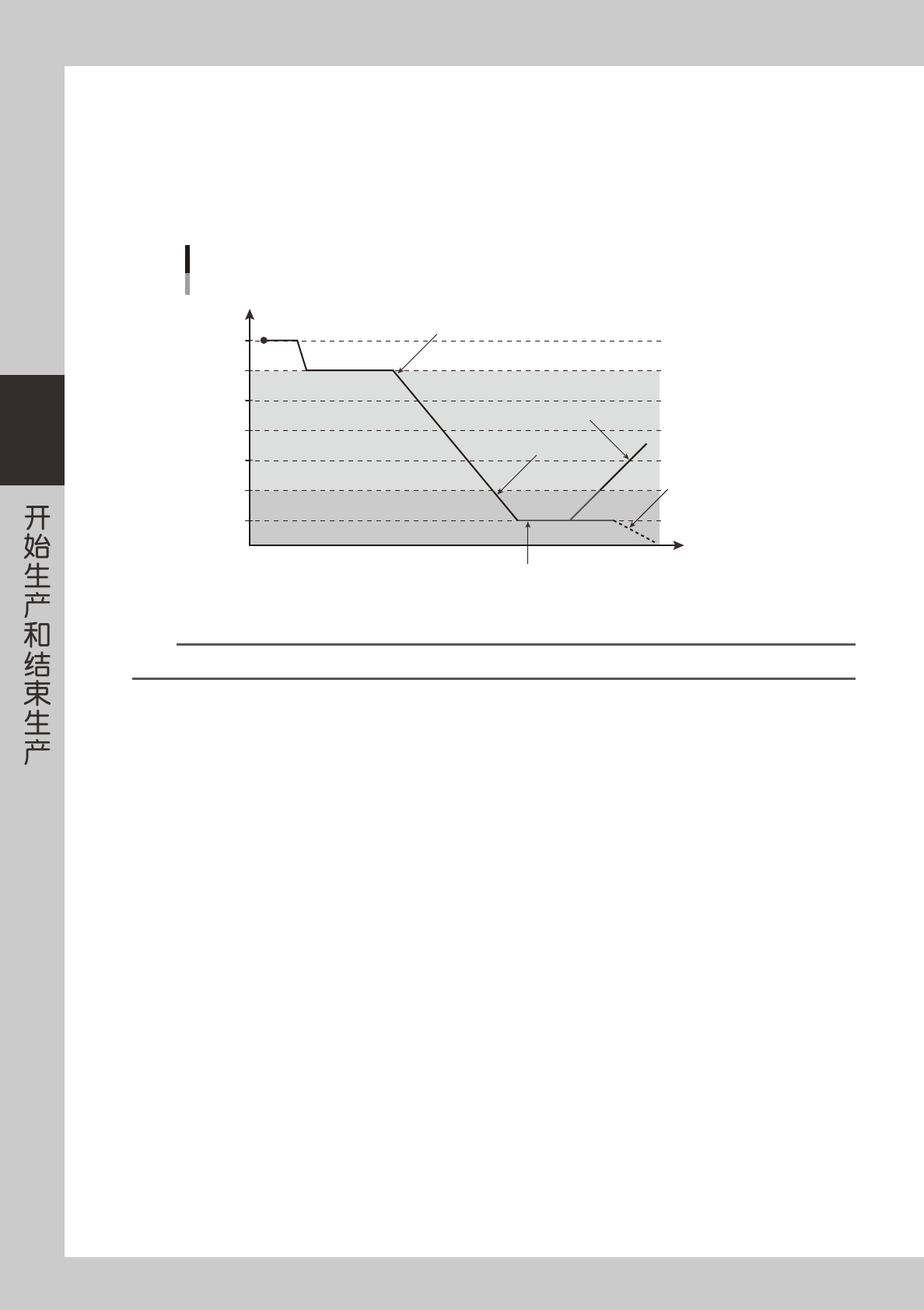
■ 「 观察状态」
观察状态是指,通过单击 [ 个别检查 ] 按钮或 [ 全部检查 ] 按钮,使机器记忆即时的吸料率,此后的吸料率无论是得到了改善
还是进一步恶化,都通过颜色的变化告知。
因此对吸料率异常的元件,只要记忆 ( 观察状态 ) 当时的吸料率,当解除异常原因,重新开始运行后,如果吸料率得到了改善,
显示行由「粉红」变成「黄色」。
如果吸料率变得更低,显示行则由「粉红」变成「红色」,表示吸料率没有得到改善。
显示颜色随吸料率的变化而变化。以下以注意 ( 黄色 )=99.00%、警告 ( 红色 )=95.00% 为例,作图示范。
随吸料率的变化显示颜色也相应变化
100
99
98
97
96
95
94
吸料率%
时间
变为黄色开始(白色)
变为黄色(得到改善)
变为红色
变为红色(恶化)
[检查]按钮ON
变为粉红
观察状态开始
25303-L1-00
参考
「观察状态」的行,记忆即时吸料率,其后,根据吸料率的推移相应变化显示颜色。
3-25
3
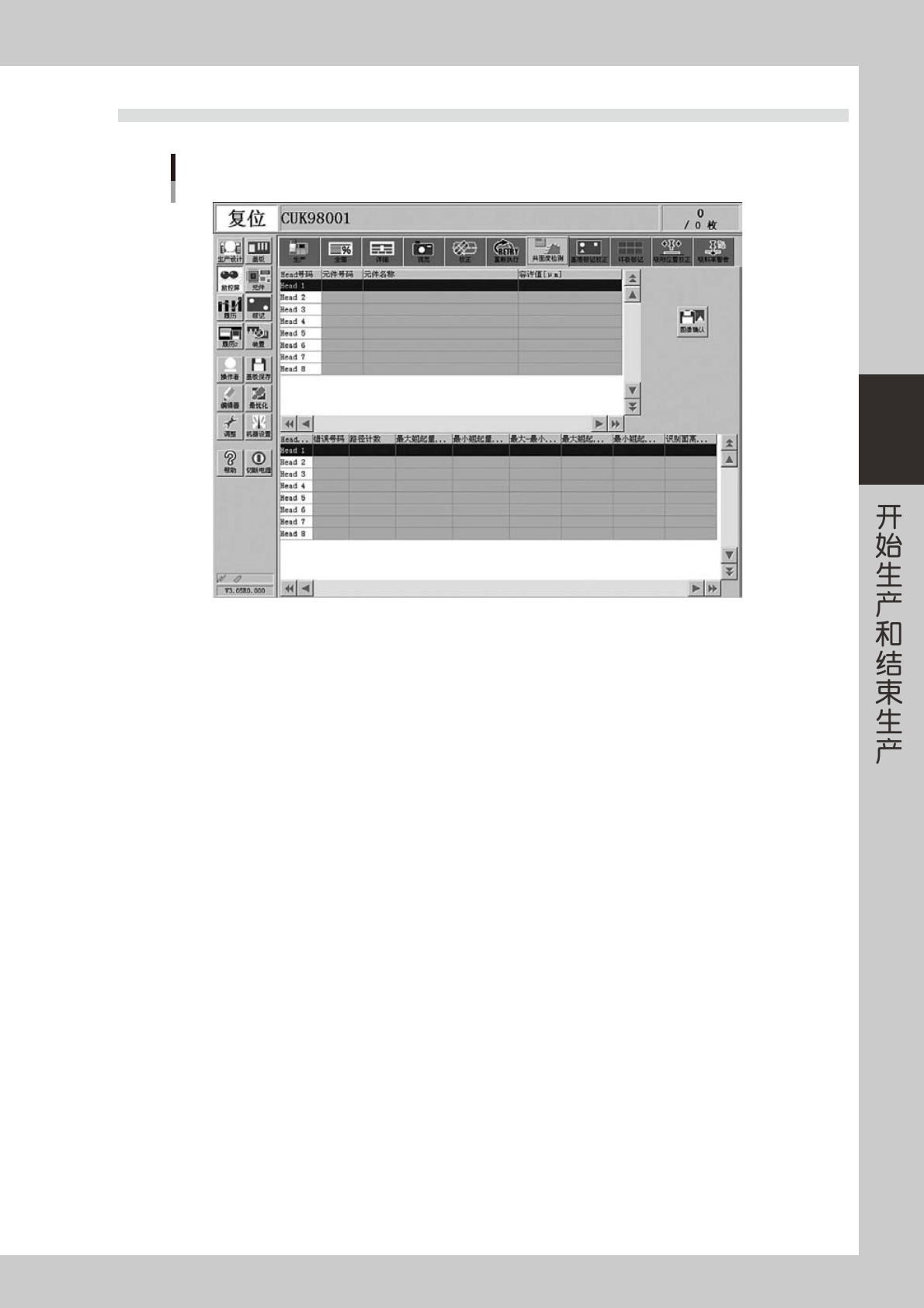
3.11 共面度检测
监控屏:共面度检测
26319-L1-00
‧
Head 号码
显示正在使用的贴装头号码。
‧
元件号码
显示正在使用的元件号码。
‧
元件名称
显示正在使用的元件名称。
‧
容许值 [
µ
m]
显示元件信息中设置的共面度容许值。
‧
错误号码
显示发生共面度错误的号码。
‧
通过次数
显示共面度检测过程中拍摄图像的次数。
‧
最大翘起量检出位置
显示检出的最大引脚翘起量的引脚号码。
‧
最小翘起量检出位置
显示检出的最小引脚翘起量的引脚号码。
‧
最大 - 最小翘起量差 [
µ
m]
显示共面度检测结果。
‧
最大翘起量 [
µ
m]
显示引脚翘起量的最大值。
‧
最小翘起量
显示引脚翘起量的最小值。
‧
识别面高度 [
µ
m]
显示识别面的高度。(元件底面的高度)