FX3_动作说明书.pdf - 第13页
Rev1.00 动作说明书 3-2 近点ドグ クリープ速度 起動 原点復帰速度 原点 Z相パル ス ドグク レードル式原 点復帰 近点ドグ Z相パル ス 原点 スケール原点信 号検出式原点復帰 起動 原点復帰速度 クリープ速 度 近点ドグで減速 反転 近点ドグで減速 反転 限位开关起点式原点复归 起动 Z 相脉冲 原点复归速度 爬行速度 到限位开关减速 原点 反转 近点限位开关 比例原点信号检测式原点复归 起动 Z 相脉冲 原点复归…
Rev1.00
动作说明书
3-1
3 关于各项功能
3-1 原点复归动作
3-1-1
X,Y,Z,θ轴
3-1-1-1 原点复归动作的时机
Z,θ 的所有轴和支撑台轴同时开始原点复归。XY 轴是在 Z 轴原点复归结束、达到安全的高度之后再开
始动作。并且,为了使 θ 轴的编码器与 LNC 的计数一致,将 LNC 的计数器复位。
3-1-1-2 原点复归动作之后的LNC检测动作
在原点复归动作中执行 CAL 块的标记识别后,进行以下的 LNC 检测动作。①、②允许以 MSP 通过检测。
NO. 检测内容 MSP
① 激光通信错误的复原
处理
当发生 1394 通信错误时进行初始化,使报警复原 ○
② 以激光检查外部吸嘴 将外部吸嘴降到激光高度,以 ONCE 指令确认看得到映像 ○
③ 激光的编码器确认 检查 LNC 的 U/D 计数器是否与 θ 轴的旋转同步 ×
3-1-1-3 各轴各自的原点复归动作
<原点复归方式>
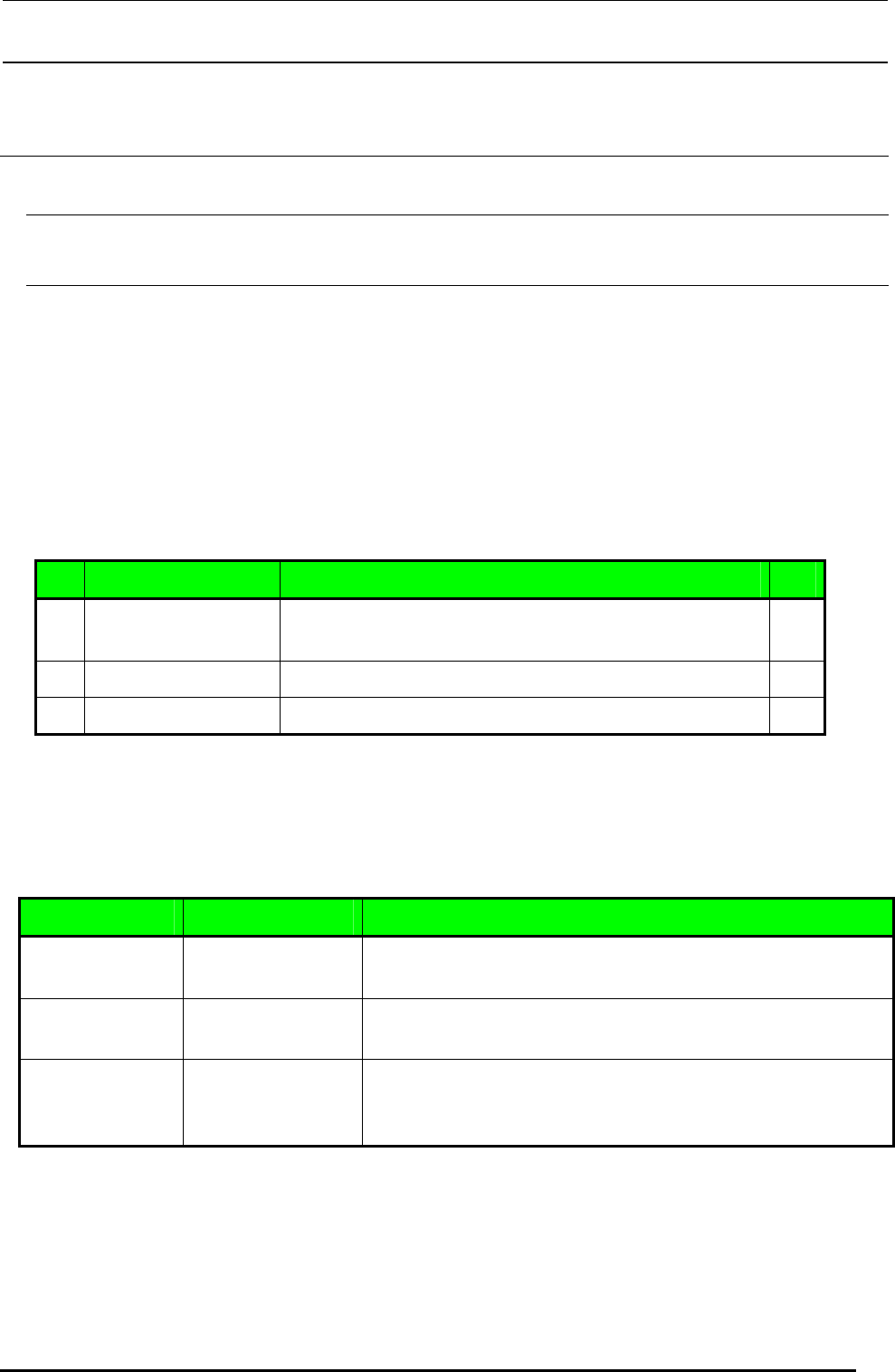
轴 原点复归方式 概述
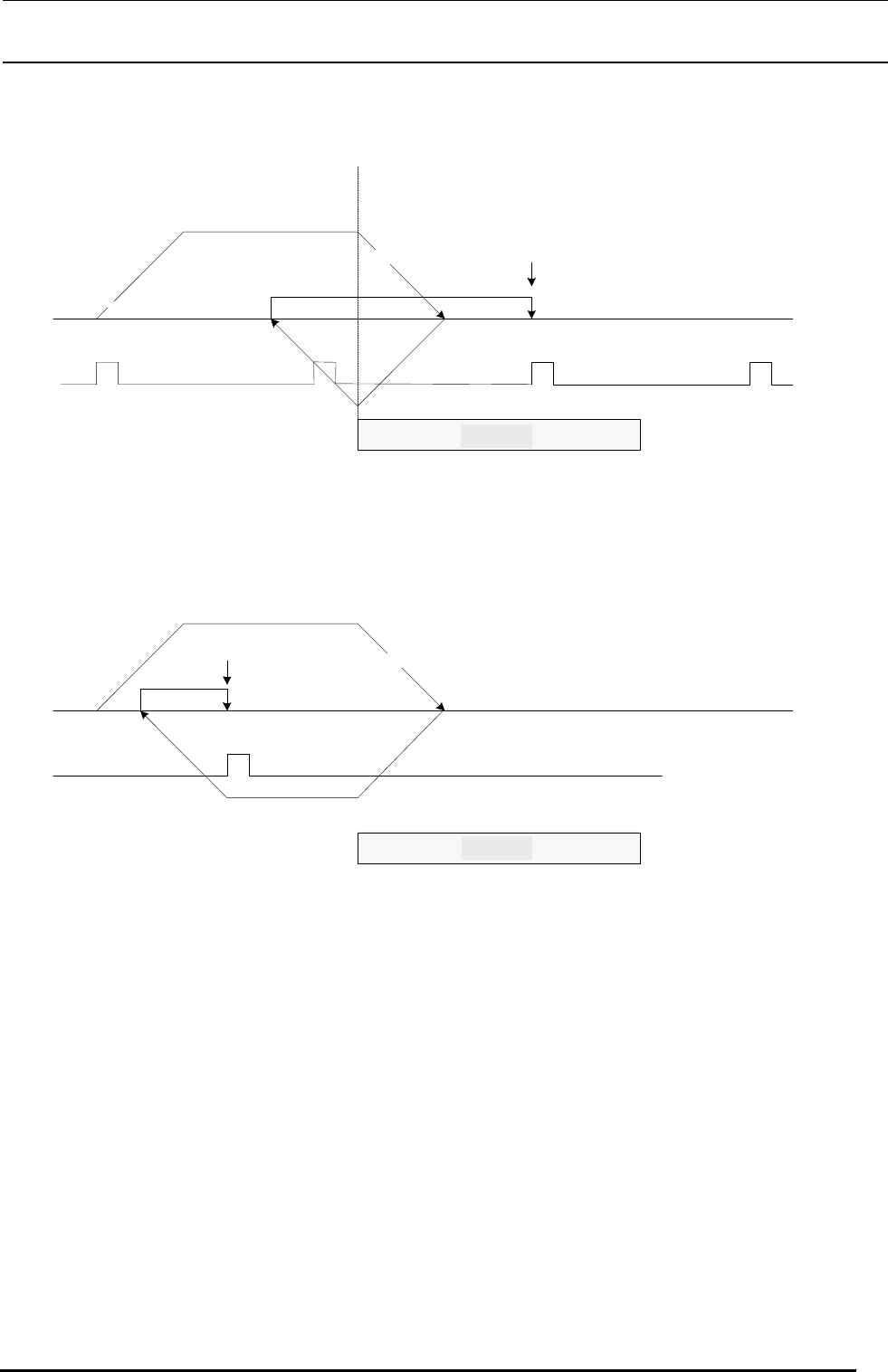
X,Y 比例式原点复归 应用 Z 相进行原点复归。测到近点限位开关后与原点复归方向
反向移动,以检测出原点信号(Z 相)的位置作为原点。
Z 限位开关起点式原
点复归
在限位开关前端开始减速,再返回到限位开关前端,然后以爬
行速度进行移动,以距限位开关前端第 1 个 Z 相作为原点。
θ 比例式原点复归 采用与 XY 相同的比例式原点复归。由于 θ 轴没有近点限位开
关,所以与控制参数的限位开关逻辑相反,在始终处于检测到
近点限位开关的状态下进行原点复归。
Rev1.00
动作说明书
3-2
近点ドグ
クリープ速度
起動
原点復帰速度
原点
Z相パルス
ドグクレードル式原点復帰
近点ドグ
Z相パルス
原点
スケール原点信号検出式原点復帰
起動
原点復帰速度
クリープ速度
近点ドグで減速
反転
近点ドグで減速
反転
限位开关起点式原点复归
起动
Z 相脉冲
原点复归速度
爬行速度
到限位开关减速
原点
反转
近点限位开关
比例原点信号检测式原点复归
起动
Z 相脉冲
原点复归速度
到限位开关减速
反转
近点限位开关
爬行速度
原点
Rev1.00
动作说明书
3-3
<各轴原点复归前的预备动作>
轴 预备动作的内容
X,Y 如果在近点限位开关上,则以 jog 方式向离开近点限位开关的方向移动,在
近点限位开关变为 OFF 处停止 jog。
Z 进行的预备动作是,使原点复归的开始高度与距近点限位开关边缘约 6mm
的位置对齐。
θ 当无条件地进行原点复归动作时,如果 Z 相与原点复归开始位置离开过多,
则以爬行速度寻找 Z 相需要非常长的时间。进行的预备动作是,为了缩短
这一时间而以高速寻找 Z 相,使原点复归开始点位于 Z 相附近。
3-1-2
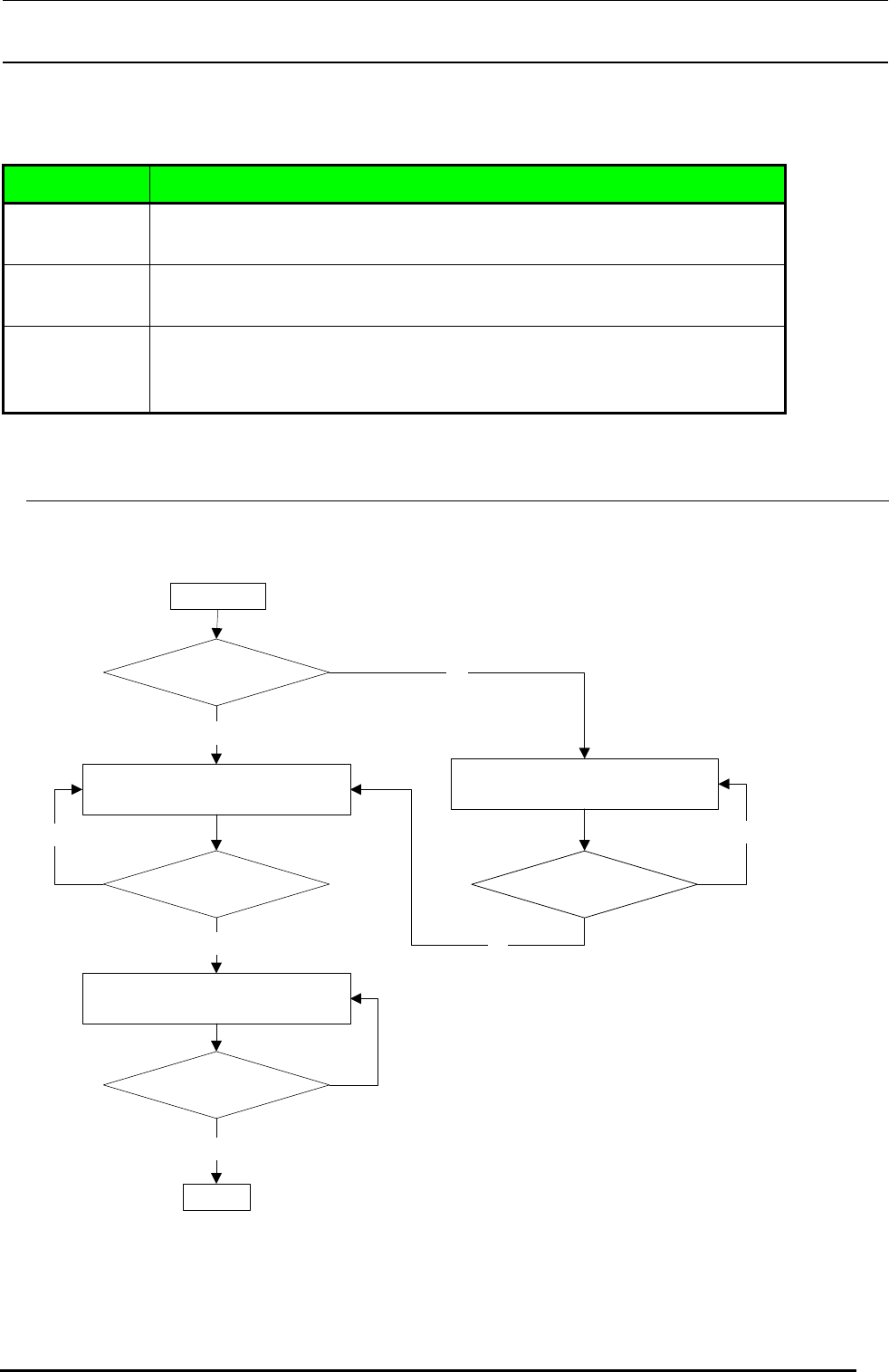
支撑台原点复归动作
支撑台原点复归的过程如下所示。
向机台上方凸凹移动
(传感器Off方向)
向机台下方向Step移动
(传感器On方向)
on
START
原点传感器
原点传感器ON
检测零相
END
off
on
on
off
殊霞
向机台下方向凸凹移动
(传感器On方向)
原点传感器ON
off
检测