YS100操作.pdf - 第72页
2-13 2 2.2 生产设计画面 以下说明「生产设计」画面中所显示各按钮的内容。 「生产设计」画面 1 4 2 3 5 7 8 9 10 11 12 13 14 15 16 6 17 18 26203-L1-00 按钮名称 功能 1 送料器优先指定 此功能,设置为使用替代元件时有效。可以选择「不指定优先」 、 「前侧优先」 、 「后侧优先」 、 「自动切换 ( 不优先 )( 前侧优先 )( 后侧优先 )」 。 2 托盘收纳柜优先指…
2-12
2
错误画面
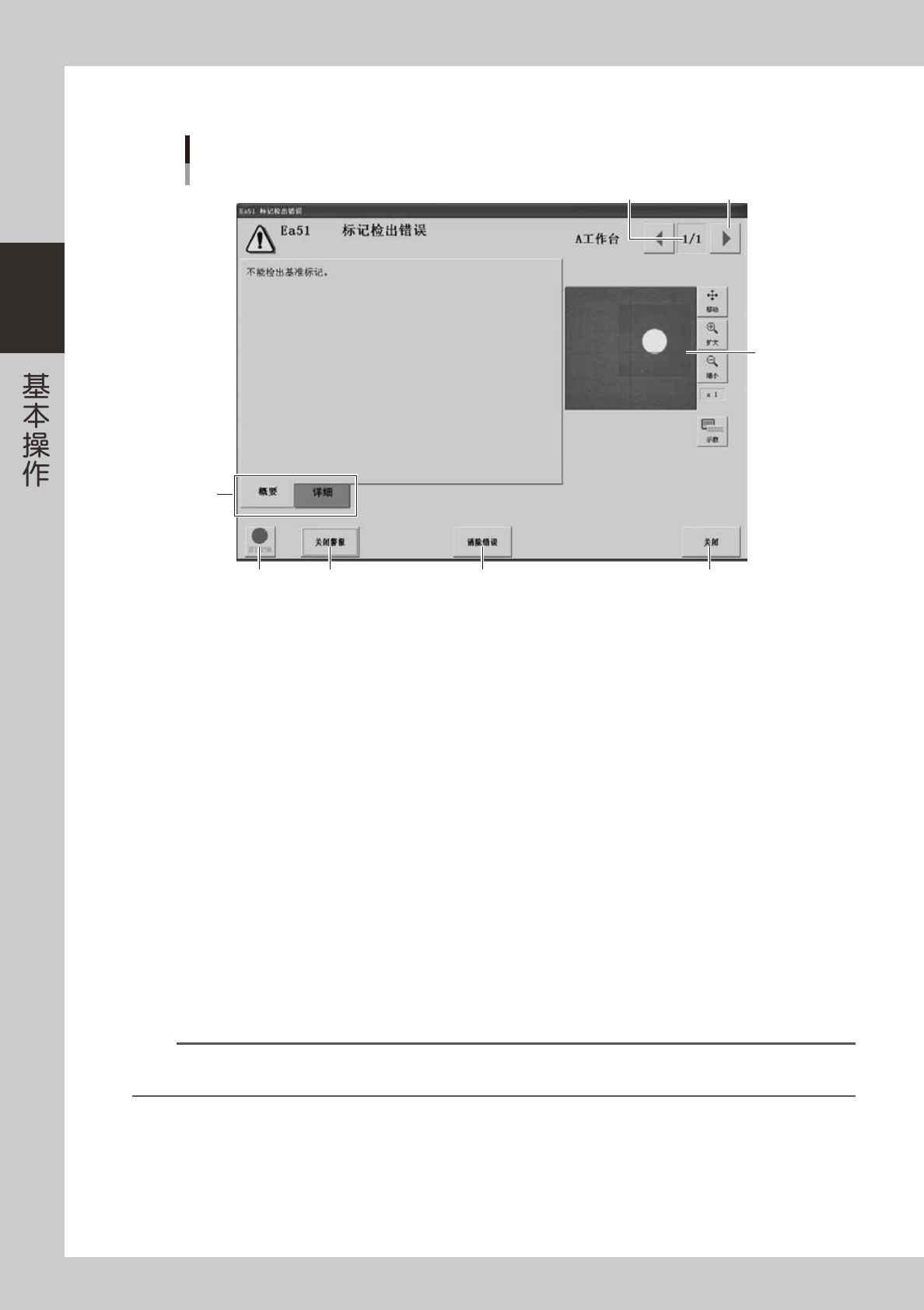
错误画面的构成示例
1
2
3
6 7
4 5
[切换错误]按钮
标记检出错误
26202-L1-00
1. 显示错误数量
显示当前错误和错误总数。有多个错误出现时,按左右[切换错误]按钮,切换至其他错误画面。
2. 信息切换选项卡
概要
显示适合操作人员用的信息。
详细
显示适合管理人员、维修保养人员用的信息。无信息,则不显示此选项卡。
3. 显示识别图像(显示元件吸附、标记识别时的错误画面)
进行元件吸附、标记识别等图像处理,发生错误时,显示错误图像。
4.[关闭警报]
关闭蜂鸣器。
5.[清除错误]
清除出现的错误。
6.[语言切换]按钮
可以切换对话框中所显示的语言种类。
7.[关闭]按钮
不清除错误,关闭对话框。
参考
按[关闭]按钮关闭错误画面后,按[监控屏]按钮,打开「生产」选项卡,可确认错误发生的位置。按「生产」监控画面的
[显示错误]按钮,可显示错误信息。关于「生产」监控画面,参阅第 3 章「开始生产和结束生产」。
2-13
2
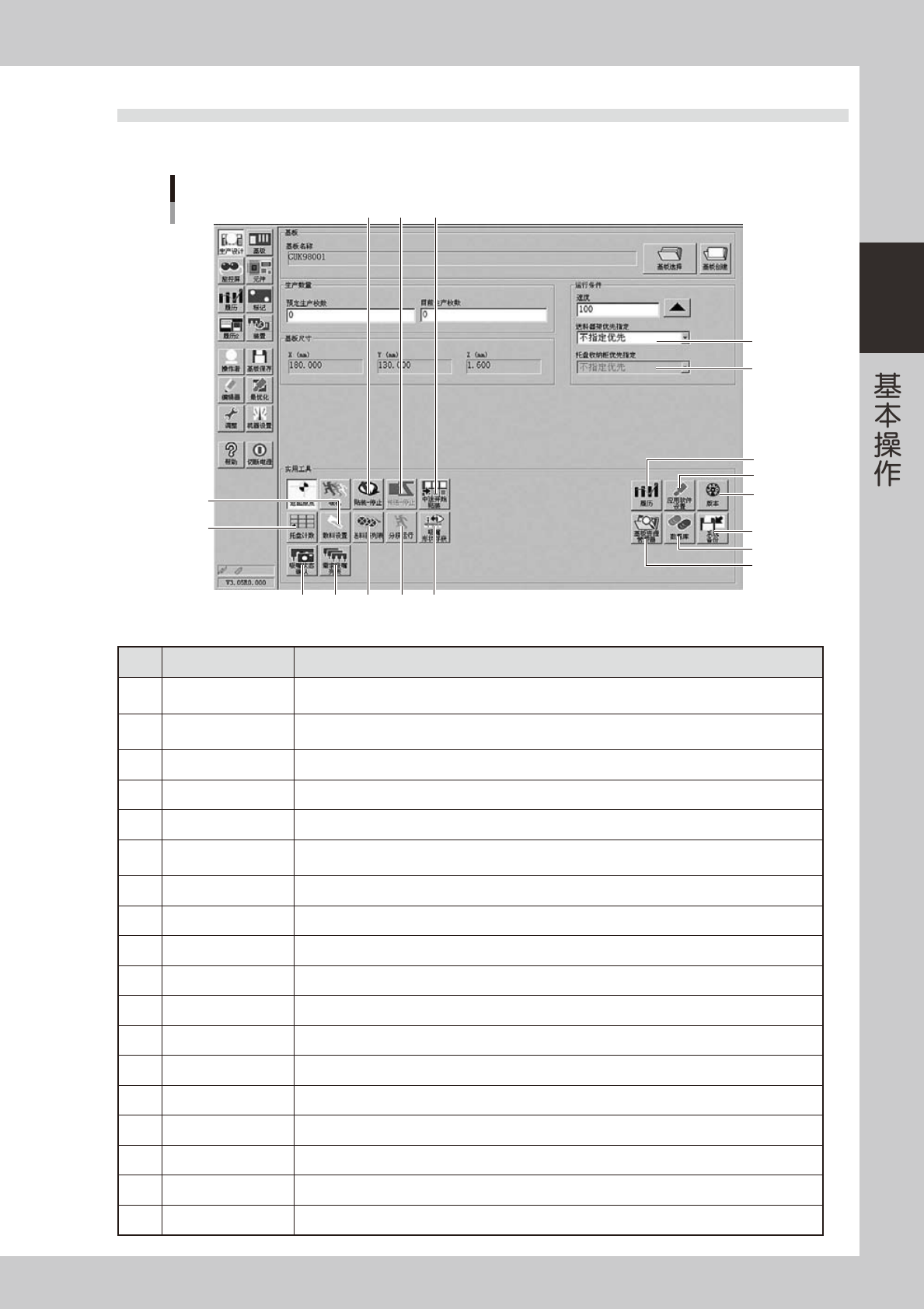
2.2 生产设计画面
以下说明「生产设计」画面中所显示各按钮的内容。
「生产设计」画面
1
4
2
3
5
7
8
9 10 11
1213141516
6
17
18
26203-L1-00
按钮名称 功能
1 送料器优先指定
此功能,设置为使用替代元件时有效。可以选择「不指定优先」、「前侧优先」、「后侧优先」、
「自动切换 ( 不优先 )( 前侧优先 )( 后侧优先 )」。
2 托盘收纳柜优先指定
此功能,在配备托盘收纳柜类型的托盘交换器,并在收纳柜之间设置为使用替代元件时有效。
可以选择「不指定优先」、「上侧优先」、「下侧优先」、「自动切换 ( 不优先 )( 上侧优先 )( 下侧优先 )」。
3 履历 可以进行生产履历的保存及履历 1、2 项目中必要项目的选择、保存、清除和媒体的取出。
4 应用软件设置 可以进行有关机器画面显示的设置和操作者的添加/删除,设置密码等。
5 版本 显示应用软件、系统等的版本信息。
6 系统备份
可以进行机器运行时必要的机械坐标、精度信息、选配装备信息等复原机器时必要数据的备份和复原
操作。
7 数据库 可以备份或复原有关生产中必要的元件和标记信息的信息库,以及设置数据库的所在位置。
8 基板资源管理器 可以进行基板程序的移动、备份、复原、复制等。
9 贴装 - 停止 可以确认贴装结果,使基板不流入下位机。
10 传送 - 停止 贴装的基板传向下位机后机器停止运行。
11 中途开始贴装 贴装中,由于某种原因使机器停机并复位后,想要继续在下一个贴装位置开始贴装时使用。
12 吸嘴形状俘获 取得芯片元件用吸嘴前端的形状时使用。
13 分段运行 首件贴装、试贴装以及问题解析时,想要在目的位置暂时停止时使用。
14 送料器列表 进行生产准备时,可以确认当前要生产的元件种类和安装位置。
15 需求吸嘴列表 显示当前要使用的吸嘴列表。
16 吸嘴状态确认 取得芯片元件用吸嘴前端的状态时可以确认吸嘴前端的污垢状态。
17 托盘计数 可以显示目前为止盘装元件的使用数量。
18 散料设置 目前尚未使用。
2-14
2
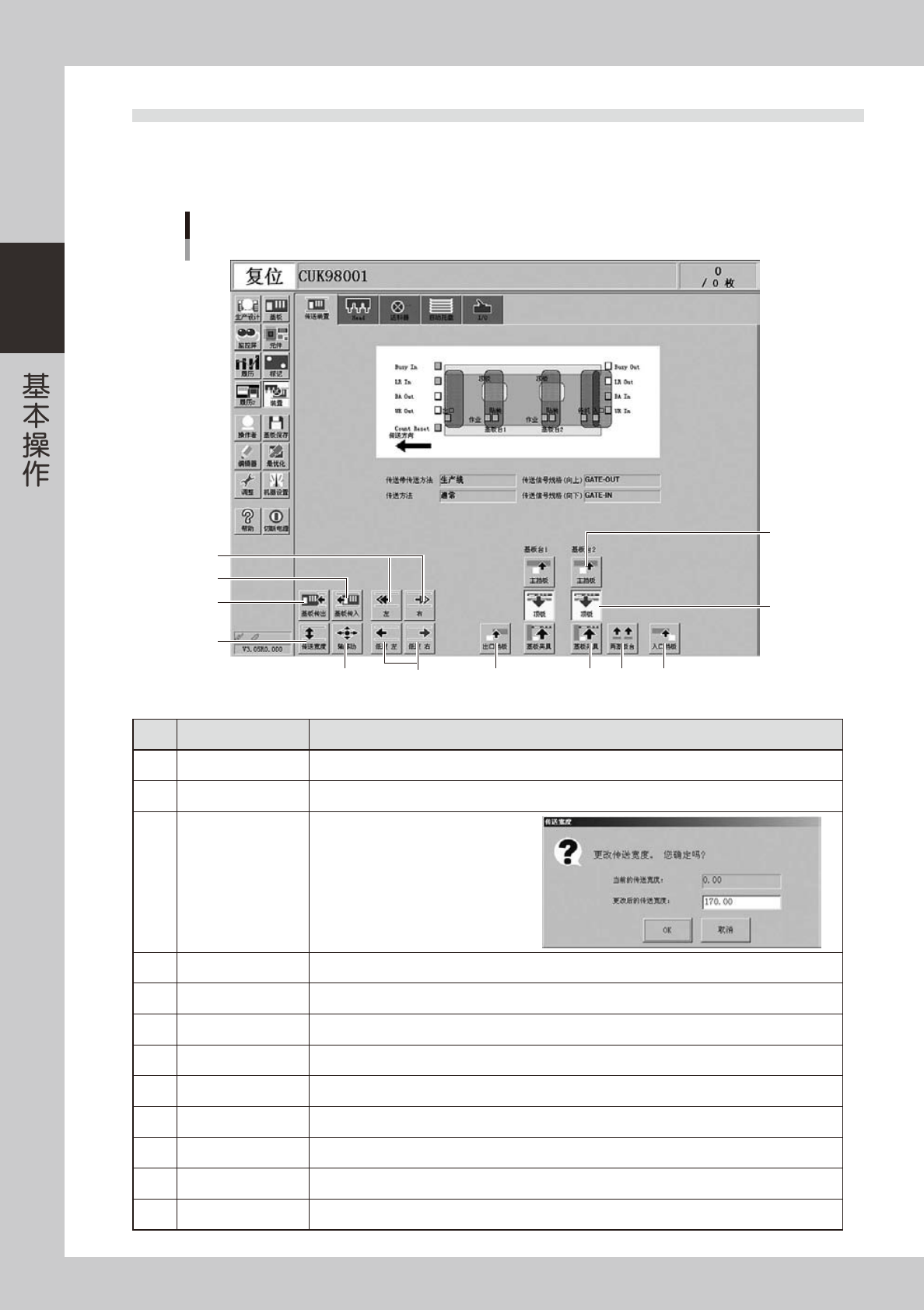
2.3 装置画面
说明「装置」画面内的手动操作按钮。
■传送装置手动操作
1
传送装置手动按钮
3
2
4
5
6
7
8
9
10
11
12
26204-L1-00
按钮名称 功能
1 基板传送 从入口或待机位置移动基板至安装位置并固定。
2 基板传出 解除基板的固定状态,并将基板传送至出口挡板位置。
3 传送宽度
显示传送宽度的调节对话框,输入数值
按 [OK] 按钮后,传送宽度变为指定的
宽度。
4 轴移动 用手动方式移动轴时使用。
5 左、右 使传送带转动。
6 低速左、右 使传送带低速转动。
7 出口挡板 使传出的基板停在出口处时使用。
8 主挡板 使传入传送装置内的基板停在安装位置时使用。
9 入口挡板 使传入的基板停在待机位置时使用。
10 顶板 输入基板的厚度后,顶板上升,从下方(基板的背面)固定基板。
11 基板夹具 从下方(基板的背面)夹住基板的边缘固定。
12 双基板台 使基板台 1 与基板台 2 同步运作时使用。