3D+AOI软件编程手册_20201204.pdf - 第115页
第十二章 拼板复制功能 V 7.0.4584.0-2 www .jutze. com.cn 1 15 / 136 12.3.6 在拼 板复制功能区 域,填写源拼 板号、 X 间距 、 Y 间距、 X 数量和 Y 数量 (即 X 和 Y 方向的复制 数量),点击 应用,完成拼板 复制。
第十二章 拼板复制功能 V 7.0.4584.0-2
www.jutze.com.cn 114
/
136
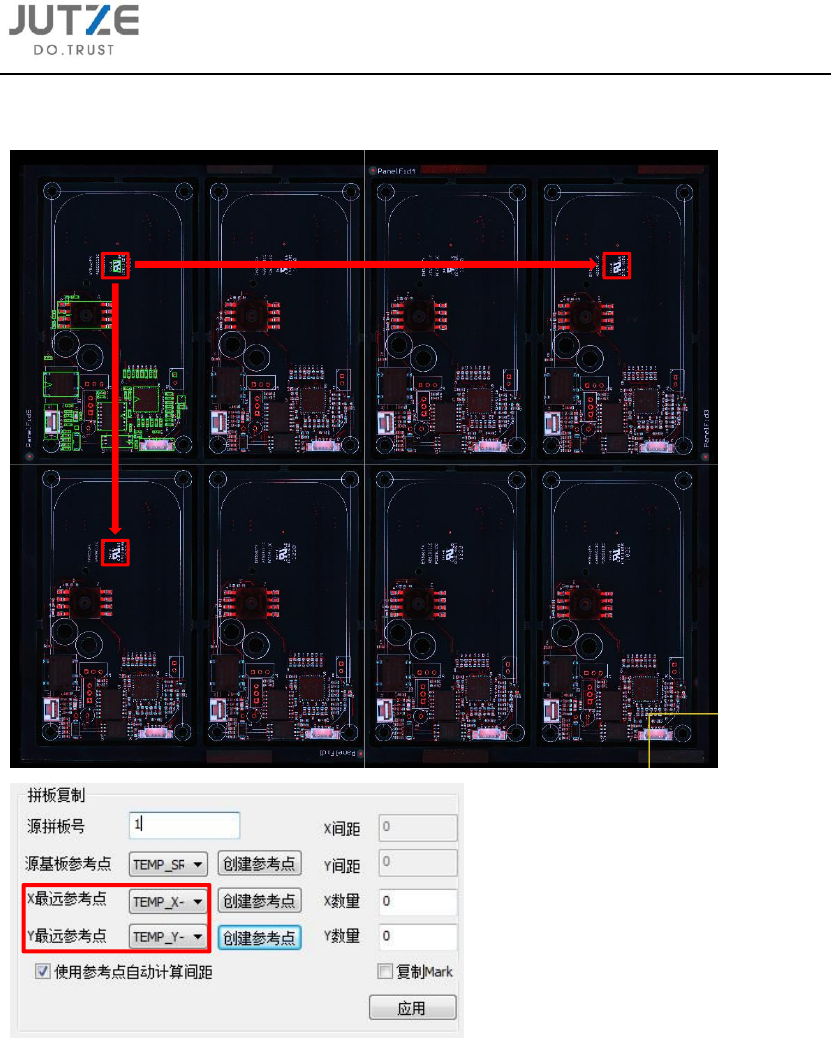
12.3.5 参照源基板参考点的设置方式,在整板上源基板参考点的水平和垂直方向最远拼板的相
同标识点,创建 X 和 Y 方向最远参考点;
第十二章 拼板复制功能 V 7.0.4584.0-2
www.jutze.com.cn 115
/
136
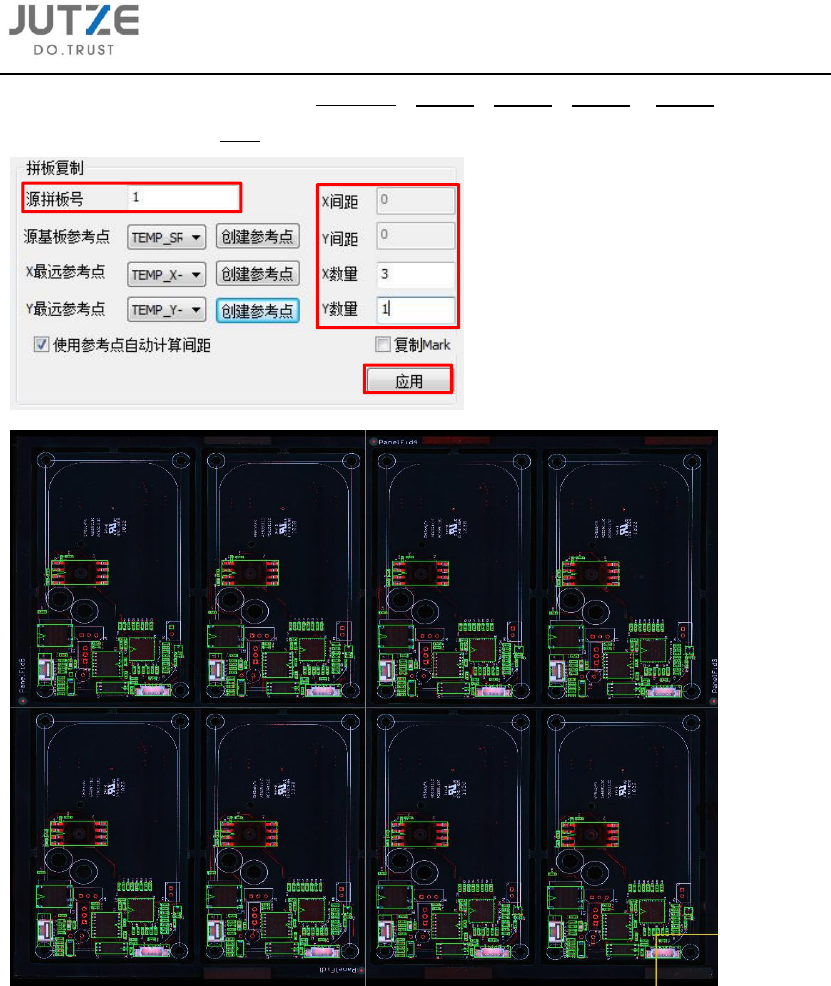
12.3.6 在拼板复制功能区域,填写源拼板号、X 间距、Y 间距、X 数量和 Y 数量(即 X 和 Y
方向的复制数量),点击应用,完成拼板复制。
第十三章 设备检测流程的设定 V 7.0.4584.0-2
www.jutze.com.cn 116
/
136
第十三章 设备检测流程的设定
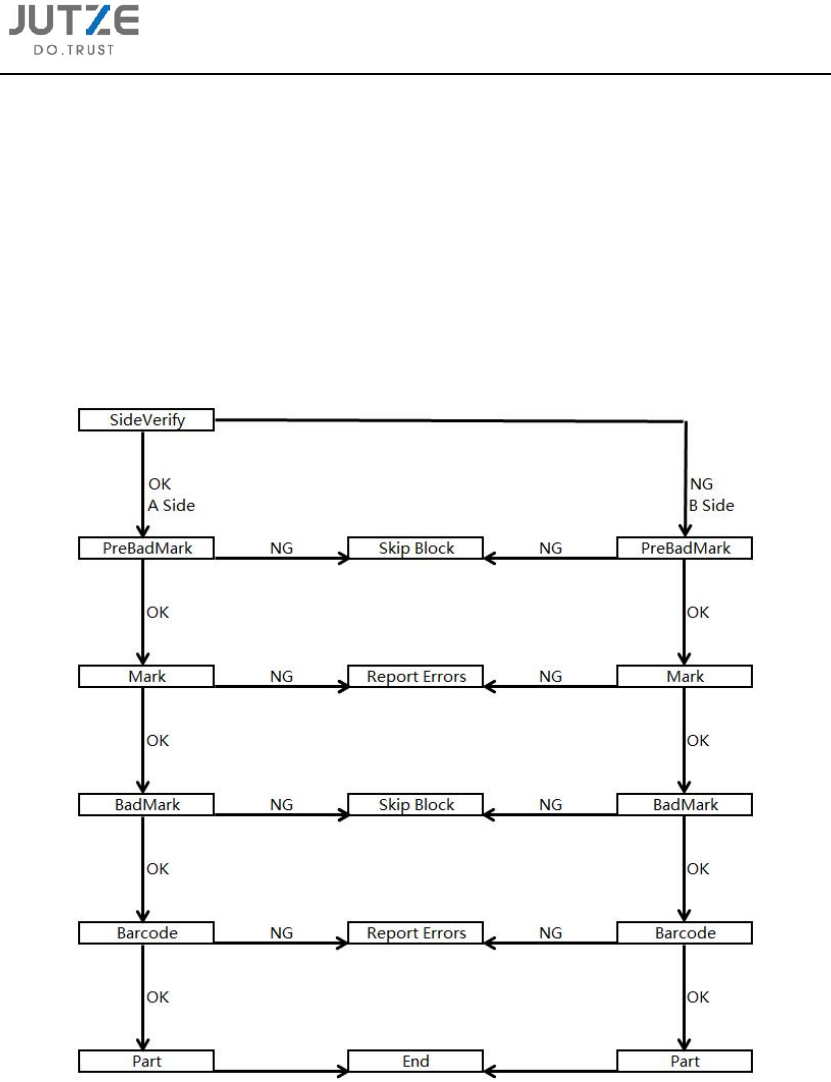
本章描述设备在检测基板时遵循的先后顺序的设定,此顺序主要依照在编程时设定的元件类型执
行,目前常用的元件类型有 A/B 面识别标识(SideVerify),前置差板识别标识(PreBadMark),
基准标记点(Mark),差板识别标识(BadMark),条形码识别(Barcode)。
13.1 设备检测流程
设备在执行已编写完成的程序的检测作业时,会按照下图的流程首先检测特殊的元件类型,并在
判定 OK 或者 NG 后做出相应的处理。