FX3_动作说明书.pdf - 第53页
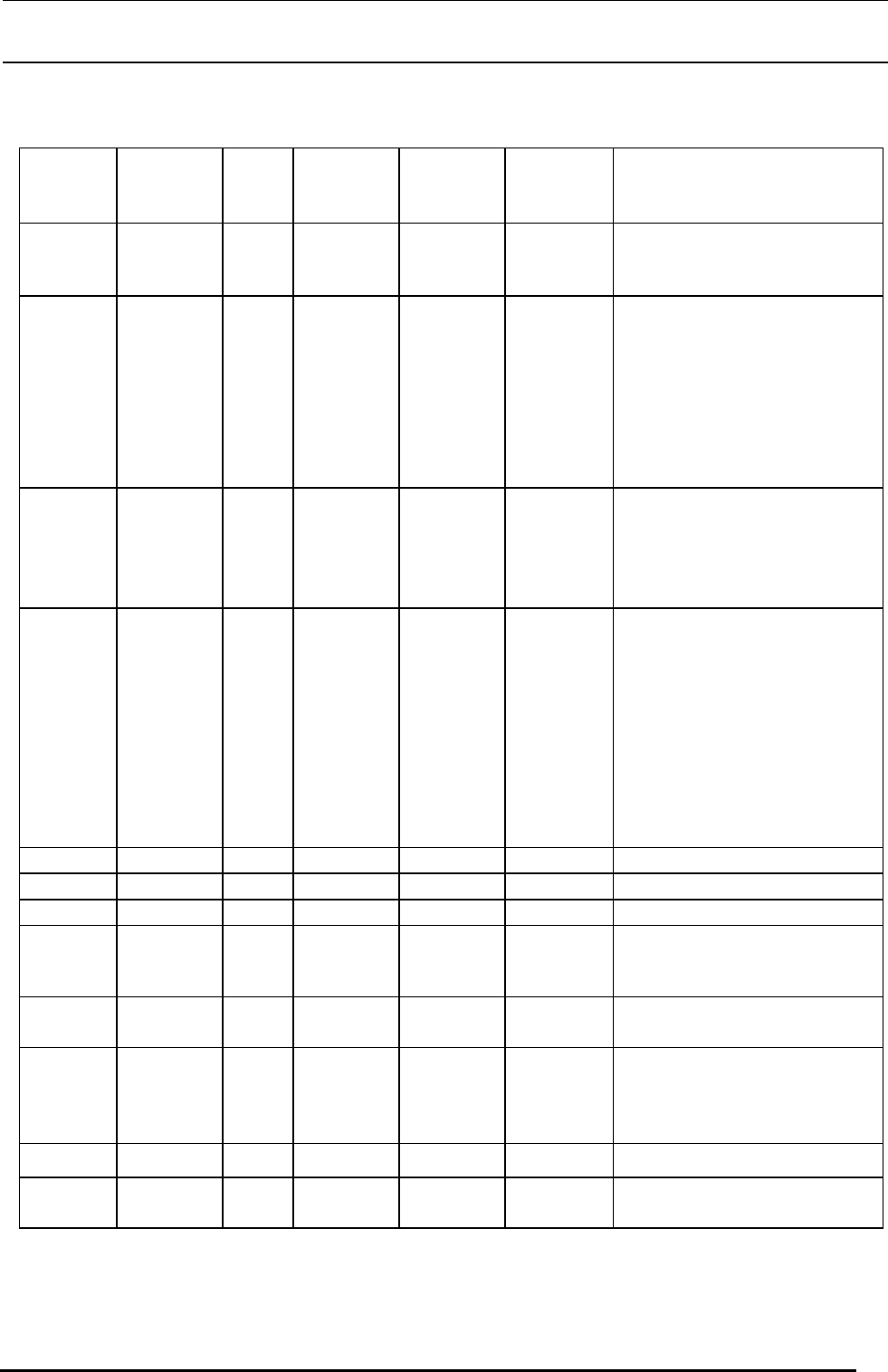
Rev1.00 动作说明书 3-42 配置号码 推顶 气缸数 推顶 次数 保持时间 byOnTime 放开时间 byOnTime 吸附样子 保持时间 byPickHoid 适用供料器 12 0 0 150 0 0 散件供料器 T Y P E 6 13 0 0 150 0 0 散件供料器 T Y P E 7 14 2 4 30 20 8 带宽 32mm 纸 ( 粘合 ) 带 15 3 2 30 20 0 带宽 44mm 、 传送间隔 24…
Rev1.00
动作说明书
3-41
配置号码
推顶
气缸数
推顶
次数
保持时间
byOnTime
放开时间
byOnTime
吸附样子
保持时间
byPickHoid
适用供料器
0 1 1 8×10msec 4×10msec 0×10msec
带宽 8mm 、传送间隔 2mm
带宽 8mm 、传送间隔 4mm
带宽 12mm 、传送间隔 4mm
1 1 1 30 15 0
带宽 12mm 、传送间隔 8mm
带宽 12mm 、传送间隔 12mm
带宽 16mm 、传送间隔 4mm
带宽 16mm 、传送间隔 8mm
带宽 16mm 、传送间隔 12mm
散件供料器 TYPE N
TYPE W
MBF26,MBF44
2 2 1 30 15 0
带宽 24mm 、传送间隔 8mm
带宽 24mm 、传送间隔 12mm
带宽 32mm 、传送间隔 8mm
带宽 32mm 、传送间隔 12mm
带宽 32mm 、传送间隔 16mm
3 2 2 30 15 0
带宽 24mm 、传送间隔 12mm
带宽 24mm 、传送间隔 16mm
带宽 24mm 、传送间隔 20mm
带宽 24mm 、传送间隔 24mm
带宽 32mm 、传送间隔 12mm
带宽 32mm 、传送间隔 16mm
带宽 32mm 、传送间隔 20mm
带宽 32mm 、传送间隔 24mm
带宽 32mm 、传送间隔 28mm
带宽 32mm 、传送间隔 32mm
4 2 3 30 20 0
带宽 32mm 、传送间隔 24mm
5 2 7 30 20 0
带宽 32mm 、传送间隔 28mm
6 2 4 30 20 0
带宽 32mm 、传送间隔 32mm
7 0 0 80 0 0 散件供料器 TYPE1
散件更换器
8 0 0
80×10
msec
0×10
msec
0×10
msec
散件供料器 TYPE2
9 0 0 70 0 0
散件供料器 TYPE3
TYPE8
MBF80,MBF170
10 0 0 130 0 0
散件供料器 TYPE4
11 0 0 150 0 0
散件供料器 TYPE5
TYPE9
Rev1.00
动作说明书
3-42
配置号码
推顶
气缸数
推顶
次数
保持时间
byOnTime
放开时间
byOnTime
吸附样子
保持时间
byPickHoid
适用供料器
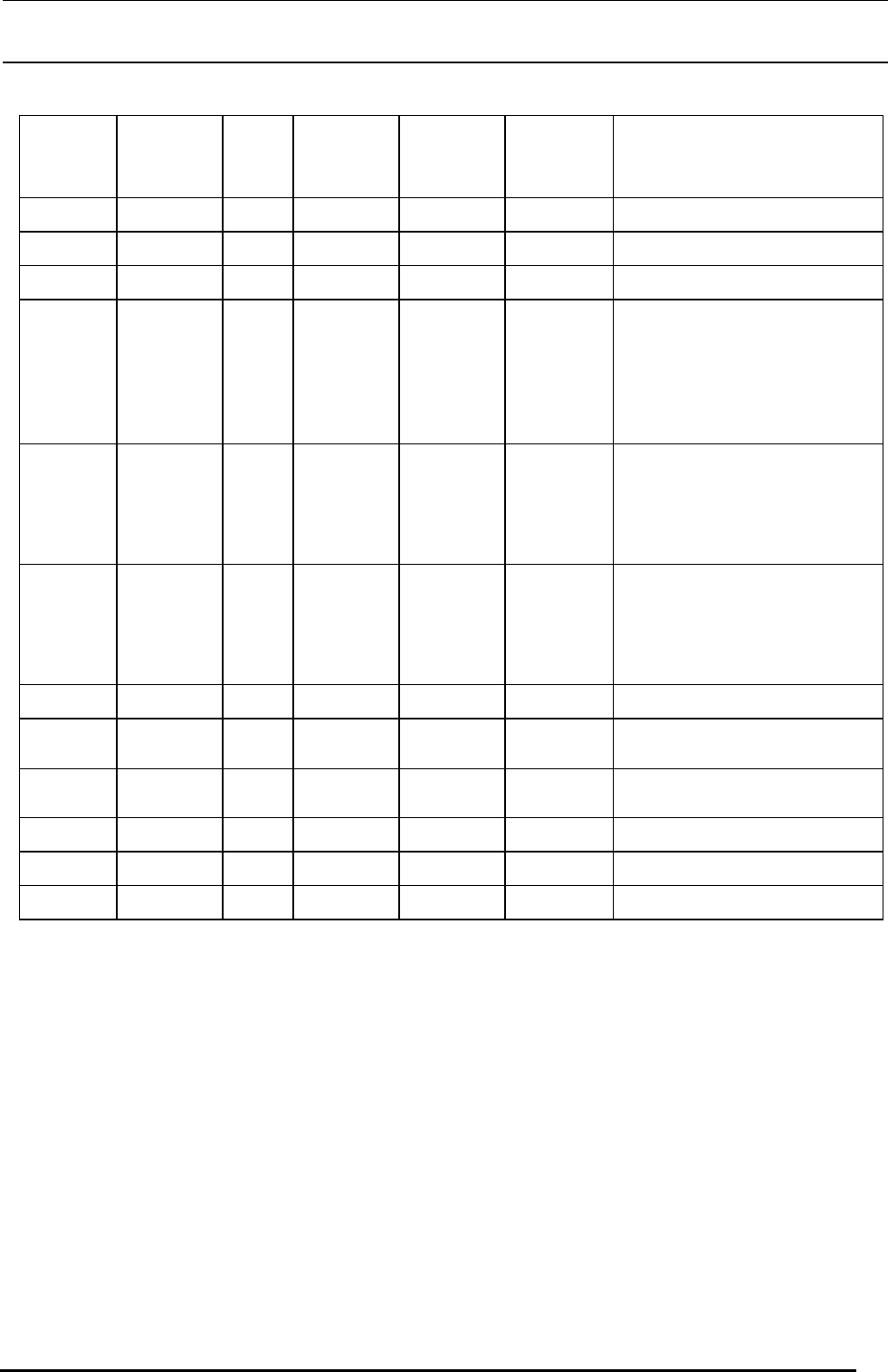
12 0 0 150 0 0
散件供料器 TYPE6
13 0 0 150 0 0
散件供料器 TYPE7
14 2 4 30 20 8
带宽 32mm 纸(粘合)带
15 3 2 30 20 0
带宽 44mm 、传送间隔 24mm
带宽 44mm 、传送间隔 28mm
带宽 44mm 、传送间隔 32mm
带宽 44mm 、传送间隔 36mm
带宽 44mm 、传送间隔 40mm
带宽 44mm 、传送间隔 44mm
16 3 1 30 20 0
带宽 44mm 、传送间隔 8mm
带宽 44mm 、传送间隔 12mm
带宽 44mm 、传送间隔 16mm
带宽 56mm 、传送间隔 12mm
带宽 56mm 、传送间隔 16mm
17 3 2 30 20 0
带宽 56mm 、传送间隔 24mm
带宽 56mm 、传送间隔 32mm
带宽 56mm 、传送间隔 36mm
带宽 56mm 、传送间隔 40mm
带宽 56mm 、传送间隔 44mm
18 3 3 30 20 0
带宽 56mm 、传送间隔 48mm
19 3 4 30 20 0
带宽 56mm 、传送间隔 52mm
带宽 56mm 、传送间隔 56mm
20 1 2 30 20 0
带宽 12mm 、传送间隔 n mm
带宽度 16mm 、传送间隔 n mm
21 1 1 10×10msec 10×10msec 0×10msec
柱供料器
22 1 1 8 4 0
带宽度 8mm 、传送间隔 1mm
23 1 1 8 4 0
带宽度 4mm 、传送间隔 1mm
Rev1.00
动作说明书
3-43
3-11 BOC标识识别
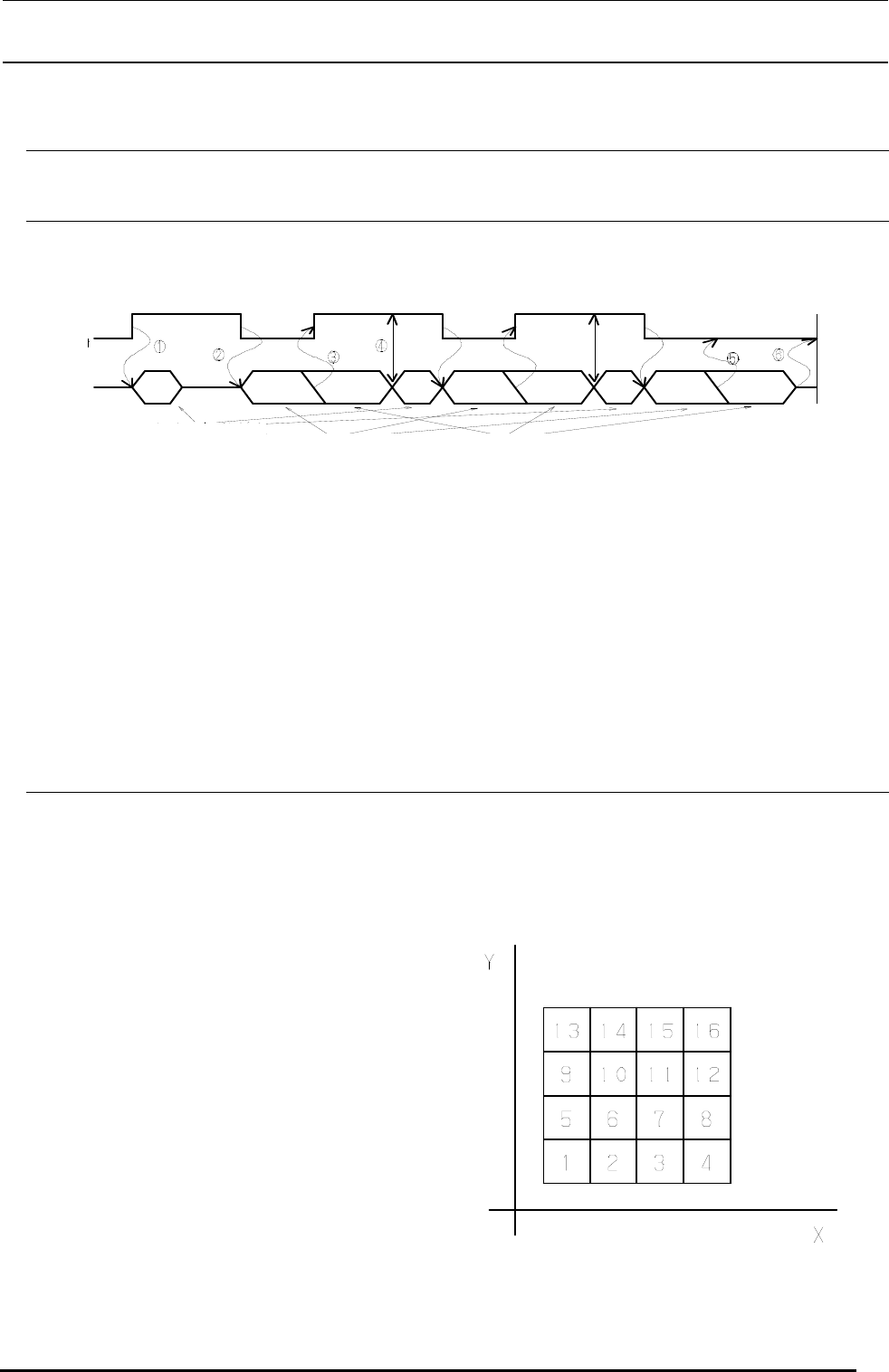
3-11-1 动作时间
识别BOC标识时的XY轴动作和识别装置的动作时间如下所示。
① 开始可BOC识别动作之后,在BOC标记识别位置,开始XY轴的移动之后,向识别装置发送BOC摄
像机的变换指令。此时BOC灯也亮灯。
② 向BOC标记识别位置移动完了之后,发送识别装置的BOC标记识别指令。
③ 有的识别装置,接收了识别装置来的标记图像读取完了之后,将 XY 轴移动到下一个识别位置。此时,
识别装置继续进行识别处理。
④ 接收到识别装置来的识别结果之后,再次发送摄像机变换指令。直到最后的BOC标记,反复②~④,
当接收到最后的BOC标记图像读取完了的信息之后,熄灭BOC灯。
⑤ 待机接收最后的从识别装置送来的 BOC 标记识别结果,进行下一动作。
3-11-2
识别顺序
识别BOC标记的顺序,根据各基板的BOC标记和根据各电路的BOC标记,顺序如下。
① 根据各基板的BOC标记
按照基板数据显示的BOC位置 No.1、No.2、No.3 的顺序,进行 BOC 标记的识别。
② 根据各电路的BOC标记
从电路号码1开始对各电路按照和基板各 BOC
标记相同的顺序,进行 BOC 标记识别,当电
路上所有的 BOC 标记识别结束之后,按照电
路号码的上升顺序进行下一电路的 BOC 识别
处理。
另外,检测出坏标记的电路跳过处理,进行下
一电路的处理。
非矩阵基板时的电路号码为基板数据输入电
路配置输入的号码的顺序。
矩阵缉办时的电路号码,从 X 轴的机械原点侧
的电路的 X 坐标增加方向的顺序,从 Y 轴机械
元件线 Y 坐标增加的方向反复进行。4×4矩
XY轴
识别装置
摄像机变换
图像读入 标志识别
下一动作
图3-11-1
图3-11-2