FX3_动作说明书.pdf - 第33页
Rev1.00 动作说明书 3-22 3-5-2-7 贴装上升时的 Z 轴动作 行程分类只有一个。 (1) 行程分类 S L A 识别 Z 轴的贴装上升就是向激光高度上升。 移动量 S = XY 移动高度 α − h + 贴装压入量 移动量 S1 = 2 + 贴装压入量 − h 移动量 S2 = XY 移动高度 α − 2 (2) 各机种的 Z 轴行程 贴装上升 机种 元件高度规格 贴装头 Q Q1 Q2 (1) FX-3 6 LNC …
Rev1.00
动作说明书
3-21
3-5-2-6 贴装下降时的Z轴动作
元件识别方式(LA)
按照检测有无元件方式 (LA, 真空).行程分
类为 3 种。(参照下表)
右图为行程分类 N。
行程分类
识别方式 LA
⎯
P
LA
× {
检测有无元件
真空
{ ×
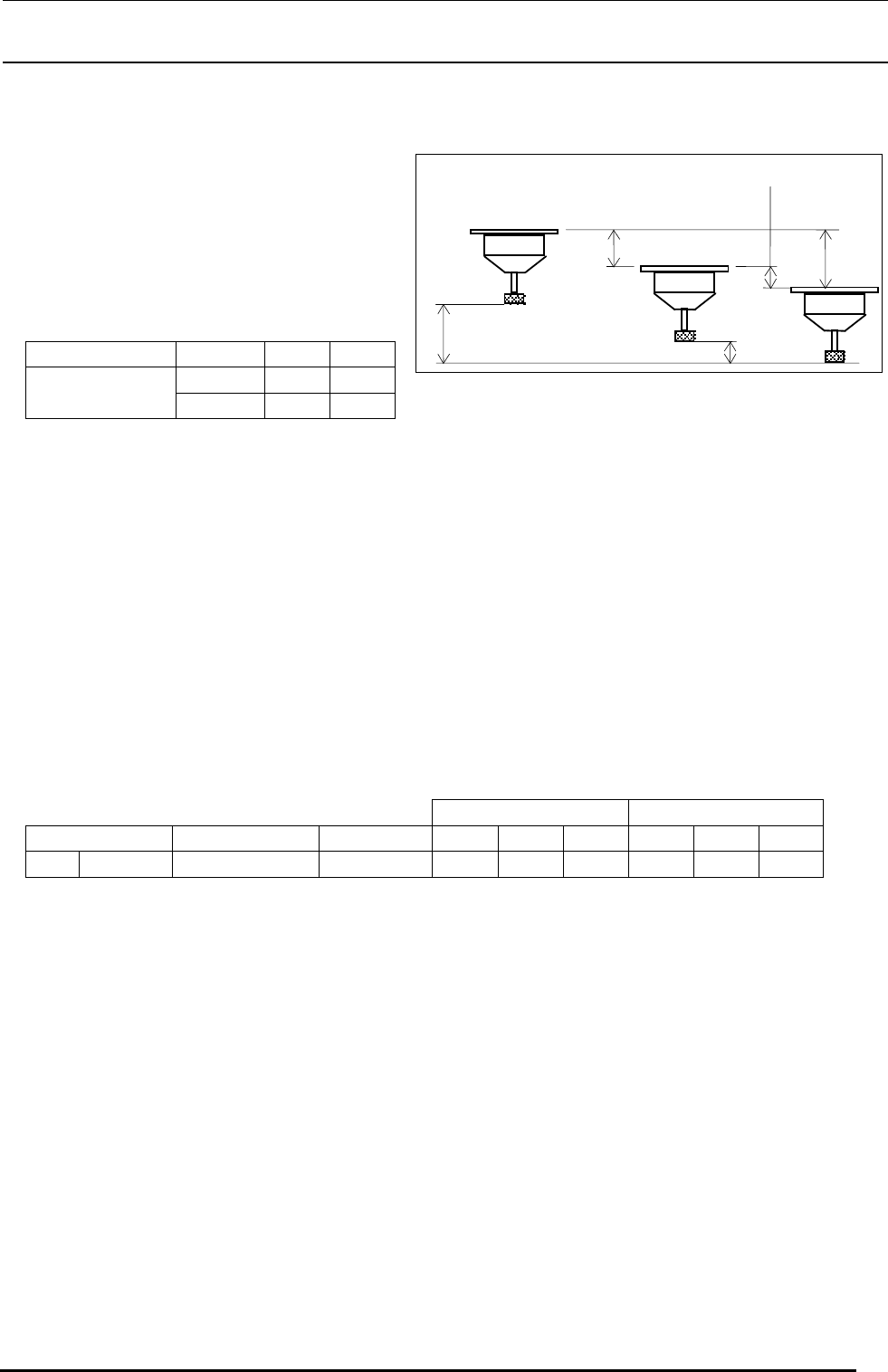
(1) 行程分类 N Va检测 XY → 基板
大型零部件,用真空检测有无元件时,Z 轴的贴装下降为从 XY 移动高度下降。
移动量 N=XY 移动高度α + 贴装压入量
移动量 N1=XY 移动高度α − 2
移动量 N2=2 + 贴装压入量
(2) 行程分类 P LA识别, LA 检测 LA → 基板
LA 识别元件或大型零部件,用 LA 检测有无元件时,Z 轴的贴装下降从激光高度下降。
移动量 P=激光高度β + 贴装压入量 − h + t
移动量 P1=激光高度β − h + t − 2
移动量 P2=2 + 贴装压入量
(3) 各基种的 Z 轴行程
贴装下降 贴装下降
机种 元件高度规格 贴装头 N N1 N2 P P1 P2
(1) FX-3 6 LNC 15.5 13.0 2.5 29.6 27.1 2.5
N1
N2
2
N
α
待机高度
贴装高度
基板上面
Rev1.00
动作说明书
3-22
3-5-2-7 贴装上升时的Z轴动作
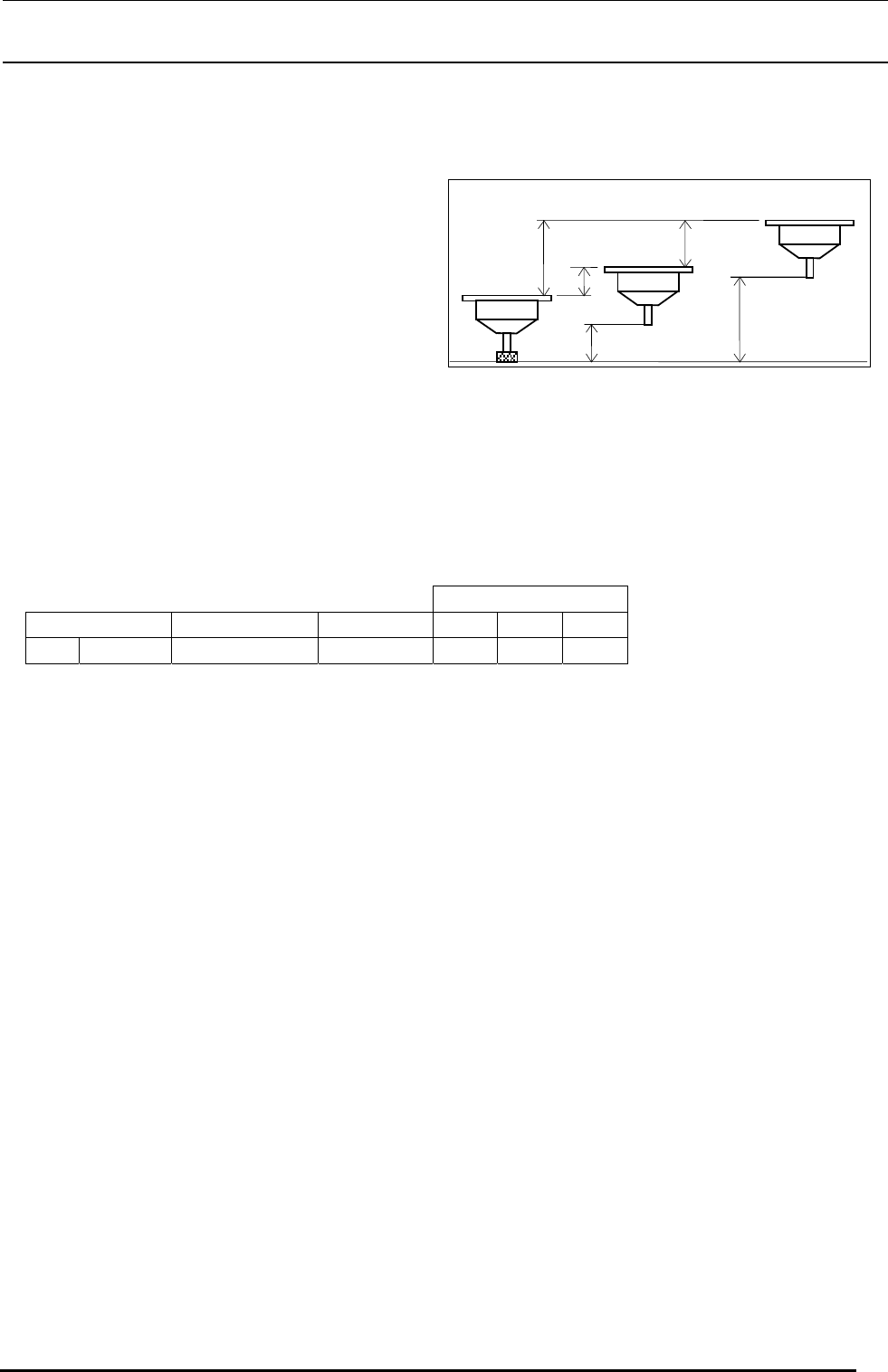
行程分类只有一个。
(1) 行程分类 S LA识别
Z 轴的贴装上升就是向激光高度上升。
移动量 S=XY 移动高度α − h + 贴装压入量
移动量 S1=2 + 贴装压入量 − h
移动量 S2=XY 移动高度α − 2
(2) 各机种的 Z 轴行程
贴装上升
机种 元件高度规格 贴装头 Q Q1 Q2
(1) FX-3 6 LNC 29.6 1.7 27.9
2
S2
S1
S
α
贴装高度
待机高度
Rev1.00
动作说明书
3-23
3-5-2-8 带式供料器推顶开始,XY轴移动开始时间
(1) 吸附时
① 带式供料器顶料是在吸附元件的下表面升高 εmm 时开始的,以避免碰到 Z 轴上升中吸附的元
件。
② 至于 XY 移动开始时机 由于必定进行元件吸附检测,所以是在 Z 轴上升已结束、进行吸附检测
之后开始移动。
③ 吸附的对象行程分类为 C, E, C2, E2。
④ 激光中心以外的 θ 轴开始转动,在预载开始同一时间开始。
(注 1) 带式供料器推顶开始,XY 轴移动开始时间,可以个别设定。
(2) 贴装时
①
贴时
装 XY
轴开 动 时间
始移 的 是 Z
轴
上升中,吸嘴下面距离基板上面εmm
开
的高度 始。
②
贴时对 为
装 的 象行程 Q, S, Q2, S2。
③ 激光中心以外的 θ
轴开 转动
始,在XY
轴 动 时间开
移同一 始。
(注 2) 贴装时的 XY 轴开始移动时间吸附时可以个别设定。
进行贴装动作时,XY 轴移动开始的时机是,以轴驱动器检测到 Z 轴通过 XY 可移动高度之后,开始 XY
轴移动。
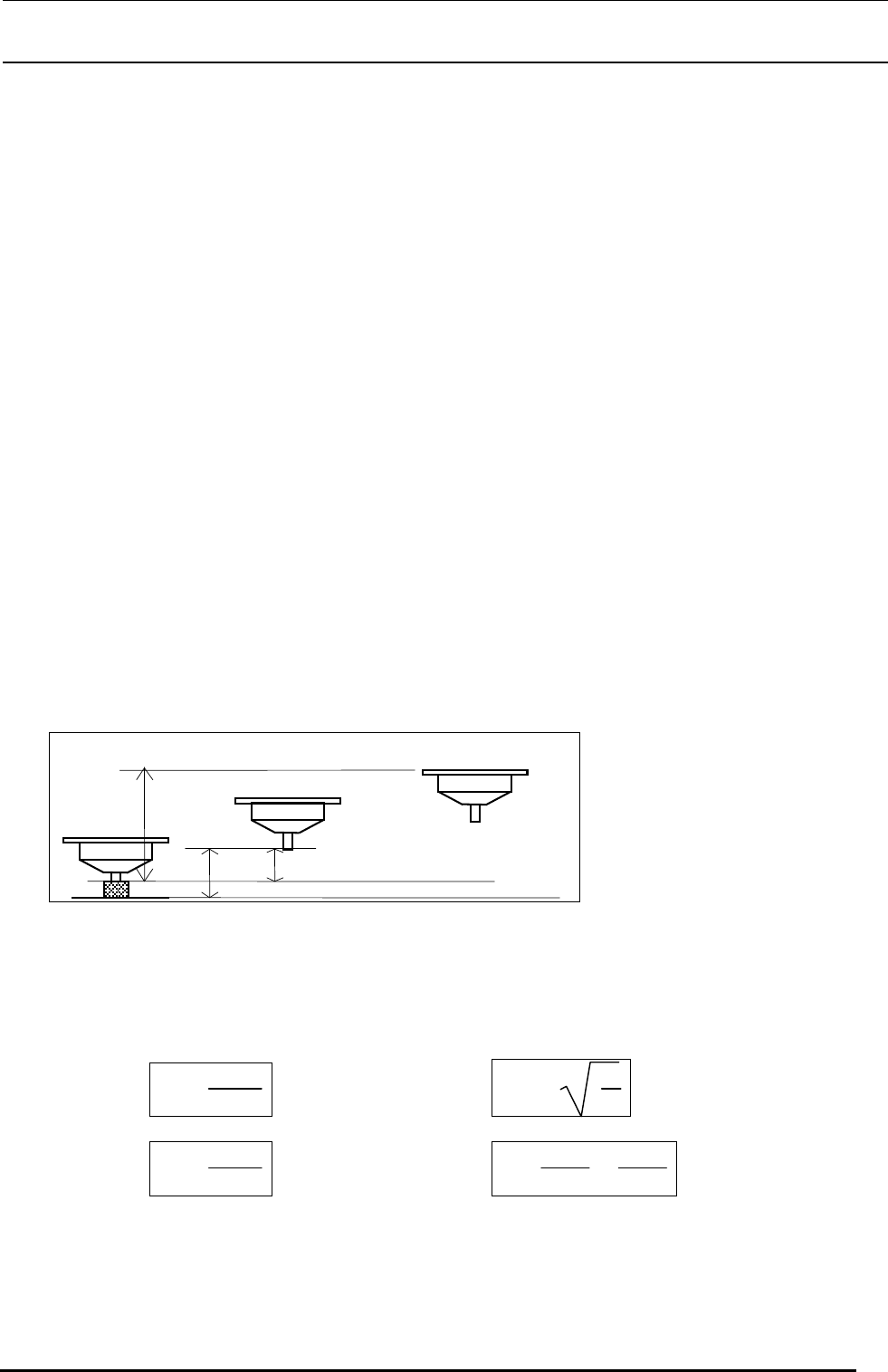
例) 行程分类 S 时
Z 轴开始上升之后开始预载,开始带式供料器推顶,开始 XY 轴移动的距离为 S3 的话,S3 如下。S3=
吸贴装入量+元件厚度 h+ε (mm)
至开始
XY 移动的待机时间 T 计算如下。
上升加速度为α,上升速度为 V。
Z 轴最高速度:Vmax (Vmax = 7200 kpps) 上升加速度: α1 移动距离: S3
S3 <
V max
2
α
1
时(三角驱动) T = 2
S3
α
1
S3 ≥
V max
2
α
1
时(台形驱动) T =
V max
α
1
+
S3
V max
S
S3
ε
贴装
高度
XY
移动开始高度
激光识别高度
基板上面