FX3_动作说明书.pdf - 第18页
Rev1.00 动作说明书 3-7 3-2-2-1 支撑台电动机 FX-3 型中, 支撑台的上升速度能从高速 · 中速 · 低速 · 超低速中选择。 支撑台的上升速度被设定为低速 · 超低 速时,夹紧的预备进给动作也自动地变成超低速( 16mm/s )。并且,控制 方法在上升时为时间固定, 在下降时为加速度固定。 再夹紧时的顺序如下图所示。 速度 減速時間 減速距離 予備送り速度 予備送り距離 減速停止時間 予備送り時間1 BUテーブル…
Rev1.00
动作说明书
3-6
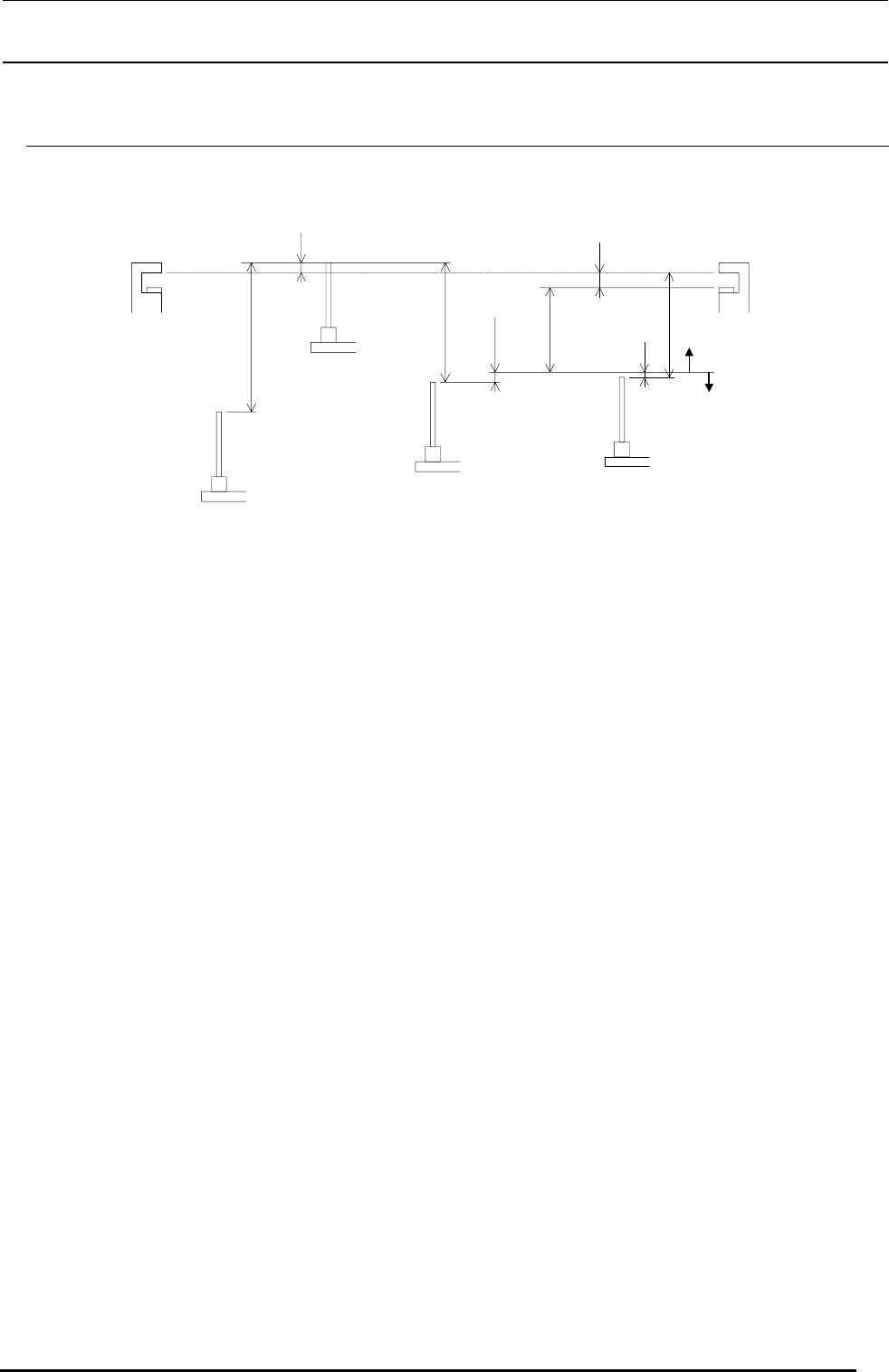
3-2-2 支撑台
支撑台、机械控制以及有效行程
基板上面高度
0.5mm
5mm
有效行程 52.5mm
MS 参数输入
2 mm
7mm
40mm(最大)
最大基板下限制
字亠佩殻
59mm
④原点高度位置
B
(
原点传感器
ON
方向
)
A
(
原点传感器
OFF
方向
)
变换器检测零相
③软下方限制位置
①机械下方限制位置
②
字亠貧圭㏍㍉崙了崔
①:
下方向的机械限制高度
②:
上方向的机械限制高度
③:
在有效行程下限位置,是基板送入、送出时的待机位置。
有效行程上限位置从③的高度上升52.5mm上升位置、与②高度相同。
有效行程∶生产中可以驱动的行程范围
(注) 基板下限制可以在从5mm起40mm的范围,以1mm单位进行设定。
违反的基板下限制为40mm。
(注) ③的有效行程下限高度,根据基板下限而变化。
因此,有效行程也按下式变化。
有效行程(mm) =基板下限(mm)+5+7+0.5
基板送入·送出时的待机高度也同样变化。
以有效行程上限为基准高度
待机高度(mm)=基板下限(mm)+5+7
机械上方限制高度
机械行程
Rev1.00
动作说明书
3-7
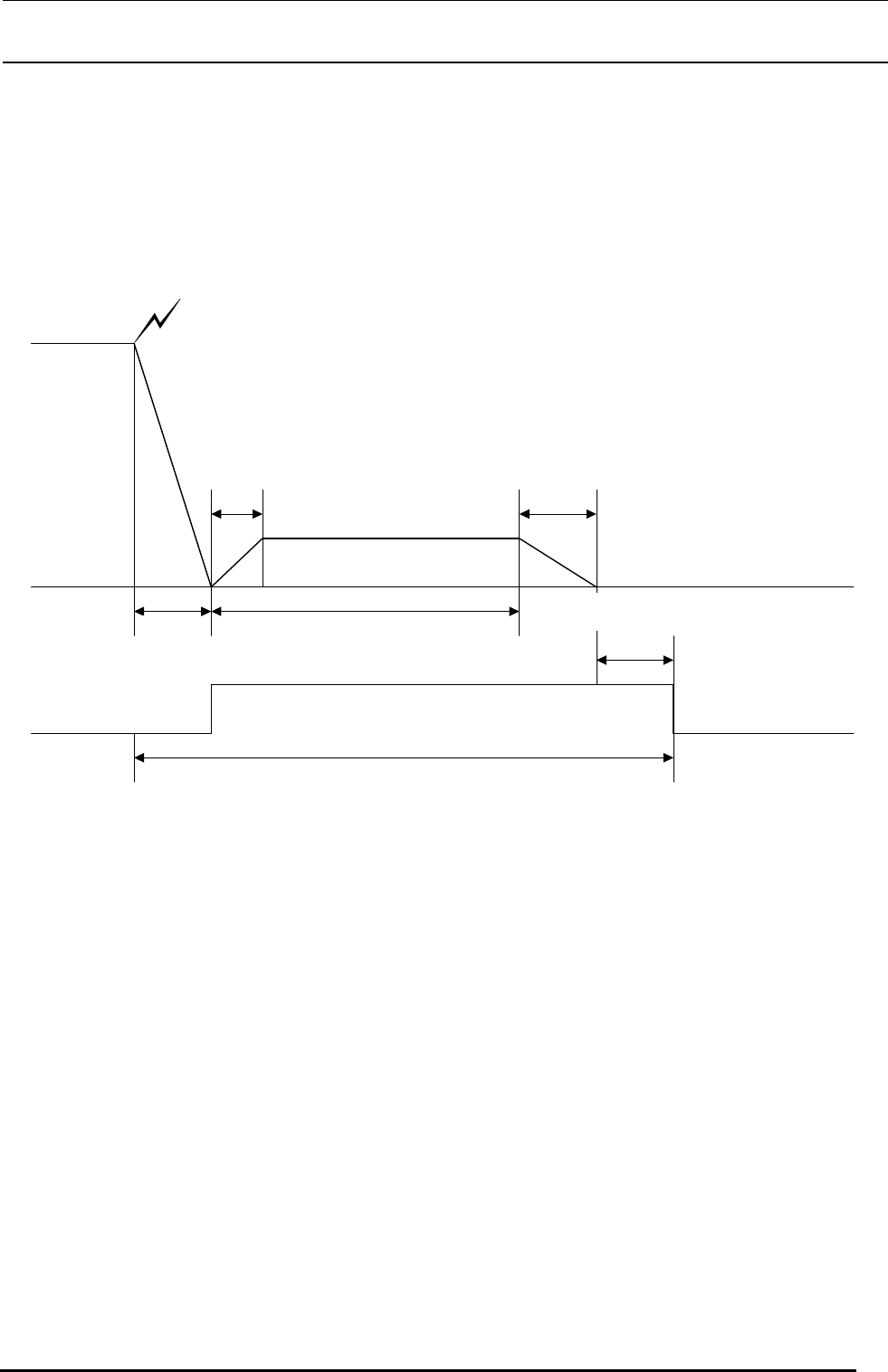
3-2-2-1 支撑台电动机
FX-3 型中,支撑台的上升速度能从高速·中速·低速·超低速中选择。支撑台的上升速度被设定为低速·超低
速时,夹紧的预备进给动作也自动地变成超低速(16mm/s)。并且,控制方法在上升时为时间固定,
在下降时为加速度固定。
再夹紧时的顺序如下图所示。
速度
減速時間
減速距離
予備送り速度
予備送り距離
減速停止時間予備送り時間1
BUテーブル上昇時間
BUテーブル
上昇待ち時間
基板クランプ時間
予備送り時間2
支撑台上升时机、X 推杆动作开始时机根据支撑台上升速度进行切换。
速度
预备进给时间 1
减速距离
减速时间
预备进给速度
预备进给距离
预备进给时间 2
减速停止时间
BU 台上升时间
基板夹紧时间
BU 台上升
等待时间
STOP
Rev1.00
动作说明书
3-8
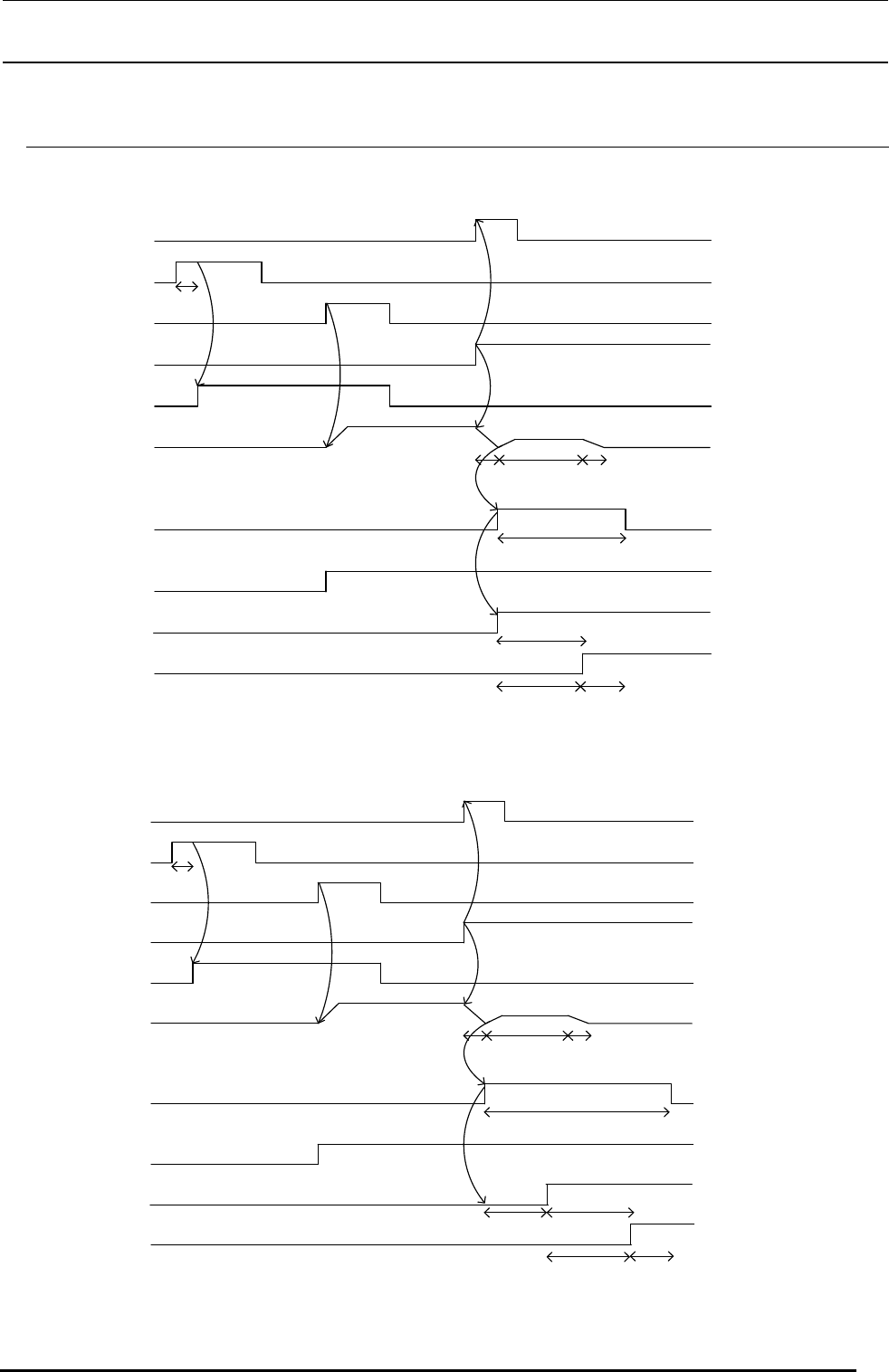
3-2-3 基板传送同步时间图
1) 传送速度:高速;支撑台上升速度:高速
INセンサ
WAITセンサ
STOPセンサ
INモータ
センターモータ
バックUPプレートモータ
100ms
センターストッパー
外形基準(Xプッシャ)
外形基準(Yプッシャ)
100ms
100ms
動作時間 600ms
400ms
400ms
予備送り ( 距離 43.85mm)
XY軸
生産開始位置へ移動
動作時間 430ms
(20mm) (1.5mm + 19.3 mm)
動作時間 200ms
(2.8mm)
56mm/s400mm/s
2) 传送速度:高速;支撑台上升速度:中速
INセンサ
WAITセンサ
STOPセンサ
INモータ
センターモータ
バックUPプレートモータ
100ms
センターストッパー
外形基準(Xプッシャ)
外形基準(Yプッシャ)
100ms
100ms
動作時間 960ms
400ms
400ms
予備送り ( 距離 43.85mm)
XY軸
生産開始位置へ移動
動作時間 430ms
(20mm) (1.5mm + 19.3 mm)
動作時間 200ms
(2.8mm)
56mm/s
360ms
400mm/s
XY 轴
IN 传感器
WAIT 传感器
STOP 传感器
IN 电动机
中央电动机
基板背型夹具板电动机
中央止动器
外形基准(X 推杆)
外形基准(Y 推杆)
向生产开始位置移动
预备进给(距离 43.85mm)
动作时间 600ms
动作时间
430ms
动作时间 200ms
XY 轴
IN 传感器
WAIT 传感器
STOP 传感器
IN 电动机
中央电动机
基板背型夹具板电动机
中央止动器
外形基准(X 推杆)
外形基准(Y 推杆)
向生产开始位置移动
预备进给(距离 43.85mm)
动作时间 960ms
动作时间
430ms
动作时间 200ms